空分、煤气化装置的氧气阀门设计
2020-07-01王春景马和明李靖鑫许洪岩
王春景,马和明,李靖鑫,许洪岩
(1.空气化工产品(中国)投资有限公司,上海 201203;2.苏州纽威阀门股份有限公司,江苏 苏州 215129)
氧气在空气中占比21%,是一种相对丰富的元素,氧气决定着植物和动物的生命,并支持燃烧和氧化,从而导致钢铁生锈及金属氧化物的形成。氧气具有许多商业用途,在煤化工装置中,氧气是生产合成气的气化剂,其与煤粉、蒸汽或水以一定的比例在气化炉内发生反应,生成含有CO、H2、CO2等组分的合成气。氧气是助燃气体,在干粉煤气化装置中,氧气压力为5 MPa左右,温度接近200℃,在此条件下的氧气非常危险,当气化炉内有异常情况时,需要通过氧气开关阀迅速切断氧气,防止过多氧气进入炉内;同时,也防止高压的合成气或煤粉返串到氧气管道内,从而避免燃烧和爆炸情况发生。因此,氧气系统上的阀门具有非常关键的作用,要求在极短的时间内切断系统与气化炉隔离。由此,氧气阀门设计也尤为重要,其一,要满足煤化工生产工艺的要求,做到开关到位和高密封等级;其二,氧气条件苛刻,阀门材料选择及内部结构设计要考虑氧兼容性,避免在迅速开关情况下引发任何燃烧机理。本文结合EIGA、ASTM和JB/T12955等标准,总结了氧气阀门的设计原理,以满足煤化工装置对氧气阀门的要求。
1 氧气系统阀门的型式及特点
在氧气系统中,通常按照阀门的功能将其分为开关阀和调节阀两类,所谓开关阀,即快开型阀门,当阀门有微量开启就会有大量流体通过,其仅能处在全开或全关位置,不能开在中间位置,从而产生节流效应。通常闸阀、蝶阀、球阀可用作开关阀。开关阀不能在上下游带有压差下操作,通常会配有均压的旁路,须先通过均压旁路将阀门上下游的压力平衡后再操作阀门。按照EIGA 13/12标准,当开关阀全部打开时,氧气流是平稳的,阀体可认为非撞击场合,阀芯(闸板、蝶板、球)则按撞击场合考虑。因此,阀体与阀芯的材料设计遵循不同的压力流速限制。调节阀,顾名思义即用于调节系统中的压力或流量以满足工艺生产要求。