聚丙烯/硬脂酸锌/纳米氧化锌发泡材料的制备
2020-06-20陈立鑫李凤红师岩姜天赐李鹏珍石军鹏刘杰赫雨竹郭林
陈立鑫,李凤红,师岩,姜天赐,李鹏珍,石军鹏,刘杰,赫雨竹,郭林
(沈阳工业大学石油化工学院,辽宁辽阳 111003)
聚丙烯(PP)泡沫塑料具有较好韧性、刚度/重量比、疲劳寿命和热稳定性,是其它热塑性泡沫塑料的理想替代品[1]。因此,PP 泡沫塑料被广泛应用于用于包装、运动器材、工业绝缘产品、汽车零部件等领域[2]。然而,由于PP 基泡沫具有半结晶性、熔体强度低和熔体弹性弱等特性,从而使泡沫的泡孔壁在泡孔生长过程中膨胀破裂,导致PP 难以产生较高泡孔密度,泡孔易发生并泡和塌陷造成较大的泡孔尺寸和泡孔分布不均匀的现象,会影响其力学性能变差[3]。为制备性能较好的PP 泡沫塑料,需要对PP 进行改性。一般采用支化、共混和复合3 种改性方法来提升PP 的发泡性能。在这些方法中,聚合物共混被认为是制备具有所需性能的最可行和最经济的方法,对PP 泡沫塑料的形貌、力学和热性能方面都有一定的改善[4]。近年来,以填料来提升聚合物的性能受到研究者的广泛关注。
对于PP 等半结晶聚合物,填料作为异相成核剂,不仅可以降低填料与聚合物大分子间相互作用形成的成核势垒,而且可以诱导聚合物结晶,并通过改变PP 的结晶行为来影响PP 的发泡性能[5]。
笔者以PP 为基体,纳米氧化锌和硬脂酸锌为填料,采用化学发泡法以及模压成型工艺制备PP/填料发泡材料。分别探究了氧化锌、硬脂酸锌以及不同比例的硬脂酸锌和氧化锌复合填料对PP 发泡材料泡孔形态和热性能的影响。采用注射成型工艺制备力学样条,探究PP/填料发泡材料的力学性能,为研究开发新型PP/填料发泡材料提供参考。
1 实验部分
1.1 主要原材料
PP:PPB4228,中国石油大庆炼化公司;
发泡剂:TA–220,江苏常州托普精细化工厂;
氧化锌:A10195,石家庄龙力化工有限公司;
硬脂酸锌:G1,湖州市菱湖新望化学有限公司。
1.2 主要仪器及设备
双螺杆挤出机:TSE240A 型,南京瑞亚共聚物制备有限公司;
注塑机:HTF90W1 型,宁波海天注塑机集团有限公司;
平板硫化机:XLB–DY 型,青岛华博机械科技有限公司;
密炼机:SU–70C 型,常州苏岩科技有限公司;
电子万能试验机:CMT 型,深圳新三思材料检测有限公司;
差 示 扫 描 量 热 仪:DSC822 型,METTLER TOLEDO 公司;
扫描电子显微镜(SEM):SU8010N 型,日本日立公司。
1.3 PP 发泡材料的制备
(1)模压成型法制备PP 发泡材料。
将PP 和填料按一定质量比放入密炼机中,在温度为190℃,转速为60 r/min 的工艺条件下,将混合物料熔融共混15~20 min;共混后进行剪切造粒,并与发泡剂进行混合;共混后在190℃、保压压力为8 MPa、发泡时间为5 min 的平板硫化机下压制成型,制得材料1#(纯PP)、2#(PP/发泡剂=100/0.2)、3#(PP/发泡剂/硬脂酸锌 =100/0.2/1)、4#(PP/发泡剂/氧化锌 =100/0.2/1)、5#[PP/发泡剂/(硬脂酸锌/氧化锌=6 ∶1)复合填料=100/0.2/1],6#[PP/发泡剂/(硬脂酸锌/氧化锌=5 ∶1)复合填料 =100/0.2/1]和 7#[PP/发泡剂/(硬脂酸锌/氧化锌=4 ∶1)复合填料=100/0.2/1]。
(2)注射成型法制备PP 发泡材料。
将PP 和填料按一定质量比放入双螺杆挤出机中,在筒料温度为170~200℃、喂料速度为2 kg/h、转速为60 r/min 的工艺条件下,进行混合并造粒备用;将发泡剂与混合好的粒料按一定质量比放入注塑机中,在注射温度为185~195℃,注射速度为11.5 g/s,冷却时间25 s,注射压力为75 MPa的工艺条件下,进行注射成型,制备力学样条,其配比与 1#,2#,3#和 4#相同。
1.4 测试与表征
(1) SEM 测试。
采用SEM 对模压样品的微观结构进行观察,将各样品材料进行裁割,选内部适当部分进行液氮淬断,并在断面上喷金以提高其导电性,喷金时间为30 s 左右,放入扫描电镜载样台固定,进行测试得到样品的扫描图像。
泡孔的平均尺寸通过Image J 图像分析软件测量得到,并依据泡孔平均尺寸计算出泡孔密度,泡孔密度按公式(1)计算:

