超声变幅杆振动温升及其对振动稳定性的影响
2020-07-04余剑武仝瑞庆罗红陆岳托胡俊之
余剑武 仝瑞庆 罗红 陆岳托 胡俊之


摘 要:在变幅杆振动中,变幅杆的自身阻尼特性以及与螺栓/工具头的耦合会导致明显温升. 为研究该温升特性并探讨其对变幅杆振动稳定性的影响,采用数值模拟得到了纵振变幅杆的总功耗密度和温度分布;通过红外热成像测试对变幅杆理论温升进行了验证,并分析了不同材料的螺栓与工具头连接对温升的影响. 结合数值模态分析与实验分析,进一步探讨了温升对变幅杆谐振频率与振幅的影响规律. 结果表明,变幅杆连续运行时温升趋于平衡,该平衡点取决于螺栓材料、变幅杆材料和环境因素. 对于低阻尼TC4钛合金变幅杆,螺栓处能量损耗为主要热源,其中45钢螺栓发热量占97.7%,而采用TC4钛合金螺栓和TU2紫铜工具头可显著减小温升. 同时发现,变幅杆谐振频率与温升成线性负相关,振幅因温升有所降低,二者均稳定在平衡温度点.
关键词:超声变幅杆;能量损耗;谐振频率;振幅;振动发热
Abstract:In the vibration of the horn, the damping characteristics of the ultrasonic horn and its coupling with the bolt / tool head will lead to obvious temperature rise. In order to analyze the temperature rise characteristic and explore its influence on the vibration stability of the ultrasonic horn, the total power density and temperature distribution of the longitudinal vibration horn were obtained by numerical simulation. The theoretical temperature rise of the ultrasonic horn was verified by infrared thermal imaging test, and the influence of bolts and tool heads of different materials on the temperature rise was analyzed. Combining the numerical modal analysis and experimental analysis, the influence of temperature rise on the resonant frequency and amplitude of the horn was further discussed. The results show that the temperature rise tends to be balanced during continuous operation of the ultrasonic horn, and the equilibrium point depends on the bolt material, horn material and environmental factors. For low damping TC4 horns, energy loss at bolt is the main heat source, of which 45 steel bolts generate 97.7% of the heat, while TC4 bolts and tool heads can significantly reduce the temperature rise. At the same time, it is found that the resonance frequency of the ultrasonic horn is linearly negatively correlated with the temperature rise. The amplitude is reduced due to the temperature rise, and both of them are stable at the equilibrium temperature point.
Key words:ultrasonic horn;energy loss;resonance frequency;amplitude;vibration heating
目前超声振动辅助技术在机械加工、材料成形和材料焊接领域得到了十分广泛的应用[1-2]. 变幅杆作为超声振动系统中必不可少的一个部件,作用是将超声波能量从源元件(换能器或另一变幅杆)高效传输到工具头、耦合器、或负载元件,以达到振幅最大化[3]. 变幅杆与工具头之间多采用螺栓连接,但在超声频振动工况下,变幅杆与工具头之间的螺栓连接损耗[4]以及材料内部阻尼[5]等能量损耗形式均会导致变幅杆产生明显的温升,严重影响变幅杆振动性能的稳定性.
Rani等[6]模拟并测量了超声波焊接中不同阻尼材料的变幅杆的温升,结果表明,温升大小主要取决于变幅杆材料的阻尼. Yu等[7]研究了超声振动玻璃模压中高温环境对变幅杆振动特性的影响,发现高温致使变幅杆谐振频率降低,且谐振频率的降低主要与变幅杆弹性模量降低和热膨胀相关. 崔方方等[8]研究了超声辅助磨削中不同材质砂轮基体的振动功耗与振幅,发现连续振动状态下砂轮基体的温升越大,其输出振幅就越小,且该温升与材料阻尼高度相关.
