液压支架各部件常见故障及维修的分析
2020-07-07王国龙
王国龙
(大同煤矿集团忻州窑矿机电科, 山西 大同 037021)
1 液压支架主要结构组成
液压支架由两部分构成:结构件与液压系统,支架由高压乳化液促使立柱被推动,以此来给予顶板足够的支护力,以多种液压设备与金属结构依据一定的连接方法组装成煤矿工作面支护设备,其可以实现升将架、推动刮板移动与顶板管理等工作。液压系统有立柱、管路、阀组等,结构件包括挑梁、顶梁、掩梁、底座、连杆、推移等部分,如下图1所示。液压系统的组成可分为以下方面:动力源、控制单元、执行单元与辅助单元。动力源的中心是液压站,通过液压站的工作将电能转变为液压能。控制单元使用液压控制阀组,其是液压系统工作复杂的部分,是使用维修与稳定运行中的重点。执行单元设备实现从液压能向机械能的转变。矿用液压立柱千斤顶使用液压缸来进行能量转化。辅助单元是保持液压系统正常工作的基础,其包括过滤器、密封装置等,其作用是帮助各部分的正常工作。
2 液压支架各部件的常见故障
2.1 支架液管与接头故障
煤矿液压支架中普遍的故障就是支架液管与接头故障。分析实际情况可以得到,支架液管与接头故障的原因为:第一,支架液管接头密封层损坏使得液体泄漏;第二,支架阀座与密封件里有锋利的杂物,使得在使用时某些位置发生了变形,从而不能进行密封;第三,支架液管与接头使用的密封圈尺寸不合标准;最后,系统内有坚硬的物体,使得安阀被堵塞而无法启动或关闭[1-3]。
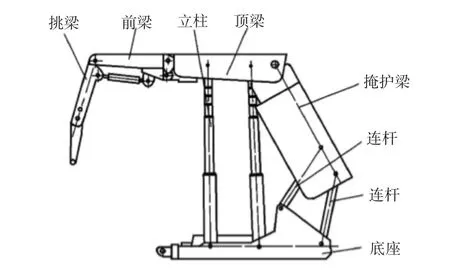
图1 液压支架结构示意图
2.2 立柱常见故障
立柱为液压缸,由内部乳化液的压力支撑顶板。其包括活柱、中缸、外缸、密封元件及导向件等。
立柱的定型故障:密封件损坏。密封件损坏故障是因为橡塑材质的部件老化,可以直接进行更换;管路、连接件损坏。管路、连接件造价低,也可以直接进行更换;中缸、外缸、活柱损坏。中缸、外缸、活柱损坏普遍的方式为有活柱弯曲、生锈腐蚀、外层镀层损坏;缸体内壁表层与缸口腐蚀,缸口变形与轴度出现差度。
2.3 支架失稳故障
煤矿液压支架中普遍的故障就是支架失稳。液压支架倾斜是底座与顶梁间围绕倾斜方向发生位移,并且使得支架沿倾斜方向偏离底板法线方向。倘若在工作时发生支架倾倒,就使得多台支架一起发生倾倒,解决此问题不但要消耗大量的时间与精力,且还会影响到煤矿的正常生产。
3 液压支架各部件常见故障的预防与处理
3.1 支架液管与接头故障的预防
1)定期巡检,维修人员应仔细检查支架接头是否出现漏液情况,如果存在漏液,应认真检查其密闭性,再确定具体的故障原因,倘若是因为密封不严就需要及时更换接头;
2)在维修时,如果是因为密封件尺寸不合适、破损使得支架液管与接头漏液,也需要及时更换;
3)如果不是由于密闭性而导致了漏液,维修人员应査看漏液具体情况,后再执行维修措施;
4)维修人员在巡检时,不但应定期清洁管路,还需做好乳化箱清洁与过滤机器清洁工作;
5)维修人员还需检查支架乳化液是否变质,需及时更换。为避免锋利物件损害支架系统立柱与管路系统等,应在所有结构口出增加防尘处理。
3.2 立柱故障的预防与处理
1)在工作时,如果液压支架立柱不升。需要立刻检查立柱液体,增加泵压;
