Bilgemaster油水分离器潜在问题分析及对策建议
2020-07-14赵玉文苏肖亮
赵玉文, 苏肖亮
(中国地质调查局 青岛海洋地质研究所,山东 青岛 266073)
0 引 言
随着人们对海洋环境保护的意识逐渐增强,船舶油污水排放要求越来越严格。Bilgemaster油水分离器作为一种新型油水分离设备,在满足国际公约的要求和防止海洋环境污染方面发挥着重要的作用,经其处理的油污水的含油量可低至0.000 5%,甚至更低。该油水分离器具有体积小、应用效果好和操作简便等优点,特别是油污水处理能力较强,可对不同浓度的油污水进行处理,且处理之后均能达到排放要求,具体表现为:
1)可对船舶污油舱内的污油和水分进行分离;
2)在处理污油水过程中无需添加化学剂,可达到0.000 5%含油量的排放要求;
3)适合在各种海况下运行,不影响分离效果;
4)自动化程度较高,可根据含油量设定值0.001 5%或0.000 5%,自动调节油污水进机流量;
5)油分监控系统强大,油污水排放较为安全;
6)适用油污水类型广泛,可对FO/DO/LO污染的油污水进行处理。
1 Bilgemaster油水分离器的组成和工作原理
1.1 组成
Bilgemaster油水分离器主要由螺杆泵、自动清洗滤器、加热器、分油机、污油驳运泵、油分检测器、吸附滤器和自动转换阀组成(见图1)。
1.2 工作原理
油水分离器的工作原理见图2。
1)光学传感器阵列可用来测量样品流中被油滴散射和吸收的光的组合。传感器信号由微处理器处理,以产生线性化的输出。
2)若发生警报(工作设定点为0.001 5%),则在调整的时间延迟之后激活2台机油警报继电器。
3)微处理器连续监视传感器组件和相关电子设备的状况,确保其在一段时间内和极端环境条件下保持校准精度。
该油水分离器的特点是结构坚固、能抑制固体杂质、能连续检测、易维护、易安装、控制精确和参数易设定等。
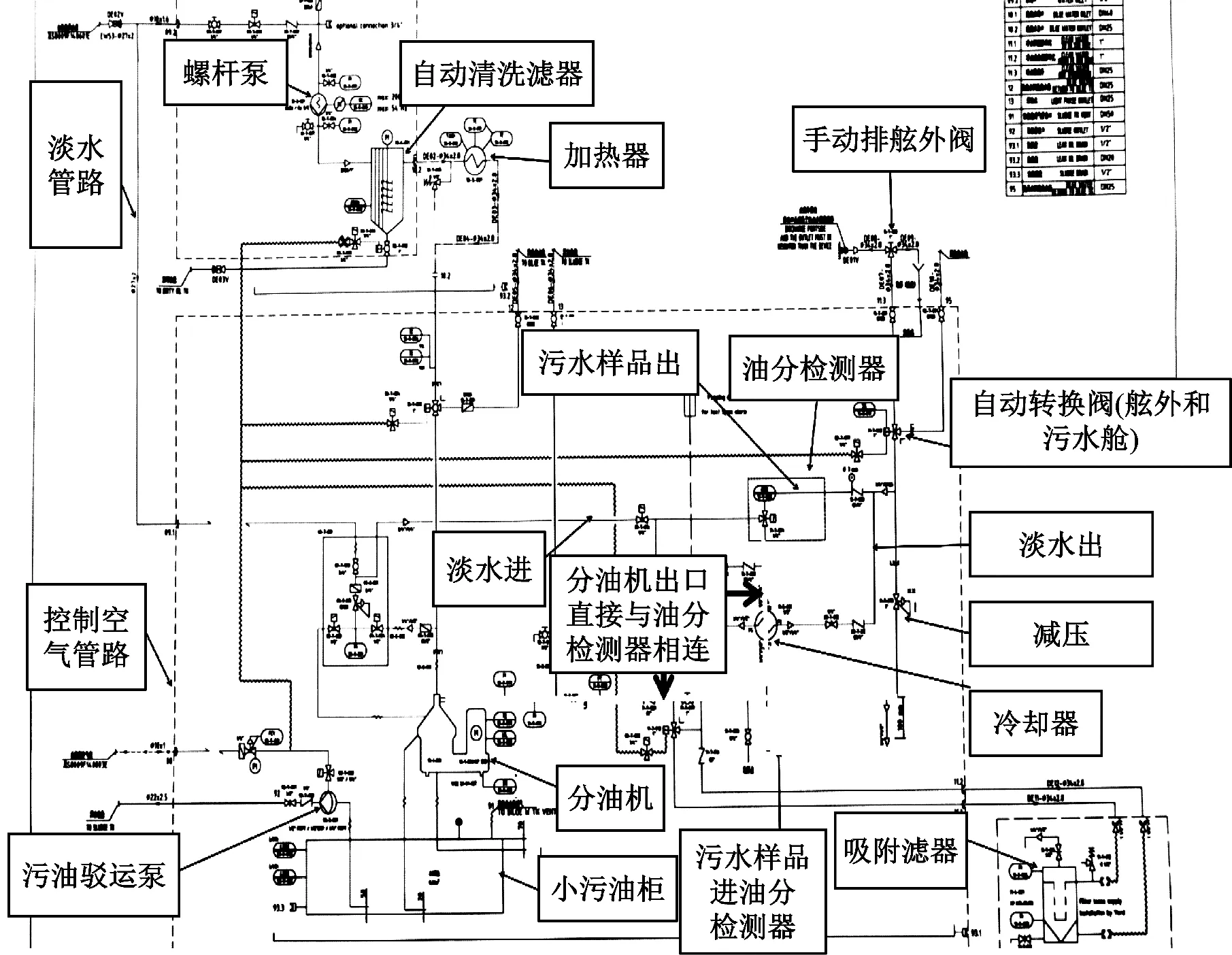
图2 油水分离器的工作原理
2 Bilgemaster油水分离器应用中潜在的问题
安装Bilgemaster油水分离器之后,需根据实际被分离的油污水的浓度和种类适当地对其进行参数调整和程序调整,否则会使其在应用过程中产生问题。以某船安装的Bilgemaster油水分离器为例,由于没有按油污水的实际浓度和种类对设备的参数和程序进行调整,导致处理之后的油污水变得更加浑浊,且无法排至舷外。针对该问题,作以下分析。