上述研究表明,變幅杆温度升高将引起其谐振频率降低,进而影响其输出特性. 考虑到目前工业超声波发生器的频率追踪范围有限,变幅杆谐振频率降低过多时将造成整个超声振动系统失谐[9]. 因此,分析变幅杆的发热原因并减少其温升对谐振特性的影响是超声辅助加工和成形领域共同关注的问题. 另一方面,课题组在前期研究中发现碳化钨模具摩擦系数对微结构光学玻璃元件模压成形精度有较大的影响[10-11],因此有必要进行模具抛光. 考虑到碳化钨材料的难加工性和模具结构的复杂性,将采用超声抛光方法来降低模具表面粗糙度. 这对变幅杆在连续工况下的振动稳定性提出了更高要求,其中控制变幅杆的发热是关键.
本文以模具抛光用钛合金超声纵振变幅杆为例,对变幅杆的振动自热现象进行数值模拟和实验测定,研究其能量耗散机理和温升特性,并分析不同螺栓材料和工具头材料对温升特性的影响. 结合有限元分析和实验,进一步分析变幅杆温升对其谐振频率和振幅的影响,从而为连续工况下变幅杆的振动稳定性设计优化提供参考和指导.
1 TC4钛合金变幅杆设计
变幅杆结构设计为典型的两段式,在第1段l1大端處连接换能器,在节点位置设置法兰;第2段l2为工具头,两段之间采用M8×1×20的螺栓连接. 变幅杆材料选择TC4钛合金,中心工作频率f设定为35 kHz. 结合TC4钛合金材料参数可确定l1 = l2 = 71.28 mm. 初步选定螺栓材料为45钢,得到变幅杆的几何模型如图1(a)所示.
通过有限元分析软件对变幅杆进行模态分析,搜索35 kHz附近的谐振频率,得到其纵振模态如图1(b)所示. 该纵振频率为34 976 Hz,与设定频率35 kHz接近. 初步验证了理论设计的准确性.
2 变幅杆振动自热分析
为分析变幅杆的振动自热特性,对变幅杆进行热力耦合数值模拟,并采用红外热成像仪对不同材料螺栓连接的变幅杆以及不同阻尼材料的工具头进行温升监测.
2.1 振动自热仿真模型
变幅杆振动自热模拟基于结构频域分析与传热分析的耦合,考虑了材料与螺栓处的阻尼,模拟变幅杆在35 kHz振动时的温升与能量损耗.
在频域分析中,需要为材料添加各向同性内部损耗因子. Mason等[13]测得退火TC4钛合金在低应变条件下的品质因子Qm = 20 000,则各向同性内部损耗因子取1/Qm = 5 × 10-5. 相对于钛合金材料的自身阻尼,当变幅杆与工具头之间采用螺栓连接时,螺栓处阻尼水平要大得多,可等效为等效黏性阻尼[14],其阻尼水平多处于0.01数量级.
在法兰处设定固定约束,变幅杆大端处承受周期位移激励载荷. 先要测量实际工作中变幅杆的激励振幅,但在换能器与变幅杆装配后,不方便直接测量换能器的输出振幅,即变幅杆的激励振幅,因此,首先使用 KEYENCE LK-H020 激光位移传感器测量小端端面的振幅为13.67 μm,通过谐响应分析获得变幅杆轴线振幅分布曲线,如图2所示. 由于放大系数为3.19,因此设置变幅杆大端端面的激励振幅为4.28 μm.
2.2 仿真结果分析
为深入了解变幅杆发热的主要原因,对变幅杆温度与总功耗密度进行分析,其中总功耗密度为单位体积内的功率损耗. 在30 min时变幅杆轴线温度与总功耗密度曲线见图3,可知总功耗密度在两个螺栓端面出现峰值,达到3.88×107 W/m3,远大于由变幅杆材料自身阻尼引起的最大总功耗密度,而位于变幅杆的1/4波长附近,只有1.59×105 W/m3. 分析螺栓处功耗与整体功耗的比值,得到螺栓处发热量占变幅杆发热总量的97.7%,因而在螺栓处有最高温度117.14 ℃. 值得注意的是,变幅杆大端端面的温升几乎可以忽略,这对保持换能器的热稳定性起着良好作用.