式(1)中:Nc为泡孔密度;ρ为发泡材料的密度;ρp为发泡基体密度;d为泡孔平均直径。
(2)热性能分析测试。
使用差示扫描量热仪进行分析,每次称取样品5~10 mg。首先,在氮气保护下以10℃/min 的速率从20℃升温至200℃,然后维持3 min 以消除热历史,然后继续以10℃/min 的降温速率降至25℃。
结晶度按式(2)计算:

式中:ΔHf为复合材料结晶熔融焓;ΔHθ为相同高聚物完全结晶的熔融热,PP 为190 J/g。
(3)力学性能分析测试。
拉伸性能:采用电子万能试验机,按照GB/T1040.3–2006 对注射样条进行拉伸力学性能测试,设置拉伸速率为50 mm/min,每组样品平均测试3次,取其平均值为测试数据。测试样品的拉伸强度。
弯曲强度:采用电子万能试验机,按照GB/T9431–2008 对注射样条进行弯曲力学性能测试,设置弯曲速率为2 mm/min,每组样品平均测试3 次,取其平均值为测试数据。测试样品的弯曲强度。
2 结果与讨论
2.1 模压成型工艺
(1)不同填料对PP 发泡性能的影响。
采用模压成型制备样条观测泡孔形貌,对于模压发泡成型方法,选择模压发泡须考虑发泡剂的分解温度、分解速度及基体材料的熔融特点。选择合适的加工温度、保压压力和发泡时间对泡孔形貌有着重要的影响。表1 为工艺参数对PP 泡孔形貌影响的描述[6]。

表1 工艺参数对PP 泡孔形貌影响
本实验是在190℃,保压压力为8 MPa,发泡时间5 min 的工艺参数下进行模压发泡,所得泡孔发生并泡的现象较少,泡孔之间有明显的泡孔壁,存在大的泡孔尺寸。此现象表明,在该工艺条件下,熔体对泡孔的包裹能力没有下降,泡孔的生长也未受到影响,能够较好制备出发泡材料。
①不同填料对泡孔尺寸影响。
图1为不同填料填充下PP发泡材料的SEM图。

