和利时MACS-K 控制系统在电解车间的应用
2020-07-08康冬荣
康冬荣
(中国瑞林工程技术股份有限公司,江西南昌 330038)
和利时MACS-K 系列分布式控制系统是和利时公司在总结十多年用户需求和多行业应用特点基础上推出的第五代大中型DCS 控制系统。 该系统充分吸取国际工业电子技术和工业控制技术的最新成果,严格遵循国际先进的工业标准,通过可靠的软件平台和软件设计技术以及现场总线技术,采用高性能的微处理器和成熟的先进控制算法,全面提高了系统性能,能适应更广泛复杂的应用要求,为不同工业领域提供个性化的解决方案。其全冗余、多重隔离等可靠性设计技术以及安全系统的设计理念能保证系统长期稳定运行,并具有数据采集、控制运算、控制输出、设备和状态监视、报警监视、远程通讯、实时数据处理和显示、历史数据管理、日志记录、事故顺序识别、事故追忆、控制调节、报表打印、高级计算,以及这些信息的组态、调试、打印、下载、诊断等功能。 本文拟介绍MACS-K 控制系统在某铜电解车间的应用。
1 电解精炼工艺简介
粗铜经火法精炼浇铸成阳极,用不锈钢制成薄片作阴极,以硫酸(H2SO4)和硫酸铜(CuSO4)的混和液作为电解液。 通电后,铜从阳极溶解成铜离子向阴极移动,到达阴极后获得电子而在阴极析出(含铜99.99%以上)。 阳极中的杂质中,比铜活泼的铁和锌等会随铜一起溶解为离子;化学性质不如铜活泼的杂质,如金和银等,则沉积在电解槽的底部。由于铁、锌离子与铜离子相比不易析出,所以电解时只要适当调节电位差即可避免这些离子在阳极上析出。
2 总体控制方案
MACS-K 控制系统的多重冗余技术包括电源冗余、过程信息网冗余(控制器冗余、IO 网冗余)、过程控制网冗余(通讯卡冗余、上位机网冗余),确保了系统的可靠性。 某铜电解车间和利时MACS-K 控制系统结构[1]如图1 所示。
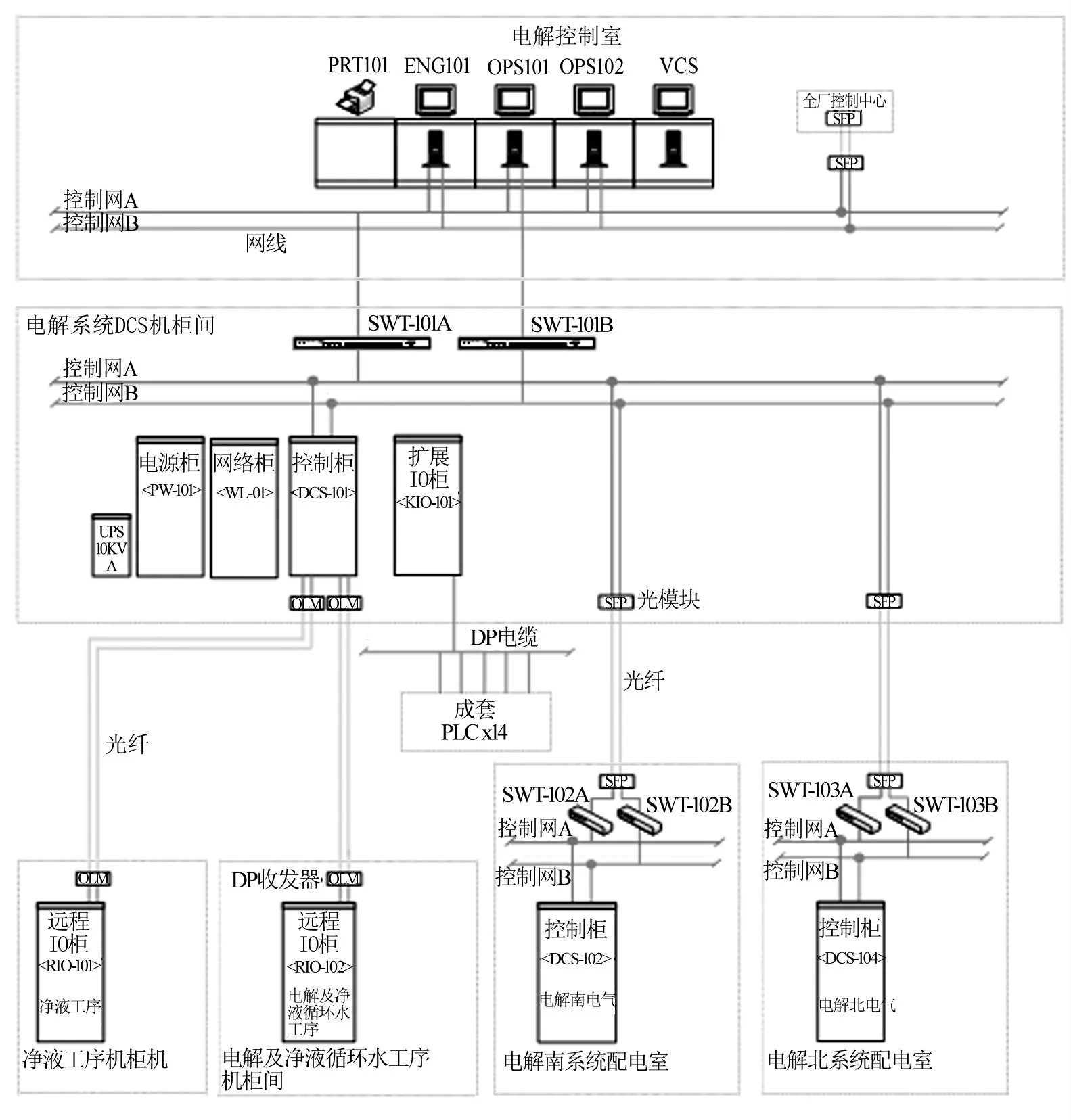
图1 控制系统结构
3 系统功能
本控制系统负责完成年产300 kt 电解铜车间的设备控制和监视,主要包含电解南仪表及电气设备、电解北仪表及电气设备、净液工序仪表及电气设备、公用循环水仪表及电气设备。
3.1 电解液循环系统
以电解北系统为例: 电解液循环槽中的电解液通过循环泵输送至板式换热器加热后到达高位槽,高位槽电解液自流到电解槽。 电解槽中的电解液溢流回到循环槽; 板式换热器中冷凝水回到冷凝水槽中;电解液循环槽通过冷凝水输送泵补水;电解槽底阳极泥地坑收集的电解液通过压缩空气搅拌后用泵送至浓缩机。
电解北系统总共有4 台电解液循环变频泵,3 用1 备,平时2 台工频运行,1 台变频运行。该系统通过PID 调节频率来控制高位槽液位; 通过PID 调节蒸汽总管阀门的开度来控制蒸汽总管压力; 通过调节蒸汽入口调节阀来控制换热器温度, 从而控制电解液温度。如系统检测到所有循环泵都停止,则连锁关闭高位槽入口阀,同时关闭蒸汽总管阀。