2.1 问题描述
在应用Bilgemaster油水分离器过程中,油污水经其处理之后不仅没有达到预期效果,反而变得更加浑浊,甚至出现“随着进机温度和流量不同,水的浑浊度产生很大变化”的问题,油分检测器一直显示高浓度值,浑浊的水分无法排至舷外;油分检测器自动冲洗之后,浓度值减小,不超过10 s又恢复到了原来的浓度值。反复操作之后,仍存在同样的问题。
针对上述问题,在不同位置取样观察,样品提取流程和提取位置见图3。提取的样品主要有:滤器前污水样品A;滤器后或螺杆泵前污水样品B;螺杆泵后或自动滤器前污水样品C;自动滤器后或加热器前污水样品D;加热器后或分油机前污水样品E;分油机后或吸附滤器前污水样品F;吸附滤器后污水样品G;冷却器前污水样品H;冷却器后或油分检测器前污水样品I;油分检测器后污水样品J。
通过对采集的污水样品进行观察发现:
1)分油机后污水样品F与分油机前污水样品E相比,浑浊度发生明显的变化(见图4)。
2)经过分油机处理的样品沉淀一段时间之后,有杂质析出(见图5);经过摇动之后,析出的杂质又溶解到水中,使水变浑浊。由此可知,经分油机处理的油污水溶解了更多杂质,使油污水变得更加浑浊。
该型油水分离器的油分监测器采用光的散射和吸收的检测原理,检测到浑浊的油污水的含油量超过了设定值,因此浑浊的油污水无法排放出去。
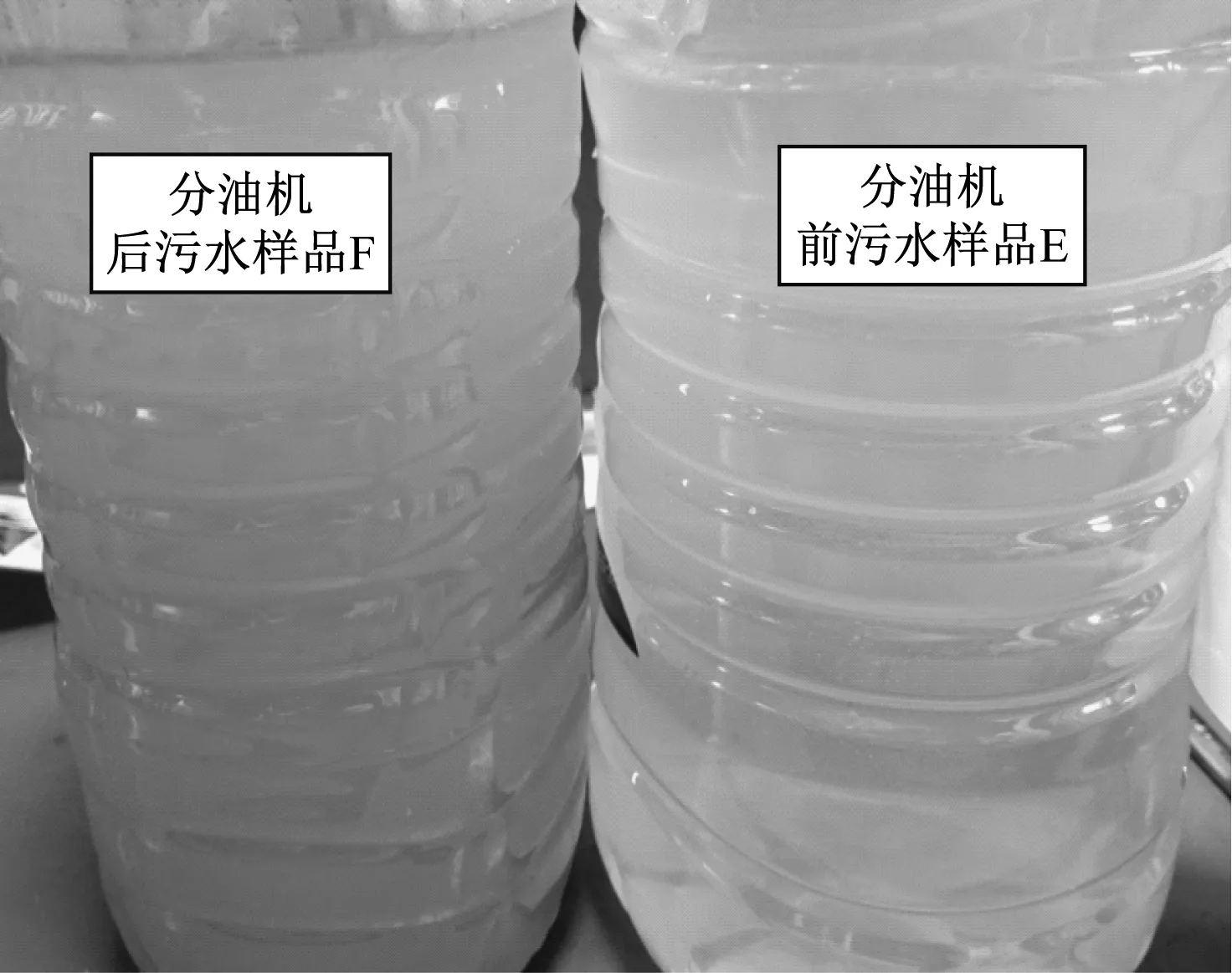
图4 样品处理前后浑浊度对比
2.2 问题分析
经过取样分析之后发现,油污水浑浊问题出现在分油机处。为解决该问题,需对分油机作进一步研究,可根据分油机的工作原理和影响油水分离器性能的因素,找到油污水经过分油机处理之后变得更加浑浊的原因,最终采取相应的解决措施。
2.2.1 分油机工作原理
油污水从分离盘外边缘进入分离盘,设污油水中某一杂质颗粒 a(或水滴)在分离筒中参与2种运动(见图6):
1)随油一起在分离盘间以速度v1向出口流动,2个分离盘间的燃油的流动速度沿x-x线最大,而靠近上分离盘和下分离盘处为零;
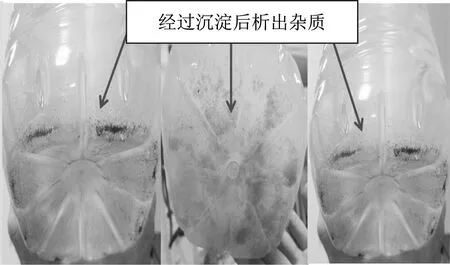
图5 杂质析出
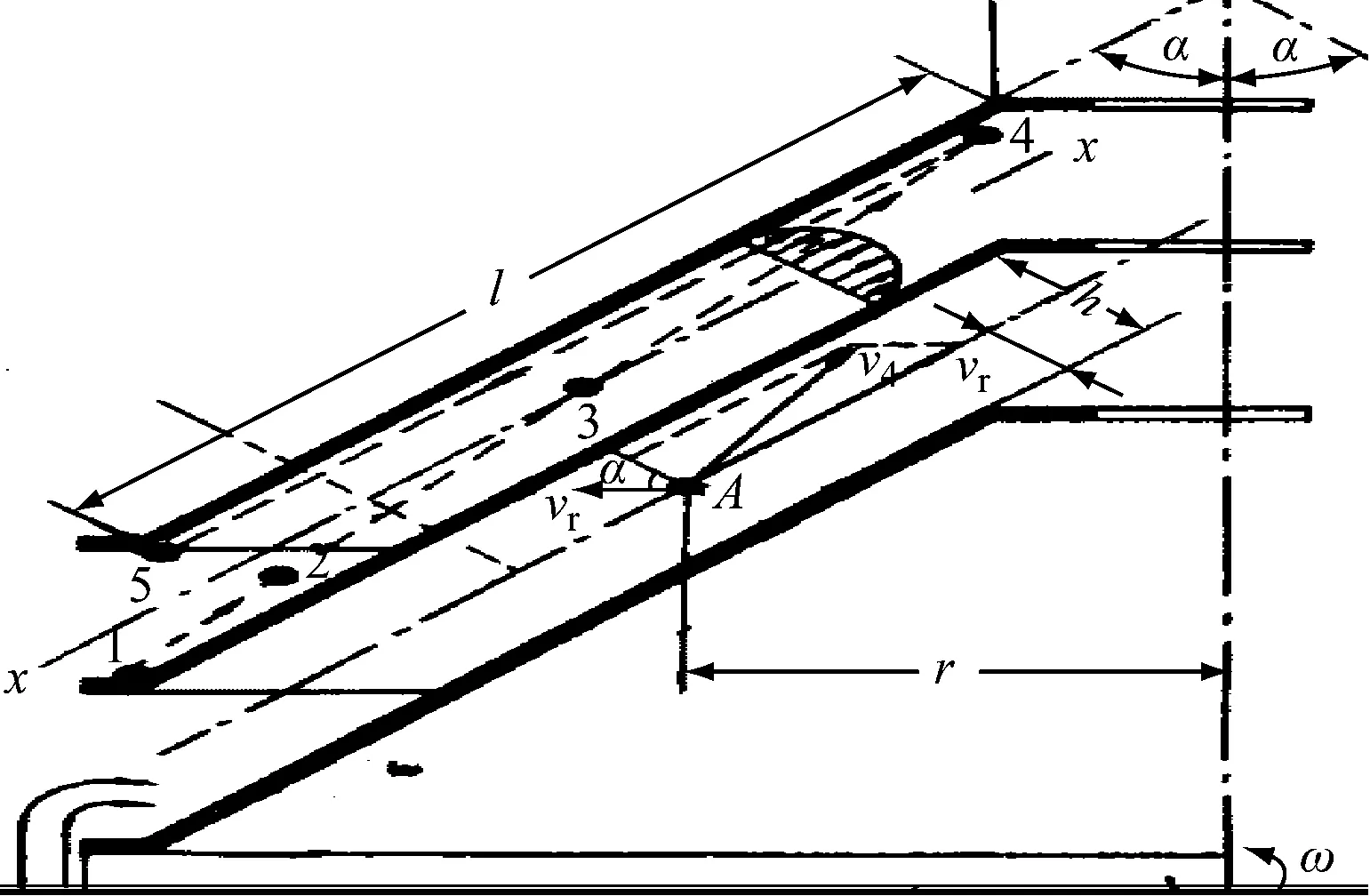
