复合酶法制取蓝莓汁的工艺优化研究
2020-06-23朱金艳张俊鹏郑存娜杨露露麻丽丹
朱金艳,张俊鹏,郑存娜,杨露露,麻丽丹
(1.庄河市市场监管事务服务中心,辽宁大连 116400;2.大连工业大学食品学院,辽宁大连 116400;3.丹东海关,辽宁丹东 118000)
蓝莓(Semen Trigonellae)属杜鹃花科(Ericaceae)越橘属(Vacciniumspp.)植物。蓝莓营养丰富,果实中含有膳食纤维、多种维生素和微量元素[1-2],还含有黄酮类、多酚类化合物等抗氧化活性物质[3],具有抗衰老、抗氧化等作用,可降低胆固醇动脉粥样硬化、心脏疾病和某些类型癌症的发生率[4]。鉴于蓝莓的保健效果,其在我国的种植面积逐年扩大,产量不断增加,已形成全产业链[5-6]。但目前蓝莓的储藏运输环节仍存在一些短板,如鲜果易出现表皮损伤,不易长途运输和储藏等。
蓝莓鲜果的特性决定了其最宜加工成果脯、干粉、果汁等形式,降低运输储藏成本。这些加工形式中,蓝莓果汁的发展前景广阔,但由于蓝莓果中果胶类、纤维素等物质含量丰富,在制汁过程中溶入果汁中,会在一定程度上降低果实的渗透性和毛细孔透液量,导致出汁率低、资源损失等问题,直接影响企业的经济效益[7-8]。传统制汁采用直接制汁或热浸工艺,不仅出汁率低,稳定性差,而且影响了果汁的色泽、口感及营养成分[9-10]。试验证明,在制汁工艺中加入生物酶,可以提高蓝莓出汁率,保证产品品质[11-12]。因此,本研究采用果胶酶与纤维素酶复合酶酶解来提高蓝莓出汁率,并对复合酶配比、酶解温度、酶解时间这3 个因素进行单因素试验,分别确定出最佳处理条件,然后采用响应面法对蓝莓汁的酶解工艺进行优化,确定最佳工艺条件。
1 材料与方法
1.1 材料与仪器
蓝莓由大连祥云农业专业合作社提供,品种为北陆,5 月采摘,冷藏1 d 后备用。果胶酶(酶活大于30 000 U/g)、纤维素酶(酶活大于400 000 U/g),由大连美仑生物技术有限公司提供。
JJ-2 组织捣碎机,常州亿通分析仪器制造有限公司;HHS 型电热恒温水浴锅,上海博讯实业有限公司;X1R 高速冷冻离心机,赛默飞世尔科技(中国)有限公司;JJ2000B 电子天平,常熟市双杰测试仪器厂;JYZA562 家用榨汁机,九阳股份有限公司。
1.2 试验方法
1.2.1 操作方法
新鲜蓝莓经充分清洗后,置于组织捣碎机内打浆制成蓝莓果浆。准确称取100 g 蓝莓果浆于250 mL 锥形瓶内,调节水浴温度,将锥形瓶放入水浴中,并将其密封。当蓝莓果浆温度达到设定温度后,放入0.2 g 复合酶混匀。待酶解反应进行一定时间后,用200 目滤布进行过滤,滤液在85 ℃下灭酶5 min。将处理后的蓝莓果浆自然冷却至室温后,于10 000 r/min 离心10 min,取上清液称量质量,计算蓝莓出汁率[9]。
1.2.2 蓝莓出汁率的测定
蓝莓出汁率采用式(1)进行计算。
1.2.3 单因素试验设计
(1)果胶酶与纤维素酶配比对蓝莓出汁率的影响
酶解时间为60 min,酶解温度为40 ℃,果胶酶与纤维素酶的质量比(g/g)分别设定为10:10、10:7、10:5、10:3、10:1,每组平行测定3 次,求平均值。
(2)酶解温度对蓝莓出汁率的影响
果胶酶与纤维素酶质量比为10:5,酶解时间为60 min,酶解温度设定为30、35、40、45、50 ℃,每组平行测定3次,求平均值。
