GD包装机烟包输送带纠偏装置的研究
2020-07-09张康伟杨云凯
张康伟 杨云凯
摘 要:为解决GD包装机烟包输送带跑偏故障问题,提出了一种纠偏装置的设计方案。首先,基于输送带跑偏故障的机理分析,对输送带磨损原因进行分析,结合存在问题对烟包输送带工作原理及安装方式进行了设计,对纠偏装置的整体安装位置以及带轮支架重新进行了设计。通过实践应用,此纠偏装置能有效解决烟包输送带的轴向跑偏故障,避免了频繁的停机维修,对设备精益管理提升和企业高质量发展具有一定实际意义。
关键词:GD包装机;精益;纠偏;磨损
1研究背景
为加强精益管理,提升产品质量,青州卷烟厂卷包车间实行单机台费用管控,将维修费用分解到机台,借助备件领用信息化管理,实施单机费用管控及月度费用分析,严控费用执行进度;落实修旧利废年度费用要求,建立修旧利废管控清单,开展总成组件及电器元件自助维修,鼓励改进创新。
GD系列包装机是由意大利G.D公司在八十年代设计制造的中高速香烟包装机组,额定生产能力为400包/分钟。在实际生产过程中,我们发现烟包输送带经常出现磨损,从而导致小盒存在质量缺陷及故障停机问题,维修人员经常频繁调试设备,加大了维修人员的工作难度和强度。
2烟包输送带现状分析
烟包输送带是整个GD包装机生产过程中的纽带,对小盒输送过程中的质量缺陷控制起决定性作用。目前,青州卷烟厂GD包装机烟包输送带存在如下问题:
(1)设备正常运转过程中,CH烟包入口前的输送带极易造成跑偏及磨损,使烟包无法正常进入下道工序,出现烟包堵塞现象,或者造成烟包破损等潜在产品质量问题。
(2)CH烟包入口前的输送带易造成输送带翘边、破裂需要对烟包输送带进行更换,维修人员更换调整时间较长,增加维修人员的劳动强度,影响设备有效作业率。
通过上述两个问题,发现CH烟包入口前的输送带易磨损且维修调整繁琐,归根结底是输送带长且无轴向可调节带轮,输送带都是固定型号的,长短无法控制,因此,需要解决输送带轴向调节问题。
3烟包输送带纠偏装置的研究
3.1 纠偏装置方案的制定
根据烟包输送带磨损故障原因分析,要想延长烟包输送带的实际使用寿命,降低零部件的损耗,缩短维修时间,提高设备有效作业率,保证产品质量,关键在于解决烟包输送带轴向调节问题。
针对此问题制定了以下解决方案:
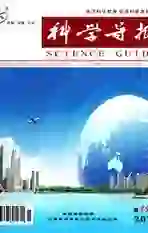
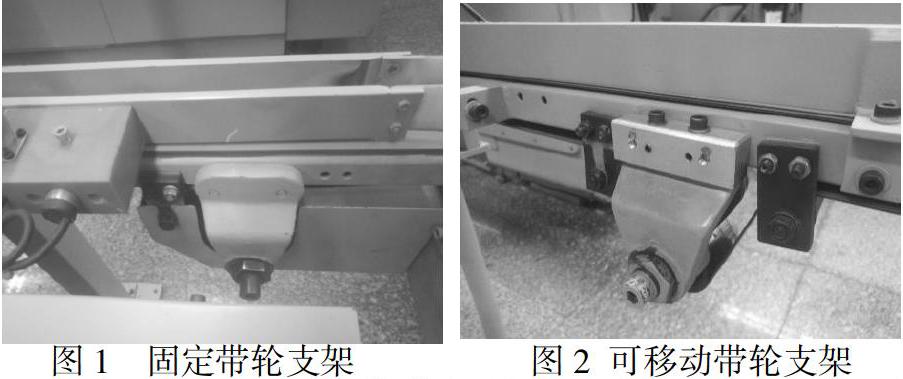
设计思路:烟包输送带横向张紧轮固定在设备机架上,将带轮固定件改为可移动零件,可有效解决轴向不可调节问题。
该方案的优点:
1.安装在机架原有位置,人工调节方便;
2.可进行轴向调节,不会造成输送带磨损;
3.制作成本不高。
该方案的缺点:
1.采用分离式组装,需要现场进行组装;
2.对尺寸、精度及接触面加工精度设计要求较高。
3.2纠偏装置的安装应用
(1)固定件材质选择
通过对45#钢和铝合金两种备选材质的分析,45#钢适应性可调范围大,我们采用分离式结构后可以同时通过45#钢的性能来提高耐磨、耐久性,保证强度要求,所以分离固定件的材质我们采用45#钢。
(2)安装位置的确定
从对原有机架改动最少的原则考虑,我们选择安装位置在原有带轮支架位置,保证设备稳定性。
(3)固定件尺寸及打孔位置确定
拆卸原有带轮固定支架,测量支架上表面及测表面最大矩形(补齐圆角)尺寸、螺栓孔大小及螺栓孔轴心线之间的距离,设计固定件尺寸及打孔位置、大小。
(4)移动件制作打孔位置确定
根据设计固定件尺寸,对移动件切割位置及打孔位置、大小进行确定。
(5)螺栓选择
根据设计好的固定件尺寸对螺栓进行选型,固定支架螺栓采用原有固定螺栓不变,固定件与移动件紧固螺栓根据尺寸选择M5×30_GB/T70.1内六角圆柱头螺钉,调节螺栓选用M5×10_GB/70.1内六角圆柱头螺钉。
(6)固定件、移动件的加工制作
根据包装机原有带轮尺寸数据及设计数据绘制零件图纸,经审核无误后按设计要求进行固定件样品制作。固定件制作完成后,根据制作好的固定件设计数据,对原有的固定带轮支架进行改进,按照制定好的设计要求与目标对移动件进行加工制作。目标要求固定件、移动件加工表面光滑,配合面平整度高;个孔位置及尺寸均符合设计要求。
(7)装配组合
根据固定件及移动件的连接关系选用螺栓,紧固小组成员将加工好的固定件、移动件用准备好的螺栓进行固定并进行安装前的调试。目标要求组件装配良好,无缝隙,装配牢固;可以通过调整定位螺栓实现移动件的微调。
(8)安装调试
紧固螺栓连接固定件与移动件,固定件中孔径大于固定螺栓大径,通过调节螺栓的限位作用可以调节紧固螺栓轴向位置,使带有带轮的移动件改变轴向位置,从而使输送带轴线位置发生改变,达到调节输送带轴向位置的作用,实现烟包输送带的纠偏。
4结语
对GD包装机烟包输送带纠偏装置的研究达到了预期效果,其创新性体现在:
(1)采用分离式连接,实现了输送带的轴向调整;
(2)使得更换输送带调整耗时减少,劳动强度大大降低;
(3)可快速调整轴向偏移的输送带到正常位置,减少了输送带的磨损。
不仅带来了直接的经济效益,对于提质、降耗、增效也有一定的实际意义,为设备精益管理提升和企业高质量发展做出了積极的贡献。
参考文献
[1] 带式输送机故障分析与处理[J]. 于淑政,崔扬扬,曹艳芳. 煤矿机械. 2012(10)
[2] 带式输送机纠偏装置的现状与趋势[J]. 冯建通,贾纪兵. 矿山机械. 2012(06)
[3] 带式输送机输送带纠偏装置的设计及优化研究[J]. 沈永松,吴百中,胡世杰. 轻工机械. 2006(04)