图6 分油机工作原理示意
2)因随分离盘高速回转而产生离心力,克服液体的黏滞阻力,以速度vr沿径向向外移动。
杂质颗粒a(或水滴)径向移动速度vr可表示为
(1)
式(1)中:Δρ为杂质与油的密度差,kg/m3;d为杂质颗粒的直径,m;r为杂质重心与分油机转轴线之间的距离,m;w为分离筒旋转的角速度,1/s;μ为油的运动力黏度,N·s/m。
杂质实际的速度va是v1与vr的合成,设杂质A由点1进入分离盘间,沿图6所示的点2~点4移动到上一分离盘的下表面。由于紧靠分离盘下表面的油的流速为零,因此杂质A在离心力的作用下沿下表面移动到点5,最终甩到分离筒的内壁上。杂质只有到达上面分离盘的下表面,才能在离心力的作用下克服盘面上向下移动的阻力(摩擦力和液体阻力等),最终甩至分离筒面上。一些极细小的杂质颗粒(与水的密度非常相近,或溶解到水中)可能在被油携带走完L距离之后仍不能到达分离盘下表面,因此随油从出口流走,无法分离出来。显然,若要使杂质颗粒到达分离盘下表面,需使分离盘的间距h较小,速度vr在h方向的分速度vrcos ɑ较大,且流过分离盘的时间L/v1较长。
2.2.2 影响油水分离器性能的因素分析
影响油水分离器性能的因素有很多,在使用和管理过程中应予以关注,否则会使其排水装置难以达到排放标准。根据分油机和油分监测仪的工作原理,采用实船试验等方法分析影响Bilgemaster油水分离器性能的因素,具体如下。
2.2.2.1 泵的影响
油水分离的效果在很大程度上取决于油滴的直径。很明显,当油污水通过泵时,泵的容积效率越低,转速越高,搅动越激烈,则油粒越易破碎乳化,分离效果越差。Bilgemaster油水分离器选用变频螺杆泵作为油污水输送泵,其工作压力较小(最大值为29.4 N),转速可调节(频率通常约为30 Hz)。这种设计能在一定程度上缓解油粒破碎乳化现象,提高油水分离的效果。据此,排除供水泵对油污水变浑浊的影响。
2.2.2.2 工作压力的影响
油水分离器的工作压力对其油水分离性能有显著影响,工作压力越大,则供水泵的排出压力越大,油污水通过泵时对污油的乳化作用越强,油水分离效果越差。Bilgemaster油水分离器通常保持在一个较小的压力上工作(约1.5 bar)。据此,排除工作压力对油污水变浑浊的影响。
2.2.2.3 油种类的影响