图1 不同填料下PP 发泡材料SEM 图
通过观察图1a 发现,单纯加入发泡剂并没有呈现出泡孔,这是由于笔者采用模压发泡的成型方式制备PP 样条,在制备过程中,在没有加入分散剂的情况下,发泡剂的分散情况不好,使得发泡材料出现泡孔分布不均匀,所以发泡材料的截面上可能会出现没有泡孔的现象。Zhou Yuhui 等[7]研究了新型无机–有机成核剂对PP 发泡性能的影响,其中探究了单纯加入发泡剂时PP 泡孔的形态。结果表明,单纯加入发泡剂泡孔会呈现不均匀分布。此外,图1a 中能明显观察到一条较大的裂口,说明单纯加入发泡剂,在PP 熔体中可能有团聚现象,泡孔发生并泡和破裂,从而形成大泡孔或者不完整的泡孔结构。图1b 和图1c 通过Image J 图像分析软件对PP发泡材料的泡孔尺寸进行测量,并通过公式(1)进行泡孔密度的计算,得到PP/硬脂酸锌发泡材料的泡孔尺寸为0.254 mm,泡孔密度为1.81×105个/cm3,PP/氧化锌发泡材料的泡孔尺寸为0.1 mm,泡孔密度为4.6×105个/cm3。通过数据和图像分析,加入硬脂酸锌,所制的泡孔尺寸大,但未出现不完整的泡孔,这是由于其润滑性改善发泡剂的分散性,减少团聚现象发生,但对PP 熔体强度无太大的影响,所以泡孔尺寸并未降低。而加入氧化锌比加入硬脂酸锌所制得泡孔要小的多,泡孔尺寸减小了0.154 mm,这是由于纳米氧化锌为纳米无机材料,而纳米无机材料与聚合物之间具有较好的表面黏附性,使得聚合物与纳米无机粒子具有高强度的结合力,从而改善了聚合物的熔体强度和力学性能,发泡时泡孔生长阻力增大,产生小尺寸泡孔[8]。PP 的熔体强度提高,发泡时泡孔生长阻力增大,产生的泡孔不易破裂且泡孔尺寸小。通过这一现象表明氧化锌对PP 发泡材料泡孔尺寸的影响较为显著。
②不同填料对泡孔形貌的影响。
通过图1 的分析,且由前文可知,单纯加入发泡剂泡孔分布不均匀。硬脂酸锌的加入改善了发泡性能,泡孔分散均匀。这可能是由于硬脂酸锌的润滑性导致的,其降低了PP 分子间的内聚能,削弱分子间的相互摩擦,从而降低PP 熔体的黏度,改善发泡剂分散性,产生的泡孔均匀分布[9]。但低黏度会造成气体在发泡过程中难以保持,有核泡孔更容易结合,所以加入硬脂酸锌会观察到泡孔形貌结构不均一[10]。而加入氧化锌后能明显观测到泡孔分布不均匀,这是由于氧化锌不具有硬脂酸锌的润滑性,在PP 熔体中不能较好的分散,从而导致泡孔分布不均匀。总的来说,硬脂酸锌可以起到分散剂的作用,改善泡孔分布情况,而氧化锌能够提高PP 熔体强度,降低泡孔尺寸。
(2)复合填料对PP 发泡性能的影响。
①复合填料对泡孔尺寸的影响。
在研究硬脂酸锌和氧化锌对PP 发泡材料的形貌影响的基础上,又探究了硬脂酸锌和氧化锌在不同比例下对泡孔形貌的影响。图2 为不同比例的硬脂酸锌/氧化锌复合填料下PP 发泡材料的微观形貌 SEM 图。

图2 不同比例硬脂酸锌/氧化锌复合填料下PP 发泡材料SEM 图
通过Image J 图像分析软件对PP 发泡材料的泡孔尺寸进行测量,并通过公式(1)进行泡孔密度的计算,得到比例为6 ∶1 时发泡材料泡孔的平均直径为0.414 mm 左右,密度为1.11×105个/cm3,比例为5 ∶1 时发泡材料的泡孔的平均直径为0.242 mm 左右,密度为 1.9 ×105个/cm3,比例为4 ∶1 时发泡材料泡孔的平均直径为0.184 mm,密度为2.5×105个/cm3。通过对比泡孔的尺寸,我们发现随着氧化锌的比例增大,泡孔的尺寸减小。这可能是由于氧化锌的含量增大,增加了树脂与颗粒之间的界面结合力,也就是增强了PP 的熔体强度。较强的熔体强度可以抑制泡孔生长,从而泡孔尺寸减小。与单纯加入硬脂酸锌相比,在硬脂酸锌和氧化锌比例为6 ∶1 时,泡孔尺寸是增大的,这可能是在硬脂酸锌的基础上,加入少量的氧化锌增加了成核点位,有更多的气泡核产生,在一定的熔体体积内,会发生并泡现象,导致泡孔尺寸增大。而比例为5 ∶1 和 4 ∶1 时,泡孔尺寸是减小的,这可能是由于随着纳米氧化锌含量的增加,大量泡孔同时成核,泡孔壁发生应变硬化效应,并且氧化锌会发生取向,使泡孔壁的强度提高,泡孔生长受阻,从而泡孔尺寸减小[11]。与单纯加入氧化锌相比,任何比例的复合填料,泡孔尺寸都是增大的,这是由于复合填料中氧化锌含量低于单纯加入氧化锌的含量,对于PP 熔体强度的提升幅度小,所以泡孔尺寸较大。因此,通过对复合填料的探究,其泡孔尺寸介于单纯加入硬脂酸和氧化锌之间。
②复合填料对泡孔形貌的影响。
通过对图2 的观察,对于泡孔的形貌而言,当比例为5 ∶1 时,泡孔的形貌大小不均一。这可能是由于在熔融共混时,硬脂酸锌与PP 熔体形成均相结构,导致脂肪酸盐提供的成核点较少,再加上此时氧化锌的含量较低,从而无法引导气泡进入势能低的两相界面,结果材料断面泡孔大小不一[12]。对于泡孔分布而言,当比例为6 ∶1 时分布最为均匀,这是由于在硬脂酸锌的润滑作用下,氧化锌能够有序分布,但随着氧化锌含量的增多,相应的硬脂酸锌含量的减少,PP 熔体黏度增大,使其分散性变差,从而影响泡孔的分布。通过与单一填料相比,复合填料的泡孔形貌明显更好。
(3)不同填料对PP 发泡材料的热性能影响。
①不同填料对PP 发泡材料的结晶性能影响。
图3 为不同填料下PP 发泡材料的结晶性能DSC 曲线。表2 为不同填料下PP 发泡材料的结晶性能参数。