调节阀通常根据反馈的压力、流量等参数来控制阀门开度大小,开关的动作可快可慢,并且需要在高压差下操作,因此对阀门的要求极为苛刻,按照EIGA 13/12标准,调节阀处于高流速的撞击和紊流场合,调节阀及下游8倍公称直径范围内区域均须选用豁免材料,阀门的密封面可堆焊豁免材料,但应满足豁免材料的最小厚度要求。调节阀可为手动或带气动或电动执行机构操作,通常为截止阀和蝶阀型式。
2 氧气阀门基础设计标准
氧用截止阀设计应符合标准JB/T10530,氧用球阀设计应符合标准API 608/ASME B16.34;氧用蝶阀应符合标准API 609,氧用阀门结构长度应符合标准ASME B16.10,阀门检验和试验应符合标准API 598。
3 煤化工氧气阀门的特点
与传统空分行业的氧气系统不同,干粉煤气化工艺中,氧气需要加热至180℃以上,当与蒸汽混合后温度约200℃,在此高温条件下的氧气危险性极高,多数非金属材料和润滑脂极容易燃烧,甚至金属材料也容易被点燃。因此,系统上的氧气阀门设计也极具挑战。首先,要考虑在此苛刻条件下快速开关、无泄漏等性能,阀门设计应尽可能地减少外泄漏点;其次,还要评估由于阀门开关时所产生的摩擦、绝热压缩、颗粒物撞击而可能引发燃烧和爆炸的概率,在设计中流道尽可能光滑平缓,过氧零件设计确保无尖角锐边,同时要通过选择兼容性高材料、避免绝热压缩产生及增强密封面的抗摩擦性等以增强阀门的安全可靠性。干粉煤气化工艺中,常用的氧气阀门型式为球阀和截止阀,气动球阀通常作为氧气系统的开关阀,迅速开启或关闭以实现工艺操作的要求,气动截止阀通常作为调节阀用于调节和控制氧气的流量和压力。按照EIGA13/12氧气系统设计规范,球阀属于快开型,当阀门打开时,由于上下游的高压差,氧气以声速迅速将下游气体压缩,从而在末端发生绝热压缩而产生高温,对于压差5 MPa的氧气发生绝热压缩可使终端的温度达到600℃以上,足以将一些非金属、润滑脂等点燃。此外,球体流道边缘处需要设计圆角过渡,如果设计锐角边,通常球阀在打开和关闭时,此锐角边与高流速的氧气发生冲击和摩擦,存在很大风险;而当球阀全部打开时,氧气的流动可考虑为平稳,与阀体和球无冲击。结合上述特点,氧气球阀设计中要考虑如下几点。