为了分析变幅杆的温升变化规律,分别取螺栓连接处与小端端面一点,其温度随时间变化规律见图4. 由图4可知,螺栓处温度在开始振动时急剧上升,然后温度升速减缓,并在20 min左右达到平衡,螺栓处温度稳定在117.14 ℃,小端端面处温度稳定在64.91 ℃.
2.3 振动温升实验分析
由仿真结果可知,螺栓处能量损耗为发热首要原因. 为对比分析不同螺栓材料对变幅杆发热的影响,使用工程中常用的45钢螺栓以及与变幅杆相同材料的TC4钛合金螺栓分别连接变幅杆与工具头,并利用 FLIR SC7000红外热成像仪对变幅杆温度进行测量. 测量用变幅杆成品以及测量区域如图5(a)所示,测量区域为法兰以下部分,获得其温度分布分别如图5(b)和5(c)所示,绘制变幅杆的轴线温度曲线见图6. 由图5和图6可知,最高温度均分布于螺栓处,变幅杆轴线温度变化规律与仿真相似. 使用45钢螺栓连接时,最高温度达到了118.52 ℃;而使用TC4钛合金螺栓连接时,最高温度明显降低,只有84.85 ℃. 在采用45钢螺栓时,45钢的阻尼较TC4钛合金更大[15],并且机械波从钛合金材料入射到45钢时,会有一部分超声能量反射,变成热能损耗在器件中,因而温升更快. 螺栓材料的选择在变幅杆实际应用中容易被忽视. 在满足加工强度的情况下,应选用与变幅杆材料相同的材料.
变幅杆材料的自身阻尼也是发热不可或缺的一个原因. 为了分析不同阻尼的材料对变幅杆最终温度的影响,分别对高阻尼TU2紫铜工具头以及钛合金工具头进行测量. 测试时连接螺栓为TC4钛合金螺栓,变幅杆温度分布与轴线温度分布曲线分别见图5(d)和图6. 与低阻尼材料不同的是,使用高阻尼TU2紫铜工具头时的温升首先遍布在整个工具头与螺栓处,工具头温度均匀分布,最终达到141.99 ℃,比TC4钛合金工具头的温升高出57.14 ℃.
通过对仿真值与实验测量值的分析可以发现,温度上升最终会达到某一平衡点,如图4与图7所示. 不过对于高阻尼材料的工具头,温度上升更快,在5 min便达到最高温度.
温度达到平衡的主要原因是:由公式 (7) 可知,随变幅杆温度上升,变幅杆与周围环境的热量交换不断增大;另一方面,由文献[14]可知,能量损耗与振幅成正比,温度上升导致振幅减小,进而致使能量损耗降低. 两者共同作用使温度达到平衡,这对变幅杆的振动稳定性是有利的.
3 温升对变幅杆谐振特性的影响
3.1 温升对变幅杆振幅的影响
在仿真后处理中取变幅杆小端端面一点,绘制振幅随时间的变化曲线,如图8所示. 使用激光位移传感器分别测得初始时刻与振动30 min时的振幅如图9所示. 仿真结果显示振幅从13.67 μm下降到11.85 μm,实验结果显示振幅从13.67 μm下降到10.9 μm,从图8和图9可知,振动发热后的振幅均比初始振幅要小. 同时由图8可以得出,振幅的降速与温升速度相关.
振幅下降的原因主要是:随温度的升高,变幅杆的谐振频率不断下降,變幅杆大端处的激励频率35 000 Hz将不断偏离变幅杆的谐振频率. 在共振的情况下振幅最大,在变幅杆的谐振频率不断偏离共振频率之后,振幅将有所减小.
3.2 温升对谐振频率的影响
对于1/2波长变幅杆,当温度变化时,假设变幅杆温度均匀分布,其纵向谐振频率满足:
由式(10)可知,该比值始终小于1,即频率漂移与温升呈线性负相关,随温度的升高,变幅杆的频率漂移将不断增加. 此外,还与材料热膨胀系数和弹性模量的相对变化有关.
