浅谈耐蚀不锈钢复合板在常压塔制作中运用
2020-07-08王艳花
王艳花
摘 要:本文就N08926+Q345R复合板材质焊缝氯离子应力腐蚀,耐晶间腐蚀性能试验,耐点蚀性能进行检验,为该种材质在化工行业中的应用和推广起到示例作用。
关键词:不锈钢复合板;N08926;焊接;耐腐蚀试验
1. 背景概述
自十八大以来,“绿水青山就是金山银山”的认识深入人心,保护环境成为共识,在化工行业,化工设备数量与日俱增,塔器采用不锈钢+碳钢的复合板材质,相比于碳钢材质,不仅减轻设备重量,节约了制造成本,同时兼顾了设备的强度,增强设备的耐腐蚀性,降低社会重金属铜、锌、铬、镍的使用量,提高经济效益。本文就我单位制作的中海石油宁波大榭石化有限公司加工高酸原油适应性改造项目常压塔为例进行阐述,常压塔为旧设备改造,更换原设备顶封头、上部筒体与封头焊缝线以下5880mm筒体及塔盘和相关管口。常压塔材质,规格如下:材质:N08367(覆层)+Q345R(基层) 设备规格:DN5400×(4+16)×55655
2. 材料替代
复合钢板基层碳钢钢板化学成分和力学性能符合GB/T713-2014中的规定,不锈钢覆层钢板N08367化学成分和力学性能符合 ASME SB-688中的规定,复合板剪切强度不小于260MPa,复合板结合界面要求进行100% UT检验,复合板界面结合率应符合NB/T47002.2-2009中B1级的规定;N08367分批进行腐蚀性能试验,试验分别为氯离子应力腐蚀试验,耐晶间腐蚀性能试验,耐点蚀性能对比试验。采购过程中,发现市场上进口N08367材料缺货,期货无法满足工期要求,材料厂家推荐同标准N08926替代N08367,
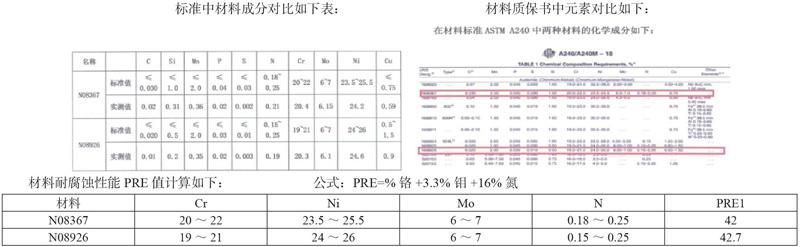
标准中材料成分对比如下表:
材料质保书中元素对比如下:
两种材质耐腐蚀性与化学性能相近,参照中石化北海炼油厂常压塔采用N08926替代N08367材质,该设备于2020年7月份投产运行未发现异常情况。经与设计单位和建设单位沟通,同意采用N08926替代N08367材质。经过多方比较,钢板制造厂家选择南京宝泰特种材料股份有限公司。
3. 制作试件
3.1试件下料,组对:钢板到货,核对钢材外观、质量证明书,对覆层和基层钢板进行复验,验收合格后下料。试件下料500mm*125mm*2块,500mm在钢板轧制方向,将试件尺寸用黑色油漆笔在取样钢板上绘制,严禁在不锈钢覆层面用硬印做标记。下料可以采用机械加工,亦可以使用等离子切割,坡口采用机械加工,机械加工可以减少等离子切割造成的坡口不平整,满足焊接工艺对坡口要求,坡口样式详见坡口图。根据GB/T150.4中第6.5.1规定,不锈钢复合板对口错边量不大于钢板覆层厚度的50%,且不大于2mm。试件组对错变量不得大于2mm。
3.2 焊接
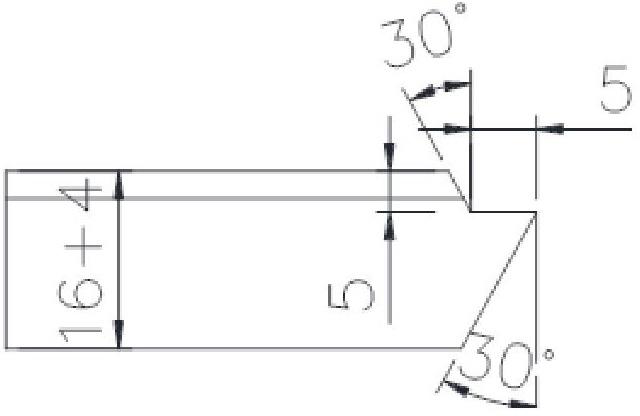
