聚氯乙烯气流干燥过程的仿真研究
2020-06-20张烨张雷王永威
张烨,张雷,王永威
(西南石油大学化学化工学院,成都 610500)
聚氯乙烯(PVC)是世界上最早实现工业化生产的塑料品种之一[1–3],有光泽,半透明,微黄色,不溶于水。PVC 的热稳定性较差,长时间加热会导致分解,可广泛用于建筑材料、日用品和纤维等方面。由于PVC 在工业上一直得到广泛应用,对PVC 的质量要求也在不断提高,也进一步提高了对干燥工艺的要求。多年的发展与研究,逐渐发展出多种干燥工艺,例如直管气流干燥,气流—沸腾床干燥和气流—旋风干燥。因为气流—旋风干燥工艺对黏性溶液、悬浮液以至糊状物等可用泵输送的物料,以旋转运动进行干燥,具有工艺先进、降低能耗和生产成本的优点,所以选择气流—旋风干燥进行控制仿真。
PVC 加工中的重要环节是气流干燥,其控制性能直接影响了产品的质量[4–7]。气流干燥是一个典型的过程控制系统,其特点是反应滞后大、时间长、容易被干扰[14–15]。目前,国内对于气流干燥控制技术的总体水平还不高,主要采用传统PID 控制算法,充分发挥微分先导作用,实现提前控制,具有直观、实现简单等优点,在很多领域被广泛使用,但存在控制超调大、响应速度慢的缺点。因此周黎英等[8]将模糊控制和PID 控制应用到温度控制系统,极大地改善了系统稳定性,比单一PID 优势更大。为了使系统具有更高的可靠性,刘晓川[9]建立复合模糊PID 控制。为了更好的解决气流干燥过程控制系统的大时滞、非线性、多扰动等特点,笔者提出了复合模糊PID 的闭环压力控制方案。
1 PVC 气流干燥的模拟
1.1 研究内容
PVC 气流干燥工艺是将经过预加热的空气与PVC 湿物料混合并流,在经过进口泵的加压后进入气流干燥塔中,在塔中大部分水分蒸发出来,然后进入旋风干燥器,利用离心力对物料和气体进行分离,同时使物料水分含量下降到0.3%。为了达到筛选的条件,必须保证一定的压力,使粒径合格的物料流出。达到生产要求的PVC 产品被筛分后进行进一步包装。设计目标是:年产PVC 6 万t,经过干燥后物料出干燥器湿含量为0.003 kg/kg,物料出口温度55℃和平均直径小于105 μm,干燥器进口热风温度150℃,干燥器排气温度60℃。进一步进行计算后,得到工艺设计参数见表1。

表1 工艺设计参数
1.2 模拟过程
如图 1 所示,通过 Aspen Plus,建立 PVC 气流干燥模拟流程。PVC 湿物料和热空气通过泵输送到气流干燥塔,后进入旋风干燥器,进行进一步干燥同时利用离心力对物料和气体进行分离。

图1 PVC 干燥模拟流程
因为在模拟过程中只有水、空气和PVC 3 种物质,所以不需考虑颗粒团聚、水滴成型等情况,采用IDEAL 体系进行模拟计算。
将对应的参数输入Aspen Plus,得到输入和输出参数如表2,得到PVC 的温度为50.34℃,平均直径为101.55 μm,含水量为2.53 g/kg,产品符合生产要求。能耗为2 664.45 kW。