(1)压旁路系统,避免高压差开关阀门而产生绝热压缩。如图1所示的绝热压缩升温原理,当快速开启球阀时,上游高压氧会迅速通过阀门,将下游的低压氧压缩升温,从而将末端的非金属垫片或密封圈等点燃。按照EIGA13/12和JB/T12955要求,开关阀上下游应按图2所示的旁路系统进行均压,避免高压差下开启阀门,旁路管道应从氧气主管的中心线或中心线以上接入,减少颗粒物等带入旁路系统。旁路与主管的接头应采用半管接头插入主管内部,以避免氧气与主管开孔边缘处的撞击和摩擦,此外,还要控制氧气的流速,避免旁路的氧气直接冲击主管的底部,旁路管道及管件都需要按豁免材料设计。旁路上阀门为控制均压的速度,具有节流功能,需承受氧气的冲击及可能的颗粒物撞击,因此,通常选用豁免材料的硬密封截止阀。煤化工氧气旁路阀的设计有些不同,通常选用气动球阀加限流孔板设计,虽然球阀快速打开流量很大,但可通过限流孔板来限定流量,且下游不应有死端,避免绝热压缩。旁路球阀和孔板都属于撞击场合,应按豁免材料设计。
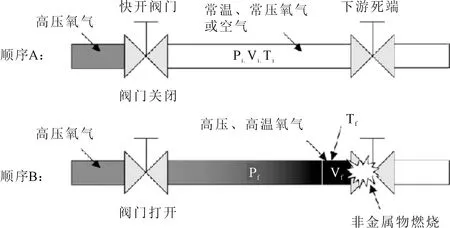
图1 压缩升温点燃死端非金属物
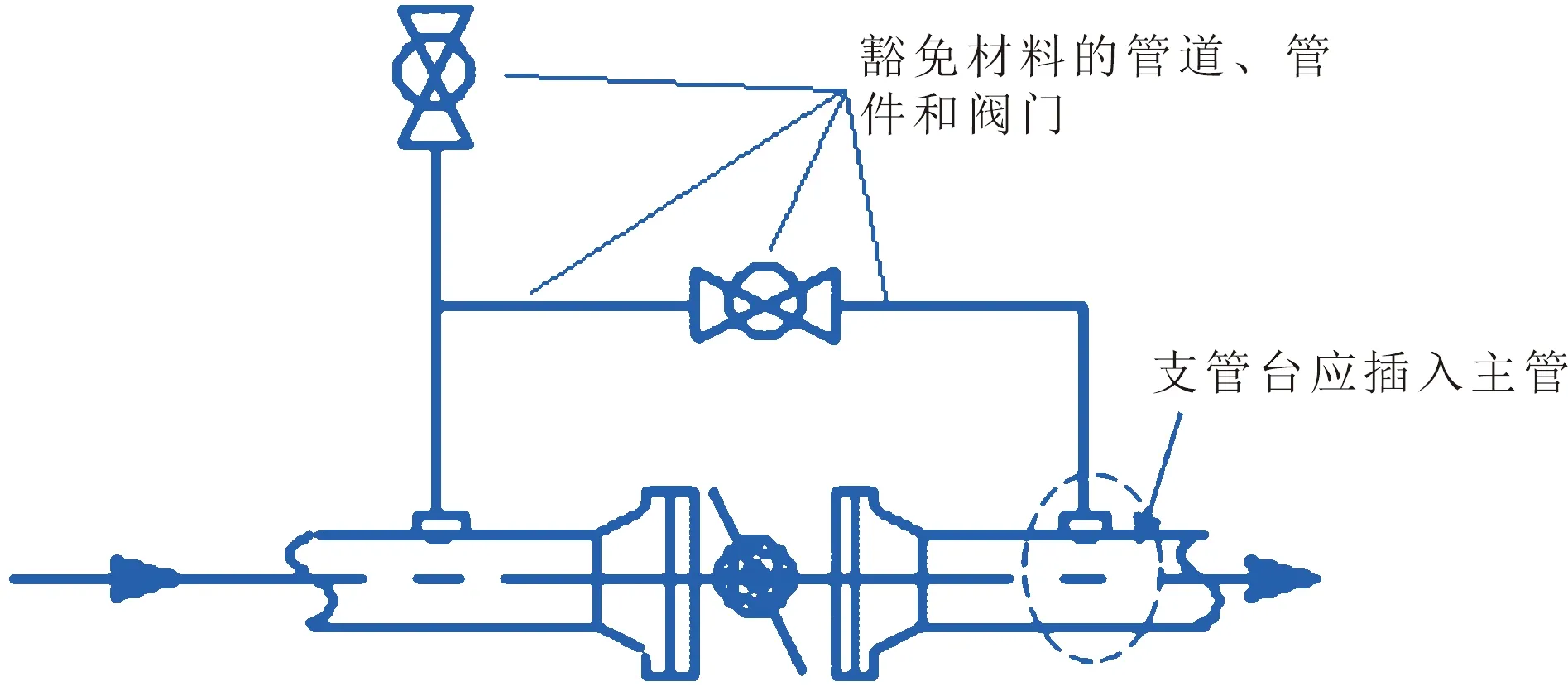
图2 旁路均压系统设计
(2)球阀的密封圈、填料等非金属材料要考虑高温氧气工况,多数非金属材料在氧气下燃烧或变形,如氧兼容性较好的氟橡胶和氟塑料均不适用于此工况。石墨或石墨复合型材料也具有良好的氧兼容性,且石墨材料有耐高温的特性,但纯石墨脆性较大,用作填料材料时需考虑与阀杆摩擦而引起的脱落问题,设计中应考虑防止颗粒进入氧气系统,此外,石墨及石墨复合型材料的垫片和填料在加工过程中要禁油并进行脱脂处理,按EIGA13/12要求,用于氧气系统的非金属材料应取得BAM认证,以确保此类产品在氧气环境中的良好性能。所谓的BAM测试,是指在德国联邦材料研究和测试所在氧气环境下对非金属材料进行的自发燃点测试,即在一定压力和纯度的氧气条件下,对试样材料进行加热,从而能够得知材料自发燃烧的最低温度。目前,一些垫片和填料供应商对其氧用产品已经取得了BAM认证,设计者在设计中应明确此要求,并要求供应商提供相应报告。