(3)酶解时间对蓝莓出汁率的影响
果胶酶与纤维素酶质量比为10:5,酶解温度为40 ℃,酶解时间设定为0.5、1.0、1.5、2.0、2.5 h,每组平行测定3次,求平均值。
1.2.4 响应面法优化蓝莓汁提取工艺
在单因素试验的基础上进行响应面设计,以Box-Benhnken 的中心组合试验设计原理为背景[13],具体试验设计见表1。
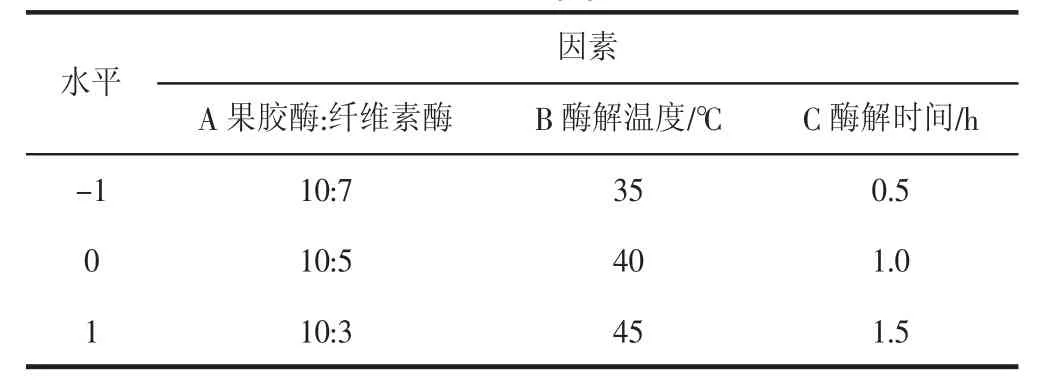
表1 蓝莓汁酶法提取工艺的响应面试验设计Table 1 Response surface design of enzymatic extraction of blueberry juice
1.3 数据统计与分析
用Design-ExpertV8.0.6 统计软件处理分析3 次平行试验后的数据。根据方差分析对数值间的差异显著性进行检验。
2 结果与分析
2.1 单因素试验结果
2.1.1 复合酶配比对蓝莓出汁率的影响
复合酶(果胶酶:纤维素酶)配比对蓝莓出汁率的影响见图1。由图1 可知,随着纤维素酶在复合酶中所占比例的下降,蓝莓出汁率呈现先增加后降低的趋势。当复合酶(果胶酶:纤维素酶)质量比为10:5 时,蓝莓出汁率达到最大值(P<0.05),为59.45%。因此,果胶酶:纤维素酶的质量比选择10:5。
2.1.2 酶解温度对蓝莓出汁率的影响
酶解温度对蓝莓出汁率的影响见图2。由图可知,随着酶解温度的上升,出汁率呈先增加后降低的趋势。当酶解温度为40 ℃时,蓝莓出汁率最大,为60.21%,此时酶的活性最高(P<0.05)。因此,酶解温度选择40 ℃。
2.1.3 酶解时间对蓝莓出汁率的影响
酶解时间对蓝莓出汁率的影响见图3。从图3 可知,当酶解时间从0.5 h 增加到1.0 h 时,蓝莓出汁率显著提高(P<0.05),之后随时间的增加蓝莓出汁率几乎无明显变化。因此,酶解时间选择1.0 h。
2.2 响应面优化蓝莓汁提取工艺
以复合酶配比、酶解温度和酶解时间为自变因素,采用响应面法对蓝莓汁最佳提取工艺进行优化,试验结果见表2。
2.2.1 响应面试验结果及方差分析
对数据分析,得到回归方程:R=70.19+0.69A+0.77B+0.36C-3.05AB-AC-0.025BC-3.08A2-3.37B2-4.15C2。对所得的回归模型进行方差分析如表3 所示。由表3 可知,模型的F=136.90,P<0.000 1,差异极显著,并且失拟项P=0.414 1>0.05,表明该模型拟合性好。且R2=0.994 4,方差相差很小,接近1,说明拟合程度很好,可以用此模型来分析和预测出汁率的最优提取工艺。

表2 蓝莓汁酶解工艺的响应面优化试验Table 2 Response surface optimization of enzymatic hydrolysis of blueberry juice

表3 出汁率响应面拟合回归方程的方差分析结果Table 3 The results of variance analysis of response surface fitting regression equation
由表3 可知,复合酶配比、酶解温度和酶解时间对出汁率影响均显著(P<0.05),且因素对出汁率的影响程度为B>A>C。对交互作用来说,复合酶配比和酶解温度以及复合酶配比和酶解时间交互作用对出汁率影响都显著(P<0.05),但是酶解温度和酶解时间交互作用对出汁率影响不显著(P>0.05)。