3.2.1焊材选用 不锈钢复合板的耐腐蚀的优点来自钢板中Cr,Ni等金属元素形成的表面防护膜,因此,当焊接方法不当,容易造成焊缝中Cr,Ni元素稀释,无法保证常压塔的耐蚀性,Cr、Ni含量较高焊接时候容易出现裂纹。因此不锈钢复合板焊接的难点在过渡层焊接。所以焊缝坡口选择将覆层部位坡口深度增加1mm,增大焊缝过渡层空间,过渡层焊缝厚度不得小于2mm,根据上述焊接要求和AWS A5.11标准汇总材料的用途,以及焊接位置的工艺条件,选用Cr、Ni元素含量较高的ENiCrMo-3,焊材厂家选用墨西哥林肯电力有限公司。采用的复合板坡口形式如下图:
3.2.2 施焊 选择本单位经过国家考试合格并安全教育培训合格的持证焊工进行作业,复合板焊接按照NB/T47015-2011中规定,复合板焊接先焊基层,然后焊接过渡层,最后焊接覆层。焊接前对坡口用丙醇或者不锈钢丝刷进行清理,坡口周围25mm范围内没有氧化皮、铁屑等杂质,坡口进行100%PT检测Ⅰ级合格。基层采用GTAW焊接方式,焊材ER50-6采用此种焊接方式焊缝可以单面焊接,双面成型,优点是线能量输入小,焊接过程飞溅少避免对覆层钢板的二次污染。基层焊接完成,清理过渡层坡口,进行100%UT和100%PT检测Ⅰ级合格,合格后开始过渡层、面层焊接,焊接采用SMAW焊接方法,焊材ENiCrMo-3,短弧焊接,单层多道焊接,直线或者小幅度摆动,每层应清理干净焊缝表面药皮。严格控制线能量输入,起弧点可以设置在焊接方向前方,收弧时应填满弧坑收弧,焊接过程应时刻观察液态金属的流动性,防止产生收缩裂纹,焊后焊缝在空气中自然冷却。
3.2.3 无损检测 试件焊缝要求没有咬边、夹渣、气孔、裂纹、弧坑、凹陷等缺陷,表面进行100% PT检测Ⅰ级合格,焊缝进行100% RT检测Ⅱ级合格,RT检测等级AB级。所有无损检测符合NB/T47013-2015中的规定,所有检验合格,将钢板邮寄至江苏荣大材料腐蚀检验有限公司进行腐蚀性能试验。
4. 试验 按照图纸技术要求,该试件需要进行腐蚀性能试验,试验包括:
氯离子应力腐蚀性能试验,试验标准ASTM G36或YB/T5362, 45%MgCl,155℃,试验进行2个周期,每个周期96h,不断裂或不发生宏观裂纹为合格;耐晶间腐蚀性能试验,硫酸-硫酸铁法,试验标准ASTM G28或者GB/T15260, 120h,腐蚀率比值≤1.5合格;耐点蚀性能对比试验,试验标准 ASTM G48,临界点腐蚀温度(CPT)不應低于覆层材料的临界点腐蚀温度。经过检测,G36试验无裂纹和断裂,结论合格。G28腐蚀速率1.03,试验结论合格。G48试验临界点腐蚀温度为60℃。
结论:
三个实验结果证明,N08926+Q345R复合板的防腐蚀性能满足常压塔图纸和技术要求,坡口形式的选择,ENiCrMo-3焊材选择,焊接的方法,焊接顺序的选择均符合耐腐蚀要求,在有效的施工工期里,完成制造任务,达到甲方加工高酸原油适应性改造项目设备的制造要求,明确了N08926替代N08367的可行,为同类制造行业的材质替代做出示范。
参考文献:
[1]GB/T150.1~150.4-2011《压力容器》
[2]NB/T47015-2011《压力容器焊接规程》
[3]NB/T47013-2015《承压设备无损检测》
[4]ASTM SA-240《压力容器和一般用途耐热铬及铬镍不锈钢钢板、薄板和钢带》
(浙江省工业设备安装集团有限公司,浙江 宁波 315207)