表2 输入和输出参数
1.3 灵敏度分析
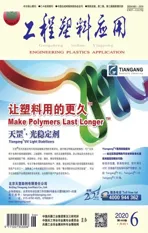
对模拟流程进行灵敏度分析,改变泵的出口压力、空气的质量流量和温度,分析其对能耗、产品温度、产品平均直径和产品湿度的影响,如图2 和图3所示。
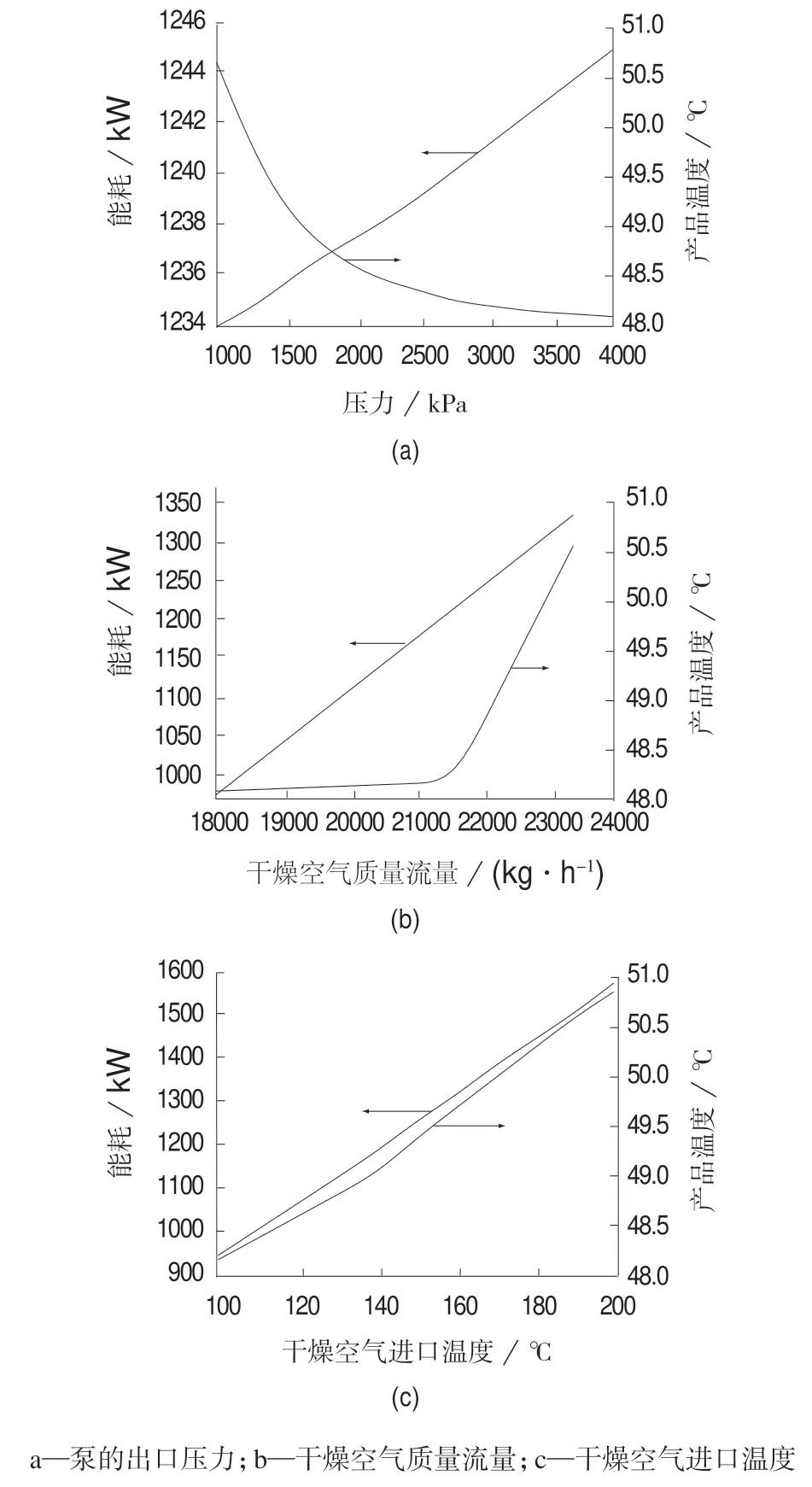
图2 能耗、产品温度的影响灵敏度分析