不同种类的油受到泵的扰动之后,其乳化程度不同,形成的油滴直径相差很大。由于密度小的油滴易乳化,因此密度小的油滴很难与水分离。试验结果表明,润滑油比较容易分离出来,而原油和密度小的重油比较难分离出来。本文所述目标船为新兴电力推进船,燃油使用轻质燃油(0#柴油),油品的密度较小(通常为0.85 g/cm3),舱底水的含油量极低。因此,油种类对油污水变浑浊没有决定性的影响。
2.2.2.4 温度的影响
若适当提高含油污水的温度,则油的黏度会下降,油和水会因密度差变大而易于分离。但是,随着温度不断升高,含油污水通过泵时容易乳化,使分离效果变差。在进机流量一定的情况下,采用观察对比法对不同温度下进入分油机前后的油污水进行取样分析,结果发现,不同温度下的油污水经过分油机之后的浑浊度不同(见图7),这表明不同温度的油污水经过分油机处理之后,其浑浊度发生了变化。
Bilgemaster油水分离器含有一套用来对油污水进行加热处理的加热器,处理温度可在10~95 ℃范围内任意手动调节,在应用过程中发现,油污水在不同加热温度下的浑浊度不同。采用多次取样法对不同温度下同一位置(分油机前后的位置E和位置F)处的油污水进行取样,分析温度对其浑浊度的影响,得到温度与油污水浑浊度的关系见图8。

图8 温度与油污水浑浊度的关系
由图8可知:
1)在不同温度下,经过分油机处理之后,油污水的浑浊度会发生变化。
2)在温度从45 ℃升高到95 ℃的过程中,油污水的浑浊度变化曲线呈“浴盆”状,油污水的浑浊度先下降,随后保持一定的水平,最后升高。在0~65 ℃温度范围内,油污水的浑浊度逐渐下降;在65~75 ℃温度范围内,油污水的浑浊度基本上保持不变;温度超过75 ℃之后,油污水的浑浊度逐渐升高。
3)柱状图颜色的深浅表示油污水的浑浊度。在不同温度下油污水的浑浊度不同,颜色越深,表示含有的杂质越多,浑浊度越高。由此可知,温度升高对油污水的浑浊度产生了影响。

图9 分油机对油污水浑浊度的影响
2.2.2.5 流量的影响
流量越大,油污水在分离器中停留的时间越短,油水分离的效果越差,排放的油污水的含油量增加越明显。当流量超过油水分离器的额定处理量时,油水分离的效果会明显下降,油分的浓度可能达不到标准。因此,为保证油水分离效果,应注意控制流量。在油污水进机温度相同、流量不同的情况下,采用取样观察对比法对分油机处理前后的油污水样品进行观察和对比发现,二者的浑浊度有较大差异(见图9),这表明油污水流量对油污水的浑浊度有一定的影响。