2.2.2 响应面结果与分析
响应面分析图可以反映各因素之间交互作用对因变量影响程度,因素对响应值影响越大,曲面越陡峭,说明因素对模型的影响越显著。响应面优化模型因素(复合酶配比、酶解温度和酶解时间)两两交互作用对出汁率的影响见图4~6(见下页)。
从图4、5 中可以看出,复合酶配比和酶解温度以及复合酶配比和酶解时间交互作用对出汁率的影响都显著。当复合酶配比固定时,随着酶解温度的增加,出汁率呈现先上升后下降的趋势;同样,当酶解温度不变时,随着复合酶配比增加,出汁率也呈现先上升后下降的趋势。当复合酶(果胶酶:纤维素酶)质量比为10:5,酶解温度为40 ℃左右时,出汁率达到最大值;复合酶配比和酶解时间交互作用对出汁率影响也符合此规律,在复合酶(果胶酶:纤维素酶)质量比为10:5,酶解时间1 h 左右达到最大值。
从图6 可以看出酶解温度和酶解时间交互作用对出汁率影响不显著,但当固定一个变量,出汁率会随着另一个变量的增大先上升后下降,当酶解温度为40 ℃,酶解时间约为1 h 时达到最大值。
从图中可以看出,3 个响应面均为开口向下的凸面,故R存在极大值。为进一步优化结果,根据Design-Expert V8.0.6 软件得出在复合酶质量比、酶解温度和酶解时间交互作用影响下,最优提取工艺为复合酶(果胶酶:纤维素酶)质量比为10.0:5.1,酶解温度为40.4 ℃,酶解时间为1.02 h,在此条件下模型预测的出汁率为70.25%。
2.2.4 验证试验
模型优化工艺为复合酶(果胶酶:纤维素酶)质量比为10.0:5.1,酶解温度为40.4 ℃,酶解时间为1.02 h,模型预测的蓝莓出汁率为70.25%。为验证模型的有效性,在复合酶(果胶酶:纤维素酶)质量比为10:5,酶解温度为40 ℃,酶解时间为1 h 的条件下,进行3 次重复试验,结果见表4。由表4 可知,在此条件下进行3 次试验的出汁率平均值为69.45%,相对标准偏差为1.21%,这一结果与预测最优模型相近,说明本试验优化的工艺参数可行。

表4 最优工艺参数的预测值及实验值Table 4 Predicted and experimental values of optimal process parameters
3 讨论
试验结果表明,复合酶配比、酶解温度和酶解时间对出汁率影响均显著(P<0.05),且因素对出汁率的影响程度为酶解温度>复合酶比>酶解时间。对交互作用来说,复合酶配比和酶解温度以及复合酶配比和酶解时间交互作用对出汁率影响都显著(P<0.05),但是酶解温度和酶解时间交互作用对出汁率影响不显著(P>0.05)。在复合酶(果胶酶:纤维素酶)质量比为10:5,酶解温度为40 ℃,酶解时间为1 h 的条件下,出汁率平均值为69.45%,相对标准偏差为1.21%,这一结果与预测最优模型相近,说明本试验优化的工艺可靠,对生产有一定的指导意义。
在本试验中,加入了果胶酶和纤维素酶。果胶酶使果胶半乳糖醛酸残基间的糖苷键断裂,将果胶分解为半乳糖醛酸和可溶性果胶等小分子[14],纤维素酶协同作用于纤维素,分解为葡萄糖和可溶性寡聚葡萄糖[15],在工艺中加入这两种酶可以提高果汁的通透性和出汁率,有效改善出汁工艺及产品品质[16]。