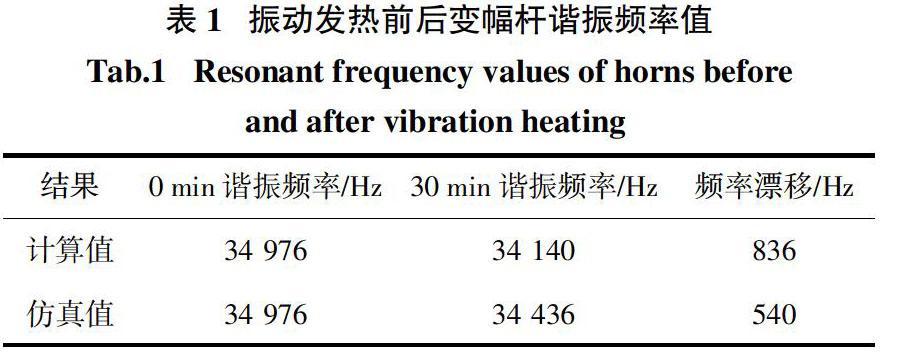
对于 TC4钛合金材料,取α=9.0×10-6 m/(m·℃),β=4.602×10-4 K-1[16-17],结合公式 (10) 可知,温升下的弹性模量相对变化为变幅杆谐振频率降低的主要原因. 对于初始谐振频率为34 976 Hz变幅杆,在T=120 ℃ 时,即由室温20 ℃升温100 ℃时,可得到f/f0=0.976 1,其谐振频率变化至34 140 Hz,频率下降了836 Hz.
将振动发热仿真中瞬态分析的结果,即变幅杆的温度分布作为模态分析的初始值,并考虑到不同温度下的材料参数变化,对变幅杆进行振动发热后模态分析,得到振动发热前后变幅杆谐振频率值,如表1所示.
4 结 论
本文结合数值模拟和实验验证对变幅杆振动发热问题进行了分析,并研究了振动发热对超声振动稳定性的影响,得到以下结论:
1)变幅杆材料与连接螺栓材料对温升有较大影响,而最终温度会达到平衡. 在变幅杆阻尼较小时,以螺栓处发热为主,45钢螺栓处发热量占变幅杆发热总量的97.7%,稳定后温度达到118.52 °C,大于TC4钛合金螺栓连接时的84.85 °C. 采用较高阻尼的TU2紫铜工具头时,温升更快,达到141.99 °C,并且高温存在于螺栓与整个工具头区域.
2)变幅杆振幅与谐振频率均随温度的升高而衰减,并最终保持稳定. 振幅的降速与温度的升速相关,并且当变幅杆温度均匀分布时,谐振频率与温升呈线性负相关.
3)变幅杆材料宜采用低阻尼、高强度、热稳定性好的材料,螺栓材料应与变幅杆相同,在长时间工作下有必要采取通风等冷却方式以减小其频率漂移.
参考文献
[1] 王爱玲,祝锡晶,吴秀玲. 功率超声振动加工技术[M]. 北京:国防工业出版社,2007:258—293.
WANG A L,ZHU X J,WU X L. Power ultrasonic vibration machining technology[M]. Beijing:National Defense Industry Press,2007:258—293. (In Chinese)
[2] 贺地求,赵志峰,赖瑞林,等. 2219-T87超声辅助搅拌摩擦焊接头组织与性能[J]. 湖南大学学报(自然科学版),2018,45(4):41—47.
HE D Q,ZHAO Z F,LAI R L,et al. Research on the microstructure and mechanical properties of ultrasonic assisted friction stir welding joints of 2219-T87 aluminum alloy[J]. Journal of Hunan University (Natural Sciences),2018,45(4):41—47.(In Chinese)
[3] 林仲茂. 超声变幅杆的原理和设计[M]. 北京:科学出版社,1987:65—66. LIN Z M. Principle and design of ultrasonic horn[M]. Beijing:Science Press,1987:65—66. (In Chinese)
[4] 傅俊庆,荣见华,张玉萍,等. 螺栓连接接口轴向振动能量耗散特性研究[J]. 振动、测试与诊断,2005,25(3):42—46.
