涡流检测技术在承压设备螺栓检测中的运用
2020-06-23刘顺勤
刘顺勤
(曲靖市质量技术监督综合检测中心,云南 曲靖 655000)
0 引言
螺栓螺母结构广泛运用于压力容器的开孔部位、压力管道的法兰部位、风电机组设备、游乐设施设备、核电厂动力设备和发电厂动力设备等特种设备的连接部位中。由于其工作环境存在高温、高应力、与腐蚀介质接触等特点,加上经常发生预紧力过高等原因,螺栓部件容易产生裂纹,尤其是压力管道法兰连接的紧固螺栓,在定期检验时经常发现有危害设备安全运行的裂纹类缺陷。因此,对于大于M36 的主螺栓的检验,一直都是承压类特种设备定期检验应关注的重点检验项目,检验规程也要求严格检测并尽早发现小裂纹或损伤。
通常采用的检测方法有常规超声检测或磁粉渗透检测,传统的无损检测给螺栓检测带来一些新的问题:多参数规格的螺栓型号对检验工艺带来挑战;能够发现的裂纹类缺陷最小深度受到限制;检测灵敏度和信噪比低;存在一定的环境污染等。
超声相控阵螺栓检测是螺栓检测的新技术和新方向,该检测工艺具有较好的技术可靠性以及较高的工作效率,值得进行研究、推广和应用。该文作者拟运用中国特检院的最新研究成果,采用涡流检测新技术对大型螺栓(M ≥36mm)进行检测。
1 承压设备螺栓检测的现状
目前国内仅电力行业的DLT 694 《高温紧固螺栓超声检测技术导则》、DLT439《火电发电厂高温紧固技术导则》技术规范对螺栓进行常规超声检测或表面检测[1-2]。部分检测研究机构对螺栓螺母进行试验研究,中广核检测、国核运行以及武汉105 所三家单位引进国外核电螺栓螺母涡流检测技术,并自主研发涡流检测装置,专门用于大型螺栓螺母涡流检测[3]。北京英超利达电子有限公司针对娱乐设施高强度紧固螺采用小角度纵波探伤[4],通过在螺栓对比试样制作10 mm人工裂纹,试验表明1 mm 深裂纹以下,裂纹反射回波与螺纹反射回波无法区分,探测1 mm 以上深裂纹时,裂纹反射回波与螺纹反射回波可明显区分[5-6]。
该文选择承压设备中使用最为典型规格的螺栓螺母部件,采用涡流检测方法,探索适用于大型螺栓螺母螺纹区涡流检测专用扫查设备,从而解决承压类特种设备使用中的典型大型螺栓螺母螺纹区表面检测。
2 螺栓涡流检测
根据螺栓的结构特点,该文研究采用螺栓涡流专用扫查自动化检测系统,该系统具有开放式结构,实时同步控制,非接触式涡流检测并可实现C 扫图。采用“专用扫查装备+PMAC 运动控制卡+TEDDY+涡流探伤仪+PC 机”的检测模式,该系统可以快速地对大型螺栓上下螺纹区表面及近表面缺陷进行检测并形成李萨如图+C 扫成像分析,系统模块组成如图1 所示。

图1 螺栓涡流检验系统模块组成图
2.1 专用扫查装置
通过设计自动化的大型螺栓专用扫查装置,实现快速有效的螺栓涡流自动化检测。扫查装置主要由支撑装置、动力传动机构和通过垂直支架固定的扫查臂组成,重心靠近支撑座,通过连接支撑腿保证整个装置水平稳定。
2.2 涡流传感器