图3 不同填料下PP 发泡材料的结晶性能DSC 曲线

表2 不同填料下PP 发泡材料的结晶性能参数
图3 和表2 为PP 发泡材料的结晶性能,结晶度由公式(2)计算得到。通过分析可知,与纯PP 相比,单纯加入发泡剂和加入硬脂酸锌,PP 发泡材料的结晶峰向左移,结晶温度减小。对于单纯加入发泡剂而言,通过图2 发泡剂的分散性可知,发泡剂在发泡过程中,并未完全分解,残留的发泡剂阻碍了PP 分子链的平移重排,影响分子链的规整性,所以导致PP 的结晶温度下降[13]。硬脂酸锌的加入,PP 发泡材料的结晶温度下降更为明显,大约下降了12℃,说明硬脂酸锌的加入明显推迟了PP 结晶开始过程,硬脂酸锌并未促进晶核的形成,阻碍了晶核的形成速度。这可能是由于小分子与高分子链产生界面粘结的作用,抑制晶核的形成,从而使得高聚物结晶温度下降[14]。而氧化锌的加入与硬脂酸锌以及单纯加入发泡剂不同,结晶峰向右移,结晶温度有所提升,表明氧化锌的加入提高了PP 的结晶能力,起到促进结晶的能力。这是由于氧化锌能够提供大量的成核点位,起到异相成核作用,减弱了成核的能垒,从而使得PP 在高温下进行结晶[15]。(Tonset-Tp)为起始结晶温度与峰值温度的差值,可以直观的反映出结晶的速度,差值越小,结晶速度越大[16]。通过表2 分析可知,单纯加入发泡剂时,PP 的结晶速率最大,但由于发泡剂的存在阻碍了PP 结晶,使得PP 在较快的结晶速率下,结晶不够完善,结晶度降低。加入硬脂酸锌后,结晶速率最慢,在PP 结晶过程中,会有更长的平移重排的过程,PP 结晶会更加充分完善,从而结晶度有所提升。在发泡过程中体系可能会有更长的气泡定型过程,使气泡生长过程更长,进而产生更大的泡孔直径[17]。这也验证了图1 加入硬脂酸锌会导致大泡孔的产生。对于氧化锌的加入,结晶速率较纯PP 有所提高,这是由于纳米氧化锌的尺寸小,表面活性大,起到异相成核作用,从而结晶速率快。并且氧化锌的起始结晶温度比纯PP 的高,一般认为聚合物材料的热结晶温度越高,结晶速度越快,材料的结晶性能也越好,所以结晶度有所提高[15]。
②不同填料对PP 发泡材料熔融性能的影响。
图4 为不同填料下PP 发泡材料的熔融性能DSC 曲线。表3 列出不同填料下PP 发泡材料的熔融性能参数。