FU J Q,RONG J H,ZHANG Y P,et al. Study on energy dissipation of axial vibration in bolted joint[J]. Journal of Vibration,Measurement & Diagnosis,2005,25(3):42—46.(In Chinese)
[5] 郑冀. 材料物理性能[M]. 天津:天津大学出版社,2008:236—238.ZHENG J. Physical properties of materials[M]. Tianjin:Tianjin University Press,2008:236—238. (In Chinese)
[6] RANI R M,PRAKASAN K,RUDRAMOORTHY R. Studies on thermoelastic heating of horns used in ultrasonic plastic welding[J]. Ultrasonics,2015,55:123—132.
[7] YU J W,LUO H,NGUYEN T V,et al. Eigenfrequency characterization and tuning of Ti-6Al-4V ultrasonic horn at high temperatures for glass molding[J]. Ultrasonics,2020,101:106002.
[8] 崔方方,丁凯,李奇林,等. 超声辅助磨削砂轮基体材料的振动性能研究[J]. 工具技术,2017,51(7):20—23.
CUI F F,DING K,LI Q L,et al. Study on vibration performance of wheel matrix materials for ultrasonic assisted grinding[J]. Tool Engineering,2017,51(7):20—23.(In Chinese)
[9] 余剑武,柳波,罗红,等. 玻璃振动模压中变幅杆高温模态分析及实验研究[J]. 声学技术,2018,37(1):51—56.
YU J W,LIU B,LUO H,et al. High temperature modal analysis and experimental study of the ultrasonic horn for glass vibration molding[J]. Technical Acoustics,2018,37(1):51—56. (In Chinese)
[10] 谢望清. 微结构光学元件模压成形数值仿真分析[D].长沙:湖南大学机械与运载工程学院,2013:35—36. XIE W Q. The simulation analysis on glass molding process of microstructured optical components[D]. Changsha:College of Mechanical and Vehicle Engineering,Hunan University,2013:35—36. (In Chinese)
[11] 余剑武,李婵,尹韶輝,等. 微V形槽玻璃元件模压成形有限元应力分析[J]. 湖南大学学报(自然科学版),2017,44(8):13—19.YU J W,LI C,YIN S H,et al. Finite element analysis on stress of micro V groove components in GMP[J]. Journal of Hunan University(Natural Sciences),2017,44(8):13—19. (In Chinese)
[12] ENSMINGER D,STULEN F B. Ultrasonics:data,equations and their practical uses[M]. Boca Raton:CRC Press,2008:61—62.
[13] MASON W P,WEHR J. Internal friction and ultrasonic yield stress of the alloy 90Ti6Al4V[J]. Journal of Physics & Chemistry of Solids,1970,31(8):1925—1933.
[14] SINGIRESU S R. 机械振动[M]. 李欣业,张明路,译. 北京:清华大学出版社,2007:158—159,495—496.SINGIRESU S R. Mechanical vibration[M]. Translated by LI X Y,ZHANG M L. Beijing:Tsinghua University Press,2007:158—159,495—496. (In Chinese)
[15] ZHANG J,PEREZ R J,LAVERNIA E J. Documentation of damping capacity of metallic,ceramic and metal matrix composite materials[J]. Journal of Materials Science,1993,28(9):2395—2404.
[16] WELSCH G,BOYER R,COLLINGS E W. Materials properties handbook:titanium alloys[M]. Ohio:ASM International,1993:641—649.
[17] MILLS K C. Ti:Ti-6Al-4V(Imi 318),Recommended values of thermophysical properties for selected commercial alloys[M]. Cambridge:Woodhead Publishing Ltd,2002:211—217.