2.2.2.6 油分浓度的影响
油分的浓度越高,油粒在分离器中碰撞的机会越多,越易分离。但是,油分浓度高的油污水经过泵时易乳化,不利于分离。由于后者的影响更大,因此油分的浓度升高,分离器的油水分离效果变差。本文所述目标船舱底水的含油量极低,因此排除油分浓度对油污水浑浊度的影响。
2.2.2.7 管路和旁通的影响
一般而言,管道的尺寸、弯度和附件等对分离器性能的影响较为复杂,如油污水在层流状态下流动时,管道越长越好;液体流动时会出现乳化现象,应尽量缩短管路。附件越多对液体的扰动越大,越不利于油水分离。本文所述目标船的管路设置避免了旁通和过多的附件,因此对油污水浑浊度的影响较小。
2.2.2.8 程序控制的影响
Bilgemaster油水分离器使排出的油污水符合排放标准,其工作程序分为3种情况:
1)若经过分油机处理的油污水能达到排放标准(油污水含油量小于0.001 5%或0.000 5%),在程序的控制下,不经过吸附滤器,直接排至舷外;
2)若经过分油机处理的油污水达不到排放标准(油污水含油量大于等于0.001 5%或0.000 5%),则当含油量为0.001 5%或0.000 5%~0.003 0%时,在程序的控制下,经分油机处理的油污水经吸附滤器的过滤作用之后,其含油量进一步下降,直至达到排放标准之后排至舷外;
3)若经分油机处理的油污水达不到排放标准,则当油污水含油量大于0.003 0%时,在程序的控制下,油污水不经过吸附滤器的过滤作用(避免吸附滤器过于脏堵),直接排放到舱底水舱中,进行循环分离。
本文所述目标船的油污水无法排至舷外,属于第3种情况,采用油分检测器检测到经过分油机处理之后的油污水的含油量大于0.003 0%,因此无法利用吸附滤器的过滤作用去除更加浑浊的水分中的微小颗粒,使干净的水分排至舷外,而是使更加浑浊的水分重新流回舱底水舱中。往复循环之后,在分油机离心力的作用下,水中溶解更多的可溶性杂质,油污水变得更加浑浊,无法排至舷外。
综上所述,油污水经过分油机处理之后,大部分油分和杂质能被去除;部分在常态下不溶于水的杂质在高速旋转的分离筒的作用下溶解在水中,使水变得浑浊;在常态下,油污水中的可溶性灰分一般是钠的化合物(氯化钠、环烷酸钠等),经过加热之后,在水中溶解增多,进入高速旋转的分离筒之后,使水变得更加浑浊。
