乏燃料升降斗直流控制器故障处理
2020-06-15靳瀚博
靳瀚博,苟 海
(中核核电运行管理有限公司,浙江嘉兴 314300)
0 引言
秦山核电三期是从加拿大引进的70 万重水堆机组,具有不停堆换料的特点,乏燃料升降斗在换料过程中起到承载乏燃料并将其运至水下的任务。在机组运行过程中,直流控制器会出现速度偏离设定、控制器失效等故障,笔者曾经处理3 次乏燃料升降斗控制器的故障。升降斗为半圆槽形,若升降斗驱动失效,则存在乏燃料棒束失去冷却而熔毁的风险,因此制定切实可行的解决方案,对燃料操作系统的安全稳定运行具有重要意义。
1 直流控制器工作原理
乏燃料升降斗电机的直流调速系统包括两部分,励磁并联的直流电机和单项全波可控硅(SCR)控制器。直流调速控制原理是利用晶闸管正向阻断和触发导通特性,完成直流电机的正反向旋转控制;电机快、慢速是通过集成电路中调节电位计,控制直流调速器的直流输出电压来实现。直流控制器输入为AC 240 V,通过内部电路转换为0~180 V 直流电压施加在电机与电机励磁绕组。电机运行速度可以通过控制器上的电位计进行调节,可以实现正负IR(电感式电压调整器)补偿调整、最大速度调整、最小速度调整、输出力矩调整以及线性加速、减速调整等。
2 乏燃料升降斗直流控制器故障分析
在燃料操作系统卸料过程中,乏燃料系统升降斗经常出现驱动失效现象,表现为升降斗突然停滞于一固定位置,程序出现中断,升降斗动作指令CELL 失效,主控换料盘台CRT 报警“DRIVE STUCK”。这种情况刨除机械设备,如刹车抱死等原因外,绝大多数是升降斗直流电机控制器故障导致。
2.1 驱动回路故障
直流控制器的A1 与A2 端子直接控制电机电枢,F+与F-端子直接连接电机的励磁绕组。在正常工作中,励磁电流范围是0.89~1.06 A,电枢电流在2~3 A。电机的励磁与电枢电流会随着工作时间及温度的变化而变化。根据电机绕组发热量公式,Q=I2Rt,I=U/R,其中,I 是经过线圈的电流,R 是线圈电阻,t 是通电时间。可知,在绕组型号(即R)和运行时间(t)不变的情况下,经过线圈的电流决定了线圈的发热量。同时若电流(I)不变,运行时间t 越大,则发出的热量越多。由于乏燃料升降斗直流控制器长期带电的工作方式,导致励磁绕组长期以加电方式运行,励磁绕组温度升高,电阻降低,绝缘加速老化,从而过流或短路,烧毁直流控制器。
励磁绕组的电阻偏小或烧毁后在直流控制器上的直观表现就是控制器(A1,A2)两个端子之间的电流持续增大,或控制器励磁控制回路中的5FU 石英保险丝(250 V、5 A)烧毁。另一直观表现就是断电后从控制器端(A1,A2)两个端子测量电机励磁电阻异常偏小。
2008—2018 年,励磁绕组的阻值持续呈下降趋势(表1),尤其是2015 年测得的134.6 Ω 与2018 年测得的114.08 Ω 偏差较大。但未引起注意并采取干预措施,这种情况存在电机励磁绕组烧毁或乏燃料升降斗失去动力的风险,由此可见升降斗直流控制器持续带电运行存在的弊端。
2007 年5 月22 日,秦三厂一号机组换料盘台操纵员在下降乏燃料升降斗时,发现刹车释放指示灯点亮,但升降斗无法下降。检查发现控制器保险丝烧毁,检查电机励磁电阻为25.8 Ω,电枢电阻为11.7 Ω,严重偏离维修手册中规定的200~500 Ω,电枢电阻0.3~1 Ω 的标准。后续现场维修人员发现电机励磁线圈烧毁。