图4 不同填料下PP 发泡材料的熔融性能DSC 曲线

表3 不同填料下PP 发泡材料的熔融性能参数
通过分析图4 和表3 可知,与纯PP 相比,发泡材料的熔融温度都有所降低。对于单纯加入发泡剂而言,这可能是由于发泡剂对PP 的结晶有所影响,使得PP 发泡材料的结晶不完善,因而使得PP 熔融需要更少的能量,在较低的温度下就能熔融。对于硬脂酸锌而言,这可能是由于硬脂酸锌影响了PP的结晶晶型,形成少量的其他晶型,导致熔融温度的下降。对于氧化锌导致熔融温度的下降。这可能是由于氧化锌在诱导PP 结晶时,形成的晶体尺寸小且均匀。此外,氧化锌使PP 的熔融起始温度提高,表明熔体中残存晶核较少,导致熔融温度下降[18]。
(4)复合填料对PP 热性能的影响。
①复合填料对PP 结晶性能的影响。
图5 为不同比例的复合填料下PP 发泡材料的结晶性能DSC 曲线。表4 为不同比例的复合填料下PP 发泡材料的结晶性能参数。
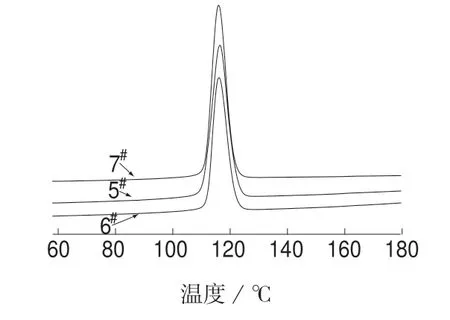
图5 不同比例的复合填料下PP 发泡材料的结晶性能DSC 曲线

表4 不同比例的复合填料下PP 发泡材料的结晶性能参数
图5 为复合填料对PP 发泡材料的结晶影响,从图中可以看出,改变硬脂酸锌和氧化锌的比例,PP 发泡材料的结晶温度和结晶峰位置变化不大。从表4 中可以看出,三者之间结晶速率变化不是十分明显,但是结晶度存在显著的差异。在硬脂酸锌与氧化锌的比例为5 ∶1 时,其结晶度为42%,明显小于6 ∶1 时的55%和4 ∶1 时的53%。这可能是此时的纳米氧化锌与PP 产生了相互竞争的关系:一是氧化锌的异相成核作用,促进结晶;二是阻碍高聚物分子链或链段运动的作用,抑制结晶。此时对PP 分子链扩散的阻碍作用大于异相成核作用,表现为抑制结晶[19]。随着氧化锌的含量增加,能够清楚地观察到结晶度是降低的,比例为4 ∶1比6 ∶1 结晶度下降了2%,但较5 ∶1 变化幅度小。这可能是由于氧化锌含量的增大,会阻碍PP 大分子链有序进入到晶格中,导致结晶度降低[20]。通过与图3 对比发现,复合填料与单纯加入某一种填料,PP 发泡材料的结晶性能变化不同。与单纯加入氧化锌相比,复合填料的结晶峰位置和结晶温度均向低温方向移动,这可能是复合填料的结晶速率减小,导致PP 分子链克服成核的能垒做规则排列的时间长,需要在更大的过冷度才能结晶,因此,只能在较低的温度下才能开始结晶。同时,在较低温度下分子链活动性较差,结晶不完善程度增大,因此,结晶度降低[21]。而与单纯加入硬脂酸锌相比,结晶峰位置和结晶温度向高温方向移动,说明复合填料使PP分子链的迁移率增大,结晶速率增大,在较高的温度下就能形成晶核,所以结晶温度较高。而且结晶温度高会导致PP 分子链运动较快从而不能更好地进行有序排列,所以结晶度降低[20]。
②复合填料对PP 熔融性能的影响。
图6 为不同比例复合填料下PP 发泡材料的熔融DSC 曲线。表5 为PP 发泡材料的熔融性能。
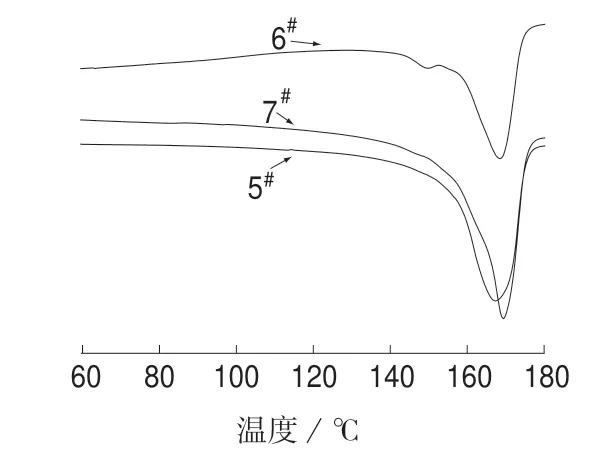
图6 不同比例复合填料下PP 发泡材料的熔融DSC 曲线