该系统采用的涡流探头为带螺纹的楔形放置式探头,能较好地适应螺纹区的形状,如图2 所示。根据工件(螺栓)的特性及检验实施的便捷性,主要选择以放置式线圈为主,在尽可能满足检查灵敏度和分辨力的情况下,我们采取将高能磁芯放置于线圈内部以获得高的磁通密度,提高检测深度。同时考虑到螺栓常见缺陷为点状和线状缺陷,采取自比差动式线圈在获得高的检测灵敏度时也可以更好地抑制电平噪声,一定程度上消除螺栓与探头啮合相对运动时的震动产生的水平噪声对缺陷信号的干扰。对于差动式线圈,我们采取了2 种设计方式,一种为平面点式自比差分线圈,一种为正交+线圈。
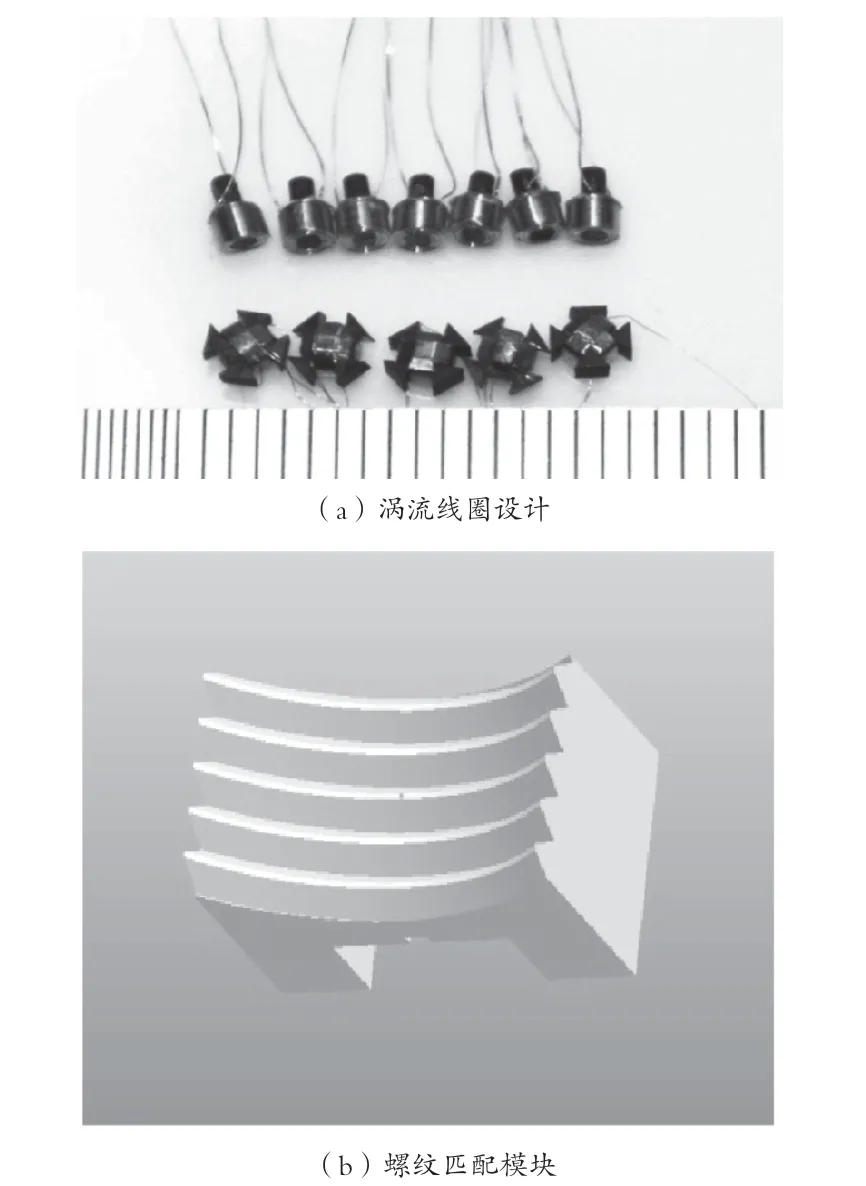
图2 传感器制作示意图
2.3 涡流检测系统应用
选用型号为西班牙TEDDY+多频/多通涡流仪,通过西班牙TECNATOM 开发的TEDDY-GEN 软件对数据进行据采集和分析。检测对象为1Cr11MoNiW1bN-IV 低合金钢螺栓,螺栓直径M=100mm,长度为900 mm,机加工人工缺陷深度分别为0.5 mm、1.0 mm、2.0 mm 的裂纹(由于螺栓为退役螺栓,已经使用过8 年,根部的螺纹都已经变形)。采样率根据探头与被检螺栓/螺母的相对运动速度而定,但至少应满足每毫米大于2 个采样点的要求,频率设置为300 kHz。
2.3.1 系统设备连接
将螺栓/螺母安装在专用装置并进行对中和固定,然后连接设备及执行数据采集分析软件TEDDY-GEN。连接线包括:编码器线缆(驱动上下编码器上下运动控制)、控制线缆(控制箱控制上下运动的速度)、涡流数据线(涡流信号传输)以及交叉网线(涡流仪连接XP 电脑)。
2.3.2 系统标定
利用标定螺栓按照仪器的信号标定要求对涡流检验系统进行初始标定。信号调整后,0.5 mm 伤信号幅度为满屏的20%,噪声水平,且应能够明显区分标定螺栓/螺母上的0.5 mm 人工伤深信号显示与本底噪声信号显示。
2.3.3 检测结果分析
连接涡流仪及控制系统,采用自动化装置扫查螺栓螺纹区,进行涡流数据采集,采集后通过分析软件打开采集的数据对检测结果进行分析。检测结果表明,在李萨如图中(采集的数据为由上至下,最上面部分为2 mm 深度的裂纹,中间的为1 mm 深度的裂纹,最低端是0.5 mm 深度的裂纹)。可以根据显示自由调节角度,将裂纹方向的缺陷调至90°(向右),以便所有的缺陷方向都向右,便于观察。
将采集数据保存,并用分析软件打开刚保存的涡流数据。在分析软件中设定每米2 000 个采样点,并读取涡流检测系统标定螺栓的标定数据,标定为2 mm 裂纹深度的涡流幅值电压为8 V,通过调节电压调节C 扫对比度,观察能够显示缺陷最佳对比度。
结果分析如下。1)根据检测数据分析,深度为2 mm 裂纹的电压幅值为10.21 V,深度为1.0 mm 裂纹的电压幅值为6.82 V,深度为0.5 mm 裂纹的电压幅值为0.81 V。2)采用300 kHz 频率进行涡流检测,在螺栓螺纹不规则情况下,能够分辨0.5 mm 深度的裂纹。3)由于螺栓螺纹区螺纹有变形,导致检测信号噪声较大,最大噪声为0.72 V,对于小于0.5 mm以下裂纹有影响。
3 结论
传统的无损检测难以满足螺栓检测对高效率、高可靠性的要求,通过对大型螺栓进行自动化涡流检测试验研究,实现对螺栓快速、准确的检测,提高近表面缺陷有效检出率,为螺栓螺母检测技术和方向提供参考。
