手工焊焊接T 形接头缺陷分析及控制要点
2020-07-14李会英
李会英
(中石化河南油建工程有限公司,河南 南阳 473132)
1 T 型接头焊缝常见缺陷分析
1.1 外部缺陷之咬边
咬边缺陷成因是母材沿焊趾的方向上出现凹陷,通常是因为焊接参数出现问题而产生的,也可能因为焊工技术不到位致使电流太高、电弧太长而引起的。
1.2 内部缺陷之夹渣
夹渣缺陷是指在焊缝中出现熔渣,通常形状各异,并最常出现在坡口边缘和焊道等非圆滑部位产生。最大的危害在于影响其焊缝强度及气密性,导致缺陷的产生因素有:焊道形状边缘过于突然、电流不够大、焊接速度太快、运条方式不够合理、没有严格控制焊丝保持在焊接中心。
1.3 内部缺陷之未焊透、未熔合
焊透的缺陷指的是没有将焊接接头的根部完全熔透,未熔合的缺陷指的是焊接金属和母材之间焊接不完全,从而导致来焊接缝隙的产生。T 形接头能否全熔透,非常关键的一点就是打底焊或封底焊能否均匀地熔透,根部间隙不当为主要原因。
1.4 内部质量之贯穿性裂纹
焊接裂纹缺陷指的是材料原子的结合过程受到破坏,在新的界面产生不需要的缝隙。因打底时正、背面的焊渣未清除干净造成的夹渣裂纹。或者是因焊接线能量输入不够造成的未熔合裂纹。
2 T 型接头焊缝常见缺陷的控制对策
2.1 咬边
应用有效性的方法可以防止咬边问题的出现。运用科学的运条手法和合理化的焊接电流进行控制。选用合适的焊接电流和焊接速度,运条摆动要适当。
2.2 夹渣
对坡口尺寸的选择咬合理、对焊接电流和焊接速度严格控制,在进行多层焊接时,对坡口两侧的熔化情况要进行观察,对每一层焊层的焊渣清理要彻底。
2.3 未焊透、未熔合缺陷的处理
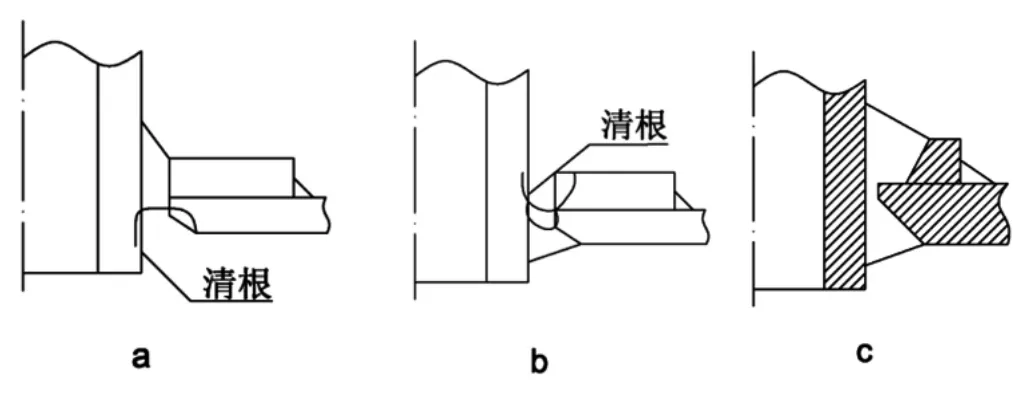
针对未焊透和未熔合的缺陷,最佳的处理方式即进行补焊。为保证焊缝根部的焊透,在焊接前应留适量间隙,但过小不易焊透,过大又会引起很多焊接缺陷。根据现场经验,根部间隙2-3mm 较为合适,对氩弧焊、手工电弧焊打底都适用。如果全熔透的T 形焊接接头在焊缝内部未实现全熔透,必须对完成焊缝正反两面做两次清根,再重新焊接,见图1:
2.4 贯穿性夹渣裂纹
非熔透接头的返修程序
针对贯穿性裂纹,发现后必须进行彻底清根,确认缺陷已全部清除,以渗透表面探伤合格为准,再进行下一道焊接的进行。为避免贯穿性裂纹的产生,在焊接过程中应严格控制焊接电流电压,采用符合施工特点的焊接工艺,保证输入线能量达到焊接需要。
3 T 型接头施工过程控制要点分析
压力容器开孔后,应力集中现象很严重,特别是非熔透接头,接管与筒体之间往往存在间隙,在角焊缝的根部和焊趾处有很大的应力集中;全熔透接头应力集中和传力相对均匀一些。在接管壁厚相同时,伸出式较平头式接管的应力集中要缓和一些,抗裂性有一定程度的改善。
3.1 焊接工艺的控制
在施焊前,制定焊接工艺卡,严格按照焊接工艺进行施工。在条件允许两面焊时,封底后一面按工艺先焊完,另一面则彻底清根再进行盖面焊。小直径接管清根采用指形砂轮等小型机具。如采用双面焊,最可行的方法是用氩弧焊打底或封底,再根据焊接工艺进行若干道盖面。
3.2 焊接材料的选择
焊接材料选用的原则是:应根据母材的化学成分、力学性能、焊接性能,并结合压力容器的结构特点、使用条件及焊接方法综合考虑选用焊接材料,必要时通过实验确定。其次,焊接材料的验收、保管及领用也不容忽视。焊条在使用前必须严格按规定的温度和时间烘干并保温。烘好的焊条在空气中放置时,药皮将吸收空气中的水分,而且随着焊条强度等级的提高,焊条在大气中容许存放的时间越短。因此领用焊条时应使用保温桶且做到随用随取。
3.3 坡口角度和装配控制
1) 坡口角度a,从焊工施工操作讲,此点是T 形接头制造工艺最难控制、也是最易产生问题的地方,这是因为目前筒体上的开孔大多采用气割、气刨等手工开孔方法,不易保证坡口角度及钝边尺寸;坡口角度的大小对坡口断面(焊缝断面) 的形状和截面面积影响较大,并直接影响接头质量。当坡口角度过大时,熔敷金属增加,焊接的热应力和热变形及焊条用量均随之增大,效率不高;坡口角度过小时,熔池中偏析物集中于焊缝中心,易产生热裂纹。故在施工中,由于接管的管沿与压力容器筒体对接部位的曲率不同,可以采用对筒体打磨进行处理,虽然这种方式加大了施工成本,但是,这种方式可以有效解决坡口问题,改善焊接质量,避免质量安全事故的发生。
2) 钝边高度p,焊件开坡口时,沿焊件厚度方向未开坡口的端面部分称为钝边。钝边的设置主要是为了避免焊接是烧穿焊件,但钝边值太大,又会使根部焊不透,因此其高度的取值应以在保证焊透的情况下不穿透焊件为原则。
总之,在压力容器的施工中,T 形接头应用比较广泛,加强对其焊接性能的了解,强化在施工过程中的质量控制,从而保证此类焊接接头的焊接质量。