因此,本文所述目标船的油污水在采用该类型油水分离器处理之后变得更加浑浊问题的原因是:
1)加热温度不合适;
2)由于油污水流量过大,部分极小的杂质颗粒无法从流量较大的油污水中分离出来;
3)在高速旋转的分离筒的作用下,经过加速的极细小的杂质颗粒部分溶解于水中,部分不能完全溶解。
分离筒停止高速旋转之后,溶解在水中的杂质从水中析出,与未溶解的杂质一起沉淀到样品底部(如图5所示)。
3 对策建议
3.1 针对影响设备性能的客观因素采取的措施
通过对影响油水分离器性能的因素进行分析可知,经油水分离器处理的油污水变得更加浑浊而无法排至舷外的问题主要是加热温度和供水流量引起的。对此,从这2方面入手提出相应的解决措施。
3.1.1 针对加热温度采取的措施
由以上分析可知,在使用该类型油水分离器时,应根据船舶油污水的浓度和种类,选择合适的加热温度。合适的加热温度有利于油水分离,但需注意,加热温度过高会使油变稀,更易乳化,进而导致分离效果变差。本文所述目标船油污水的浓度较低,油污水中的油主要是轻质柴油,密度较小,建议将加热温度设定在65~75 ℃范围内。
3.1.2 针对供水流量采取的措施
对于既定的分油机来说,其转速ω和尺寸都已确定,为分离出更小的杂质颗粒,可采取以下措施:
1)分油机的油污水进机流量不宜过小,因为流量小,杂质流过分离盘间的时间就长;
2)分油机应保持适当高的转速,因此应防止电动机转速下降或传动机构发生故障;
3)适当调节分离盘的间距h,使大量杂质被分离出来。
3.2 针对设备本身程序控制采取的措施
在Bilgemaster油水分离器中,根据其工作原理,油分检测器的进口与分油机的出口是直接相连的,经分油机处理的更加浑浊的油污水直接进入油分检测器,若油分检测器检测到其含油量较高(大于0.003 0%),则在程序的控制下,自动选择不经过吸附滤器,使其直接流回舱底水舱。
为使经分油机处理的更加浑浊的油污水得到吸附滤器的进一步过滤作用,可从不修改程序和修改程序2个方面进行处理。
1)在不修改程序的情况下,对分油机的进机流量和温度进行控制之后,排出符合排放标准的水分。
研究发现,分油机对油污水浑浊度的影响主要是流量和温度引起的。因此,通过对流量和温度进行调节来降低经分油机处理的油污水的浑浊度,使其油含量小于0.003 0%。由此,在程序的控制下,将经分油机处理的更加浑浊的油污水导入吸附滤器,去除其中多余的可溶性物质,使符合排放标准的水分排至舷外。