表5 不同比例复合填料下PP 发泡材料的熔融性能参数
通过分析图6 和表5 发现,随着氧化锌的含量增大,熔融温度也随之升高,这可能是由于氧化锌的含量增加,PP 熔体中未熔晶体的分子活动性增强,分子更容易重排而形成完善程度更好、熔点更高的晶体,故熔融温度升高[22]。但熔体温度变化不大,与单纯加入氧化锌和硬脂酸锌基本相同,熔融温度均在168℃左右。
2. 2 注射成型工艺
笔者采用注射成型制备样条测试力学性能,对于注射成型方法,选择合适的注射压力、注射速度、冷却时间和发泡温度对发泡样条和泡孔的形貌有着重要影响。表6 为工艺参数对PP 发泡材料的样条和泡孔形貌的描述[23]。
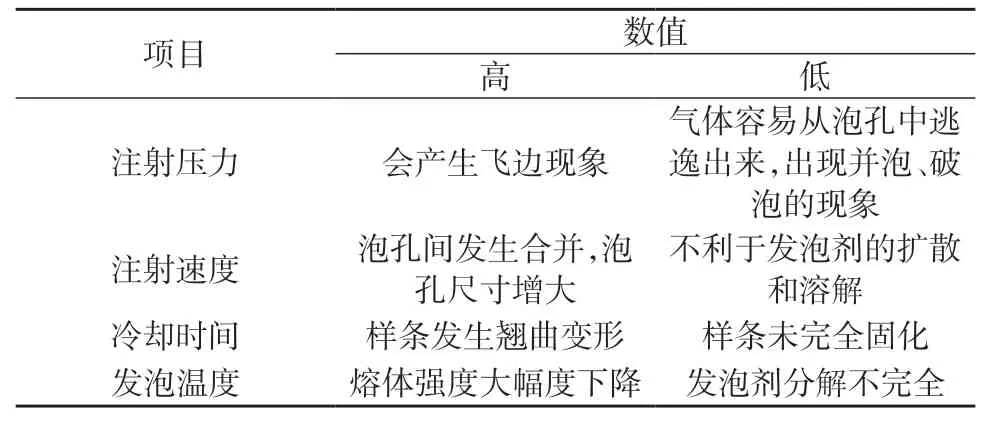
表6 工艺参数对PP 发泡材料的样条和泡孔形貌的描述
探究单一填料对PP 发泡材料的力学性能影响。在发泡温度为170~200℃、保压压力为75 MPa、加工时间为25 s,转速为60 r/min 的工艺条件下进行注射成型,所得样条没有发生翘曲变形,样条飞边现象并未发生,未对样条表面的厚度产生影响,这些现象表明,此工艺条件下,制备出的力学样条非常适于进行力学性能的测试。
①不同填料对PP 发泡材料拉伸性能影响。

图7 不同填料在PP 发泡材料中分散性SEM 图

图8 不同填料下PP 发泡材料的拉伸性能
通过分析图8 PP 发泡材料的拉伸性能发现,PP 发泡材料较纯PP 材料拉伸强度下降。对于单纯加入发泡剂的PP 发泡材料,其有最低的拉伸强度为11.24 MPa,通过观察图7 PP 发泡材料的分散度,能够清楚观察到有较大的颗粒附着在PP 熔体中,其颗粒为发泡剂。这可能是由于发泡剂在有效的时间内,发泡剂分解并不完全,导致有残留的发泡剂颗粒存在于PP 熔体中。这些残留的发泡剂颗粒在受外力的作用下,应力不能充分转移,承载载荷的能力下降,从而导致拉伸强度下降[24]。另一方面,泡孔孔径大,泡孔分布不均匀,孔壁对载荷的分散作用小,裂纹在泡孔之间扩展较快,也会导致拉伸强度下降[25]。加入硬脂酸锌后,PP 发泡材料的拉伸强度有所提高,但提升幅度不大。通过观察其分散性以及泡孔的结构,这可能是两个原因造成的。一方面,硬脂酸锌作为润滑剂的存在降低了PP 分子间的相互作用,从而有利于聚合物分子链的相对滑动和旋转,促进熔体流动,使得发泡剂分散性得到改善,防止了发泡剂团聚现象的发生,从而制得均匀分布的泡孔结构[26]。另一方面,硬脂酸锌具有活化发泡剂的作用,并且通过路易斯酸碱配位理论进行分析,硬脂酸锌为离子化合物,活化效果好,使得发泡剂产生大量气体,造成泡孔尺寸增大,导致有效承载面积减小[27]。对于加入氧化锌而言,氧化锌也具有活化发泡剂的作用,但氧化锌为共价化合物,氧化锌比硬脂酸锌的配位作用弱的多,导致发泡剂发气量相比于硬脂酸锌提高较少[27]。而且氧化锌能够改善聚合物分子间结合力,提高PP 的熔体强度,使得发泡过程中,泡孔生长受阻,形成尺寸小的泡孔。对于PP发泡材料的拉伸强度,由于泡孔尺寸小,泡孔所占材料的比例减小,孔与孔之间的间距增加即孔壁增厚,拉伸过程中将用更多的PP 基体来抵抗外力形变使得拉伸强度增加,所以氧化锌的加入能明显提高PP发泡材料的力学性能[28]。
②不同填料对PP 发泡材料的弯曲性能影响。
图9 为不同填料下PP 发泡材料的弯曲性能。