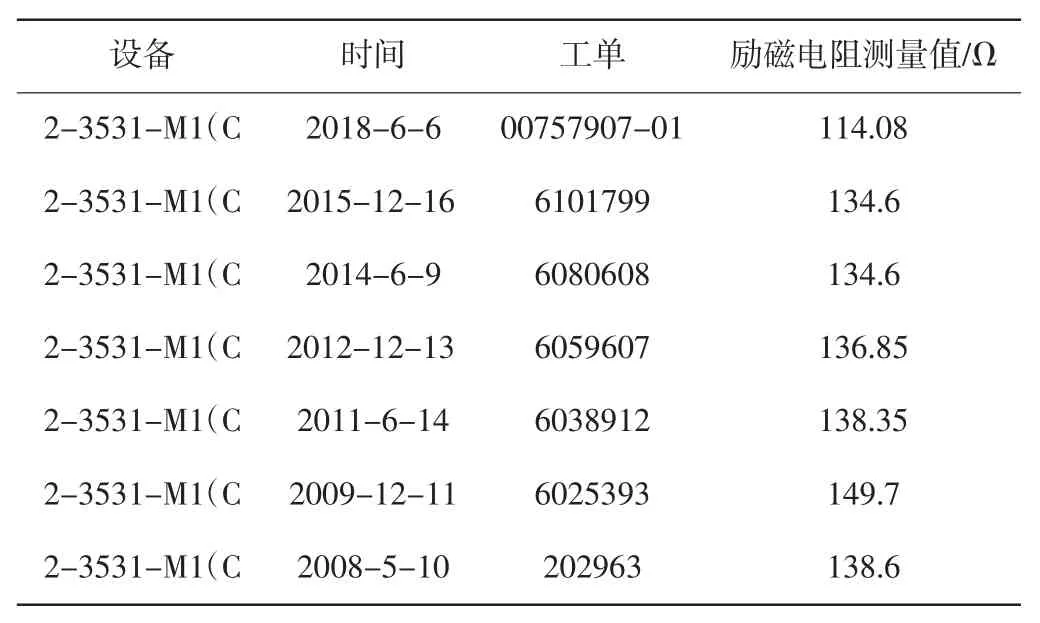
表1 电机励磁电阻变化
2.2 直流控制器内部故障
乏燃料升降斗直流控制器主要功能是控制升降斗上升及下降速度,速度通过直流控制器上的两个电位计(MAX、MIN)调节。在秦三厂实际使用工况中,升降斗在保证输出电压小于DC 180 V 的情况下,实际速度是高速在200~228 mm/s,低速在30~50 mm/s。若速度调节超过范围或电位计漂移导致升降斗速度异常,则会导致换料盘台自动指令失效或升降斗轴编码器位置指示出现异常。
3 优化措施
通过各种手段的优化,延长升降斗直流控制器及其驱动电机的使用寿命,减少甚至杜绝其失效次数,有利于提高设备可靠性与燃料操作系统的可用性,避免系统失效。
3.1 改变升降斗电机直流控制器的工作方式
乏燃料系统升降斗电机控制器长期带电是影响电机及直流控制器使用寿命的一个重要因素。电机运行过程中,直流电机励磁绕组如果失电将导致电机速度快速增加。保证励磁绕组可靠带电是乏燃料卸料安全的重要保证。
(1)采取在燃料操作系统启用时对控制器送电,系统停止服役时断电的工作方式,减少直流控制器与电机带电工作时间。
(2)对现有系统进行改造,修改乏燃料升降斗电机控制器送电逻辑,尽量降低电机励磁绕组带电时间。实现用时励磁线圈和电枢绕组加电,使用完毕后励磁线圈自动断电的目的,需要在换料工艺序列控制信号中查找两种合适的开关信号输出点,一种满足在电机每个运转工序前状态会发生切换的条件,另一种满足每次电机完成运转工序后状态会发生切换的条件。将这两种信号输出点加入控制逻辑电路,用于控制继电器CS8 给电机控制器加电,实现随用随开,随停随关。避免发生电机不运行但长时间给励磁线圈上电的情况。
针对此项,已完成变更,在不改变升降斗功能的前提下,替代原系统中使用的直流控制器,通过控制回路部分接线进行更改,使新控制器的输出参数满足乏燃料升降斗运行功能的要求。在供电回路利用新增CB 作为励磁和电枢的通断电开关。同时在直流控制器L1 与L2 之间加入继电器RL59,在盘台上增加手动开关CS8 作为控制继电器RL58 的开关,让RL58 与RL59行程逻辑连锁。当供电回路CB 闭合,需手动闭合CS8,使Rl58继电器通电,进而使RL59 得电才可以使直流控制器带电工作,实现随用随开,随停随关。
3.2 定期检查电机
定期对电机的检查工作也是必不可少的,可采取定期测量电机定子和励磁绕组电阻值,以及工作电流的方式,直接监测电机健康状况,消除电机和直流控制器烧毁的风险隐患。当直流控制器烧毁或保险丝烧毁时,应同步考虑是否为电机故障所致,避免因电机故障而重复烧毁直流控制器的风险。
3.3 合理调节升降斗速度
升降斗在动作时,由于升降斗本身为重型设备(约270 kg),将MIN、MAX 两电位计固定后,这两种高速和两种低速之间会有略微差别。升降斗低速上升靠近上限位时,速度应略靠近下限值(尽量靠近30 mm/s),防止因升降斗过快而引发升降斗到达上限位后的轴编码器指示偏差或指令失效,低速下降在速度范围区间内即可。
4 结论
本文介绍升降斗直流控制器的运行原理及在运行中常见的升降斗失效、升降斗驱动电机烧毁等故障。通过分析其具体原因,证明直流控制器长期供电的工作方式及直流控制器调速不当的弊端,提出对控制回路进行改造、合理调速等一系列优化措施,有效提高了燃料操作系统的可用性、安全性,对乏燃料升降斗直流控制器及其回路的检修提供了技术支持。