2)立柱如果无法降架,,应当在降柱位置放操作阀门的手柄,倘若高压乳化液流入立柱上层需要关闭补液压阀门;
3)消除千斤顶原因后,如果机器还是无动作,就应立即更换并上井拆验。
3.2.1 缸体的修复
1)缸体内表层的修复方法如果缸体内表层的发生轻微划痕或腐蚀不大于0.25 mm,可使用珩磨内孔方式进行维修,此种珩磨工艺准确、成本投入低、工作效率高。如今,密封件允许的直径差为±0.6mm,经珩磨后的缸体可以用原型号的密封件。
2)配制非标准密封。倘若缸体内发生轻微划痕或腐蚀大于0.25 mm,且磨损均匀、大小超差在规定区域内,可珩磨增大内孔,使用非原型号密封件进行密封。扩孔时应保证缸体壁厚度达规定标准。配制非原型号密封件时遵守“最大挤出间隙”的标准,确保密封件的严格密封。
3)缸体内孔再制造技术倘若缸体未出现变形、裂纹情况,但内孔的磨损、腐蚀比较严重,可使用再制造方式来维修缸体内孔。粗车内孔腐蚀层到本体材料→钨极氩弧焊技术熔铜合金→车削内孔→珩磨内孔至标准大小。锰铜合金耐磨损、耐腐蚀,熔覆时不易出现热变形,容易进行切削加工。再造技术维修后的缸体防腐蚀性提高。
3.2.2 缸口的修复
使用缸口熔覆不锈钢工艺来修复缸口。粗车缸口到本体材料→使用环缝焊机来熔覆不锈钢→进行时效处理,减少应力→车削缸口至标准大小。
3.2.3 中缸及活柱的修复
面对活柱发生变形情况,可以使用压力机来矫正,作业时注意装夹区域,防止夹具损坏活柱外层。倘若中缸发生涨缸情况,厂家应检查其实际强度是否达标准,后再分析发生涨缸原因,并进行仔细排除。活柱与中缸镀层损坏的修复方式:车削去外镀层→使用激光熔覆技术熔覆不锈钢→车削熔覆外层至标准发展→修复外层进行抛光处理。
3.3 支架失稳故障的处理
1)倘若液压支架的倾斜角度不大于5,那么在移动时,需要在倾斜支架倾斜的一侧架脚下面放置木楔,并且挖孔翘起一边,在挪动支架时,使用支架侧护板千斤顶来进行调整;
2)如果支架发生明显的倾斜,那么就需要在第一步骤上安装防倒千斤顶,在挪动支架时,向倾斜的反方向拉紧。并且,在进行拉紧工作时查看支架的具体倾斜情况,避免因用力过猛而使得支架的倾斜角度变大;
3)在调解时需要经多次协调与相互配合解决液压支架的倾倒问题,经过多次调整才可以完全将其调正。
3.4 底座联接销轴孔的维修
首先切除损坏部位。明确切割部位,切割主筋板上与圆弧板交接处40~80 mm外的区域,割掉的弧板可以进行再利用。第二,进行主筋板修补件加工。依据切割大小确定修补件的大小,根据设计图纸的具体要求确定销轴孔的区域及精度,使用对应的机器加工。最后焊接复位,为了提升结构件的对接强度,其对接处应焊透。在主筋板上切口与修补件侧面开30°的坡口。校正两销孔的轴度后进行焊接。焊接时应由低向高交替焊接。焊接弧板、辅助筋板时应先进行底焊,再使用交替焊接来提升焊缝高度,以此来降低焊件变形程度。主筋板与修复件在开坡口上对接,为预热焊接,局部变形程度较低,焊接后可使用锤击法来降低焊接应力[4-5]。
4 结语
液压支架在煤矿井下作业得到广泛使用,但是也可能会发生零部件超出工作负荷情况,从而引发大量的故障问题。在维修液压支架的零部件时,要保证维修方案针对性和高效性,以此来降低维修成本,保证工作人员的安全。在处理常见故障时,要进行详细的记录,为后期的工作提供有效的资料。