图9 不同填料下PP 发泡材料的弯曲性能
从图9 可以看出,加入硬脂酸锌和氧化锌,PP发泡材料的弯曲强度有所提高,尤其是加入氧化锌,提高了5.87 MPa。造成这一现象可能是由于孔径存在差异,分解气体量相对较少,闭孔率高、孔径小,含有大量细小且较均匀的泡孔,这些细小泡孔能够钝化高聚物中的微小裂纹扩展,在外力作用下微孔周围可引发大量银纹和剪切带,吸收能量以达增韧效果,承载能力加强,提高了复合材料弯曲强度[29]。而加入硬脂酸锌,发泡材料泡孔孔径大,复合材料的弯曲强度本应该下降,但硬脂酸锌的润滑性提高了PP 分子间的相对运动能力,在承受外力时,基体材料能够保持良好的连续性,表面附近熔体内部的分子链沿流动方向发生取向,从而对基体也起到一定增强作用,提高了弯曲强度[9,26]。此外,单纯加入发泡剂的发泡材料弯曲强度大幅下降,正如图2 所示,发泡不均匀,泡孔孔径的大小不一,存在团聚粒子,使得在受力后,孔壁对载荷的分散作用差,复合材料在力的作用下每个方向的变形不均匀,大尺寸泡孔附近容易产生应力集中,材料承受载荷的能力下降,导致复合材料的弯曲强度差[30]。
3 结论
(1)模压成型法制备的PP/单一填料的发泡材料中,硬脂酸锌可以起到分散剂作用,改善泡孔分布情况,而氧化锌能够提高PP 熔体强度,降低泡孔尺寸。且硬脂酸锌的缓慢结晶速率,使PP 发泡材料的结晶度得到提高,晶核的形成完善,但熔融温度有所降低。而纳米氧化锌发挥了异相成核作用,增加了PP 发泡材料结晶度,熔融温度也存在下降现象。
(2)模压成型法制备的PP/复合填料发泡材料,经检测其泡孔尺寸介于单纯加入硬脂酸锌和氧化锌之间,复合填料的泡孔形貌较单一填料明显更好。但在结晶行为方面,复合填料的结晶度有所下降,尤其在5 ∶1 时发生了竞争关系,结晶度大幅度下降,而在熔融行为方面几乎没有变化,熔融温度保持在168℃左右。
(3)采用挤出注射成型工艺,并研究了单一填料对PP 发泡材料的影响,加入硬脂酸锌后,PP 发泡材料的拉伸强度和弯曲强度略有增加。加入氧化锌可增加PP 熔体强度,使得PP 发泡材料的泡孔尺寸变小,泡孔密度增大。受力时,孔与孔之间的孔壁能够承受更大的外力变形,从而PP 发泡材料的拉伸强度和弯曲强度明显增大。
(4)根据所需产品的性能和形状要求可选择模压或者注射成型工艺。模压成型法制备的PP 发泡材料泡孔尺寸小且相对均一,泡孔之间有明显的泡孔壁,泡孔发生并泡的现象较少,并且操作简单,便于控制。而挤出注射成型工艺制备的PP 发泡材料,填料在基体中分散均匀,测试标准样条尺寸稳定性好,力学性能好,可成型复杂形状的发泡产品。