(3)球阀通常有旁路均压系统,因此,其阀体可定义为非撞击场合,但对于球体、阀座等内件开关过程中承受氧气的撞击和摩擦,应定义为撞击场合。按照EIGA13/12和JB/T12955的要求(见表1),不锈钢应用于非撞击场合时应满足PV≤80MPa·m/s,如用作阀体材料;不锈钢应用于撞击场合应满足PV≤45MPa·m/s,如用于球体、阀座等材料。当PV超过非撞击和撞击场合的限制时,应选用豁免材料。EIGA 13/12和JB/T12955给出了豁免材料的最小厚度和豁免压力,以供工程设计选用。表2列出阀门设计中常用豁免材料的最小厚度和豁免压力。

表1 碳钙与奥氏体不锈钙材料管道的流速r限制
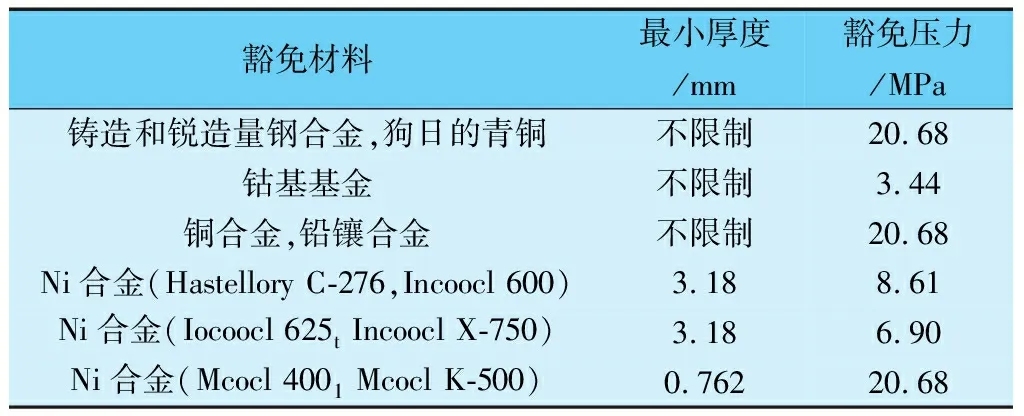
表2 豁免材料的豁免压力及厚度限制
(4)球阀密封副的设计也是尤为关键,通常固定球阀是靠介质压力推动金属阀座与球体密封面间形成密封,密封比压大小、密封面材料的弹性性能、机加工精度等对阀门的密封及可靠性有重要影响,在保证密封的同时又要关注阀门开启的难易程度、密封面间的硬度、粗糙度、耐磨擦和划伤等问题。因此,球阀密封面材料设计尤为重要。从氧气兼容性的角度,密封面的材料应为豁免材料,如因科镍尔或蒙乃尔等镍基材料,但是单纯的镍基密封面材料硬度较低,多次开关后密封面可能会有划伤等问题,因此需要通过对密封表面进行硬化处理。ASTM G88允许通过堆焊提高密封面的氧兼容性和耐磨性,但是堆焊层的厚度应为1mm到3mm,以防止堆焊层的脱落;按照JB/T12955要求,堆焊层的厚度不小于2mm,并且要有30HBW的硬度差,但堆焊工艺烦琐,少有使用。ASTM G88不允许通过电镀工艺增强密封面的兼容性,因为电镀层较薄并容易脱落。