图3 产品平均直径和湿度的影响灵敏度分析
根据图2 和图3 得出泵的出口压力、空气的质量流量和温度的改变对能耗、产品温度、产品平均直径和产品湿度的影响,见表3。

表3 能耗、产品温度、平均直径和湿度的影响灵敏度分析
2 PVC 气流干燥的控制
2.1 数学模型
设计以进口压力为变量对压力泵进行调节的闭环压力控制系方案,无法建立精准的数学模型,因此在保证有足够的精度前提下,被控对象通常使用一阶传递函数来拟合,传递函数如式(1):

τ为延迟时间,T为系统的时间常数,s为时间,k为放大系数。对PVC 气流干燥塔进行阶跃响应测试,得到τ为 0 s,T为 16 s,取k=1,进口压力反馈系统的数学模型如式(2):

2.2 气流干燥过程的控制模型
利用MATLAB 建立压力控制系统的仿真模型,分别建立PID 控制系统(图4a),模糊控制系统(图4b)和模糊PID 控制系统(图4c)。

图4 三种不同控制方法的控制系统
在整个PVC 干燥过程中,压力控制是关键环节,为了提升产品的质量和加快系统响应速度,采用进口压力为变量对压力泵进行调节的闭环压力控制系方案。根据本设计控制方案,模糊控制器的输入量由干燥塔进口压力误差e及进口压力误差的变化率ec 组成,离散论域均为[–5,5]。模糊控制器的结构如图5 所示。通过调节函数确定权重系数a,b的值,再通过模糊控制器和PID 控制器模糊复合输出作为下级压力的设定值[12–13]。

图5 模糊控制器的结构
根据实际PVC 气流干燥的条件,结合专业人员的工作经验,制定了25 条模糊控制规则,见表4。由于复合模糊PID 控制器不能直接操控被控对象,采用bisector 方法对模糊控制器进行了解模糊化处理。其中NS 表示负小,ZE 表示零,PS 表示正小,NB 表示负大,PB 表示正大。在模糊控制编辑窗口建立以压力泵开度为输出的模型,压力偏差、压力偏差变化率为输入[10–11]。

表4 模糊控制规则表
2.3 模拟与结果分析
对3 种控制模型分别进行仿真实验,得到进口压力系统的响应曲线,如图6 所示。

图6 三种控制模型仿真实验结果
由图6a 可知,单一PID 控制压力曲线波动较大,600 s 后进入稳定状态,响应时间长。由图6b可知,模糊控制压力曲线在400 s 后进入稳定状态,相对稳定但控制精度较低,难以除去控制中的误差。由图6c 可知,模糊PID 控制曲线400 s 后进入稳定状态,进入稳定过程较快,控制品质好,有良好的控制效果。
2.4 控制方案在干扰条件下的对比
在干燥过程中,系统可能受到很多不同来源的干扰,因此系统需要良好的稳定性,快速的纠正。因此通过MATLAB 上的signal builder 模块输入端加入扰动信号。在800~1 000 s 间添加一个扰动信号,得到3 种控制系统的压力变化曲线如图7 所示。
图7 加入扰动的3 种控制模型仿真曲线
通过以上仿真实验可看出,3 种控制方法均是压力曲线在扰动信号发生作用的时间处发生一定的波动。从图7a 可以看出,PID 控制的调节时间长,波动很大,抗干扰的能力差,经过较长时间才再次进入稳定状态。模糊控制(图7b)经过较短调整再次进入稳定状态,波动很大,抗干扰的能力差。模糊PID 控制系统(图7c)进入稳定状态快,响应曲线波动小,控制品质良好。
3 结论
(1)分析了PVC 的气流干燥过程的特点和工艺流程,通过Aspen Plus 仿真PVC 气流干燥的过程,生产合格的PVC,平均直径为101.55 μm,含水量为2.53 g/kg,能耗为2 664.45 kW。以气流干燥原理和工艺流程为基础,得到压力的变化对气流干燥系统具有较大影响。
(2)在MATLAB 的软件中建立了仿真模型,比较了PID 控制系统、模糊控制系统和模糊PID 控制系统对PVC 的气流干燥过程的影响,证明了模糊PID 控制系统有较强的抗干扰能力和良好的稳定性,同时控制品质优良,适合在气流干燥过程控制中应用。