阳极泥地坑液位控制在连锁且自动情况下实现无人值守,处于高液位(大于设定值L1)时地坑泵运行,低液位(小于设定值L2)时地坑泵停止。 控制过程如图2 所示。
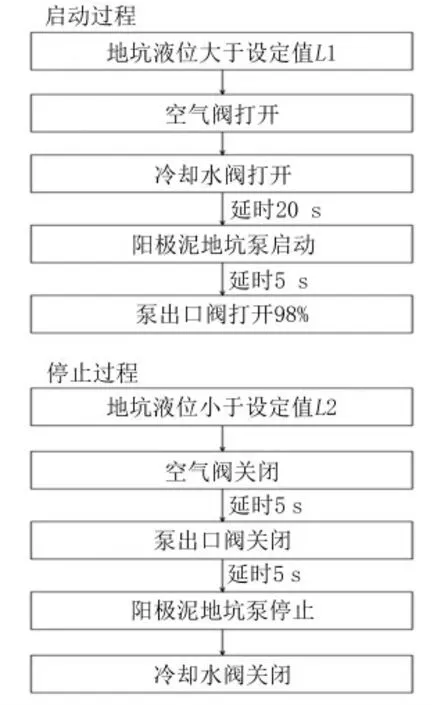
图2 阳极泥地坑自动控制过程
3.2 电解液添加剂系统
根据电解工艺控制要求,600 mm 高度储罐的骨胶添加剂要在23.5 h 均匀加完。 电磁阀每次打开加3 mm 高度后关闭,间隔一段时间后再次打开。
3.2.1 控制难点
实际操作过程中存在液位计测量响应滞后的问题:在放液过程中,系统要求液位下降3 mm,但等液面稳定下来后进行测量,其实际下降了7 mm 多,不能满足生产要求。
3.2.2 解决方案
1)放液时间间隔修正。 因为每次放液不能保证精确到3 mm 的高度,需要允许一定的误差范围,且要保证在23.5 h 内均匀放完, 这就得进行时间间隔修正计算。 当放液量超过3 mm 时,后面的放液时间间隔就相应加长;放液量少于3 mm 时,后面放液时间间隔就相应缩短。
计算方案:假设1 d 添加剂放液总时间T=23.5 h,罐体总高度H=600 mm, 单次放液高度△H=3 mm,已放液时间为T1(单位为min),剩余放液次数为C,剩余液体高度为H1, 放液时间间隔为T2(单位为min),则T2= (60×T-T1)/C,C= H1/△H。
2)放液时间修正。液位计测量的动态响应滞后,但液位静止时测量精度可以达到要求, 因此可加上个放液时间T3(单位为s)来控制电磁阀关闭。 修正原理如下:电磁阀打开前读取一次液位值(L′),后一次开阀前读液位值(L″),前后两次稳定液位差值与单次放液高度△H=3 mm 进行比较; 放液过多就减1 s电磁阀打开时间,放液过少就加1 s 电磁阀打开时间。
通过上述放液时间间隔修正和放液时间修正,可以达到工艺的控制要求,每次放液高度在2.8~3.2 mm 之间。
3.3 电解短路开关系统
电解短路开关控制要与电解行车进行数据交换,提高生产的安全性和效率:当电解短路开关处于合状态时, 行车才能从电解槽内提取阴极铜和电解残极或放下阳极板或阴极板;当行车对电解槽做提取或放下物体的动作时,短路开关处于锁定合状态,无法人为对短路开关进行分闸操作。
为了进一步提高安全性,不管现场操作还是DCS操作分闸,都必须经DCS 发出分闸允许指令(行车锁定情况下指令发不出),分闸完成后5 s 内自动取消分闸允许指令。为了保护槽电压测量设备,分闸期间切断测量回路(切断信号来自分闸允许指令发出的触点信号)。
短路开关与行车相互连锁能最大限度地减少人为的误操作, 一方面防止行车作业时人为对短路开关进行分闸操作,另一方面防止电解槽通电时,防止行车误作业。 操作画面如图3 所示。

图3 电解短路开关操作画面
电解车间对DCS 的稳定性要求比较高。 实践表明,该系统能够满足铜电解的自动控制要求,并且具有先进、可靠、控制性能好等优点。