现阶段,氧气球阀的密封面通常是将镍基合金通过热喷焊(喷涂+重熔)工艺提高其表面硬度,表面硬化涂层的厚度不小于0.8mm,硬度60HRC左右,具备良好的耐磨性能,密封面不易拉伤。热喷焊工艺采用的是金属冶炼的原理,将涂层与球体近似冶金结合,与堆焊工艺比较硬度更高,与电镀工艺相比,热喷焊涂层与球体不易脱落,但喷涂粉末的成分对涂层的氧兼容性有重要影响,应根据金属元素在氧气环境下的燃烧特性进行配比,以保证涂层的氧兼容性不低于阀座和球体材料的兼容性。金属燃烧热,也即氧化物形成热,热值越高,氧兼容性越低。如氧化铍、氧化铝的形成热较高,这两种材料不适合应用于氧气系统(见表3)。若结合元素周期表,也可洞察出金属元素的氧兼容性的规律。结合表3和图3发现,铍、镁、钙列金属元素以及錋、铝列金属元素都具有较高的燃烧热,不可应用于具有危险性的氧气环境中,而镍、钯、铂列元素和铜、银、铀列元素具有较低燃烧热,因此具有较高的氧兼容性的镍基、钴基硬质合金是氧气系统设计中常采用的金属元素。
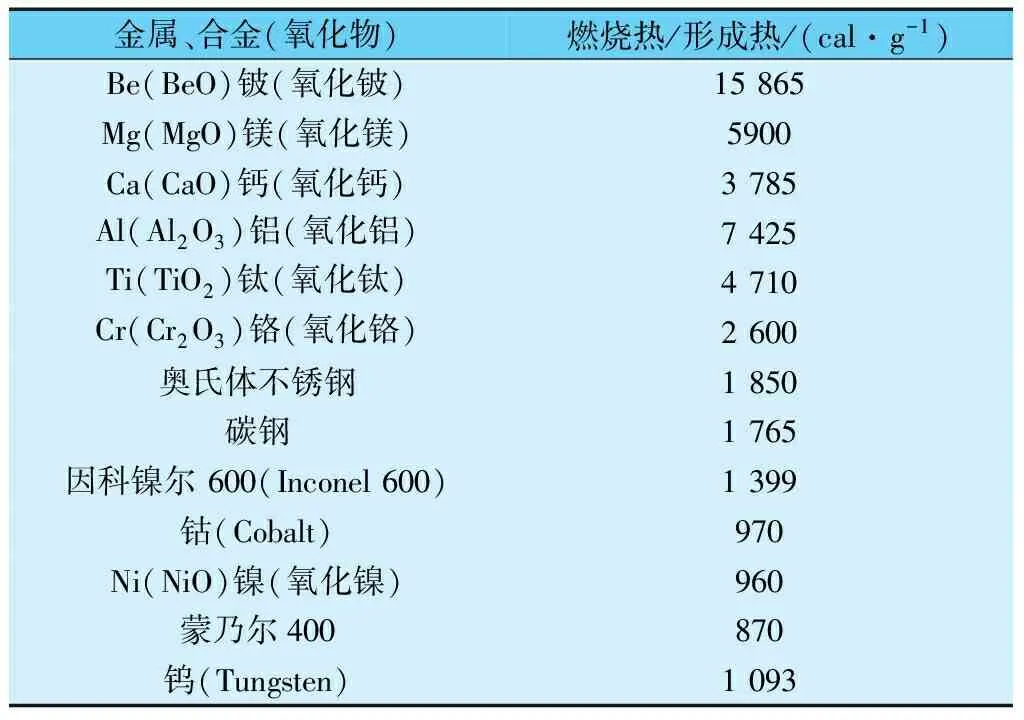
表3 金属和合金燃烧热或氧化物形成热
注:数据引自ASTM G94。
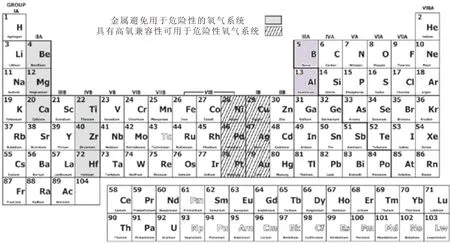
图3 危险氧气环境下可应用和不可应用金属元素
注:数据引自ASTMG94。
(5)氧气阀门防静电设计。氧气阀门设计需要考虑防静电设计,通常对于法兰连接的阀门需要在法兰外圆处设计防静电导电螺栓,便于安装防静电导线。
综上所述,煤化工氧气阀门起着关键作用,其设计需要根据氧气阀门使用工况,参考氧用阀门相关设计标准,从材料的氧气兼容性、密封副设计、密封材料兼容性等方面考虑,以确保阀门的操作可靠性和安全性。此外,阀门和管道系统的脱脂清洗也是重要的环节,通过脱脂清洗可以将加工残余的碳氢化合物及颗粒物等彻底去除,以确保氧气系统的清洁,杜绝任何可能支持燃烧的要素。由此可见,氧气阀门设计和制造的每个环节都非常重要,需要设计者和制造者的共同努力和认真对待,才能确保氧气系统的安全性。