2)在修改程序的情况下,增大系统的油含量设定值,可排出符合排放标准的水分。将初始设定的油含量(0.003 0%)调节到更大的数值(如0.007 0%)。经分油机处理的油污水的油含量在未达到设定值0.007 0%之前,已经吸附滤器的过滤器作用下降到0.001 5%以下,符合排放标准,因此可排至舷外。
采用修改程序的方式可使更加浑浊的油污水在吸附滤器的作用下达到排放标准,从而排至舷外。但是,一般不建议采用该方式,因为采用该方式容易堵塞吸附滤器,经济性较差。因此,该方式目前只作理论研究,无实际应用价值。
4 结 语
本文对经分油机处理的油污水变得更加浑浊且无法排至舷外的问题进行分析,找到了油污水变得更加浑浊的原因,提出了解决办法,可供安装Bilgemaster油水分离器的船舶解决此类问题参考。通过分析,主要得到以下结论:
1)浑浊油污水无法排至舷外的问题可通过控制流量、温度和使用吸附滤器来解决。
研究发现,为使更加浑浊的油污水达到排放标准,首先应根据船舶油污水的浓度和种类,选择合适的进机流量和温度,得到程序设定标准以内的含油量(小于0.003 0%),然后在程序的控制下,利用吸附滤器的辅助作用,对含油量小于0.003 0%的油污水进行过滤处理,使其符合排放标准之后排至舷外。
2)Bilgemaster油水分离器有一定的适用范围。
研究发现,Bilgemaster油水分离器比较适于在以下2种情况下使用:
(1)适于油船或舱底水含油量较大的船舶使用;
(2)适于燃油密度较大的船舶(如使用密度大于0.9 g/cm3的燃油的船舶)使用。
此外,Bilgemaster油水分离器一般不适合在以下2种情况下使用:
(1)不适合在舱底水含油量较少或可溶性杂质较多的船上使用;
(2)不适合在燃油密度较小的船上使用,如使用密度小于0.8 g/cm3的燃油的船舶。
3)Bilgemaster油水分离器的硬件和软件需要优化。
(1)硬件需优化的部分有:
① 加热器需安装自动泄放阀;
② 分油机电机需改为变频控制,根据舱底水的含油量和油的种类,选择合适的分油机转速;
③ 吸附滤器的使用寿命较短,需采用可循环使用的自动清洗滤器。
(2)软件优化部分:将是否采用吸附滤器作为选择标准,将程序的浓度设定值0.003 0%提高到某个数值,该数值可根据实际情况进行调节。
