浅谈人机料法环测分析法在汽车质量问题中的应用
2020-07-02车延龙
车延龙
(辽宁装备制造职业技术学院 辽宁 沈阳 110161)
引言
随着社会的发展,消费者对汽车行业产品的质量要求越来越高,据调查绝大部分消费者对国产品牌汽车质量问题的担忧是不选择购买的主要原因,因此国产品牌汽车生产企业如何快速有效的找到质量问题所在及提出质量问题解决方案就显的尤为重要。人机料法环测分析法则是质量问题分析中快速有效的分析方法之一。
一、人机料法环测分析法概述
人机料法环测分析法是基于质量管理体系中影响质量波动的六大因素来分析生产中遇到的质量问题,其中包括操作者因素(人)、设备因素(机)、材料因素(料)、工法因素(法)、环境因素(环)和测量因为(测)[1]。通过对这六个因素的分析我们可以找到哪些因素存在变化,从而找到影响质量问题的根本原因并提出解决方案[2]。
(一)操作者因素(人)
操作者是车间质量的主体,根据问题缺陷不同应对操作者进行以下分析:(1)是否接受正规培训并达到企业培训要求;(2)是否了解所在工位的工艺卡并按照工艺卡要求进行操作;(3)是否有固定工位,有无发生频繁换岗情况;(4)是否知道遇到问题如何沟通;(5)是否有可视化工具等。
(二)设备因素(机)
设备是现代化生产中必不可少的用具,根据问题缺陷不同应对设备因素进行以下分析:(1)操作者使用的工具或设备是否正确;(2)工具或设备是否定期进行校正;(3)工具或设备(钻头、套筒等)是否存在磨损现象;(4)工具或设备是否在标准范围内安装了防错装置或短路保护等。
(三)材料因素(料)
汽车生产中的材料主要指安装的一个或几个零部件,根据问题缺陷不同应对材料因素进行以下分析:(1)操作者是否装配了正确的零部件;(2)物流是否按照标准把零件箱放到指定位置,零件箱上的零件号是否与该零件本身的零件号一致;(3)易损或易变形零件是否带有保护措施;(4)零件是否符合图纸要求等。
(四)工法因素(法)
工法主要指工艺方案和文件质量控制,工艺方案和文件质量控制的先进合理是影响生产中质量问题的关键因素。根据问题缺陷不同应对工法因素进行以下分析:(1)车间是否有工艺文件,工艺文件的制定是否合理;(2)工艺文件在复杂问题上是否有特殊标注;(3)项目是否涉及问题变更,问题变更流程是否完成,操作者是否接受变更培训等。
(五)环境因素(环)
环境指装配零件时的所处环境。环境因素根据缺陷的不同应对以下问题进行分析:(1)生产或装备零件时对环境是否有要求;(2)现生产工厂的环境是否满足环境要求;(3)所在工位的周围环境是否存在变化或对装备是否有影响等。
(六)测量因素(测)
测量主要指产品质量的检测方法和检测标准。测量因素根据缺陷的不同应对以下问题进行分析:(1)质量缺陷处在质量特性中是否有相关的质量标准;(2)质量缺陷处是否有固定的测量工具或测量方式来检测;(3)测量工具或测量方式是否存在问题等。
二、人机料法环测分析法在汽车质量问题中的实例分析
(一)问题描述
在AUDIT检测时发现XX车型的中控台面板配合位置出现如图1所示的喇叭口间隙,其中呈现左边间隙小,右边间隙大的喇叭口现象。

图1 中控台面板配合处出现左右间隙不对称现象
(二)利用人机料法环测分析法进行分析
1.操作者因素:两个班次的操作者均是定岗操作,严格按照操作工艺卡装配零部件,不存在问题。
2.设备因素:整个安装过程中都是操作者徒手完成,无需借助任何工具或者设备。
3.材料因素:找到问题车并拆掉问题件在CUBING上进行安装,发现依然存在喇叭口现象,确定是零部件出现问题。经反复测量我们发现如图2所示,左侧卡爪与方孔安装后间隙为0.8mm,右侧卡爪与方孔安装后间隙为1.3mm,此数据与故障现象的左小右大的喇叭口一致。

图2 对问题件进行测量结果
4.工法因素:在对应工位上有标准的工艺卡片,工艺卡对安装步骤有详细说明,也不涉及问题变更等情况。
5.环境因素:此工位的外部环境没有发生变化。
6.测量因素:故障位置在尾线和AUDIT都有检测,标准公差为0.5±0.1mm,测量工具为塞尺。
三、问题解决
经过人机料法环测分析法明确了是材料因素引起的质量问题,首先对问题件进行测量,数据与图纸测量结果(如图3所示)中的间隙、面差和对应尺寸进行对比。在图纸中,卡爪尺寸1.35mm,方孔尺寸2.45mm,卡爪与方孔间隙为1.1mm,中控面板理论间隙为0.5mm。在这组数据中我们发现,卡爪与方孔间隙与我们实测问题零件的间隙存在偏差,反映到零件上就是图2所示,右侧卡爪偏小,左侧卡爪偏大。

图3 图纸故障位置尺寸
找到两台车,一个是问题车辆,一个是正常车辆。把中控面板拆下,将中控板的右侧卡爪用加毛毡的方法手工加长0.5mm,如图4所示,使右侧卡爪的长度等于左侧卡爪的长度再进行装车。装车前后的数据进行对比如表1所示,问题车重新装配后问题缺陷消失,正常车也可以正常安装且不影响缺陷处尺寸。

图4 将面板右侧卡爪用毛毡加长0.5mm
表1 更改前后的数据对比
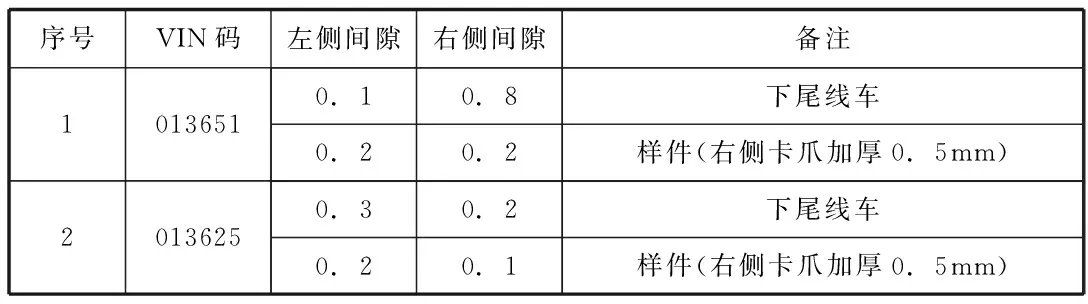
序号VIN码左侧间隙右侧间隙备注10136510.10.8下尾线车0.20.2样件(右侧卡爪加厚0.5mm)20136250.30.2下尾线车0.20.1样件(右侧卡爪加厚0.5mm)
然后与SQE(供应商质量工程师)进行沟通,让供应商进行小批量更改及安装跟踪测量,一般测试20-50台,测量结果基本符合公差要求。由供应商对磨具进行更改,以便于从根本上解决此故障。
四、结论
本文对人机料法环测分析法进行简单介绍,并通过在生产中出现质量问题的具体实例来完成对故障现象的分析,找出影响质量问题的根本原因并提出解决方案。
