CRH2E 型动车组内装拆卸工艺优化
2020-06-15吴小旺
杨 浩 王 浩 吴小旺 赵 坤
(中车青岛四方机车车辆股份有限公司,山东 青岛266111)
1 概述
CRH2 型动车组作为我国市场占有率最高的动车组,以其众多的优点获得了广泛的认可。而其中长编组卧铺动车组(又称为CRH2E 型动车组)作为我国第一款卧铺动车组受到了广泛的关注。由于改造的原因或是检修的需要,有时需要对内装设备进行拆卸,而CRH2E 型动车组由于结构与其它类型动车组的差异,导致内装拆卸时可能遇到较大的难度,需要较大的拆卸范围,带来拆装周期的增长,影响最终的检修周期。
2 CRH2E 型动车组内装结构简介
CRH2E 型动车组头、尾车及餐车均为座车,其它中间车结构基本相同,如图1 所示,一位端为通过台及配电柜。
中部为十个包间,每个包间分为左右、上下四个卧铺。十个包间均靠一侧侧墙,并排布置,从一位端到二位端依次编号为一、二、三、……、十号包间。包间门前为大走廊,作为从一位端到二位端的行走通道。
二位端为盥洗室、卫生间、水泵室(或电开水炉)、配电柜等设备件。

图1 中间车布置
CRH2E 型动车组内装结构紧凑,布局合理。但遇上重大改造,需要对内装进行拆卸时,拆卸范围往往较大,拆装周期也较长,不利于检修工作的开展。
3 内装拆卸工艺优化
3.1 包间间壁拆卸工艺优化
由于某些改造的需要,需要拆卸几个包间的地板,因此该些地板上的包间设备需拆除。包间设备诸如卧铺、茶桌、包间拉门、顶板、墙板等,均可以拆卸后通过大走廊穿过内端门、外端门运出。而将相邻的两个包间隔开的T 型间壁(如图1所示)由于尺寸较大,其横向尺寸为2200mm×1990mm,纵向尺寸为1325mm×1990mm,而内端门尺寸为720mm×1940mm,外端门尺寸为820×1910mm。无论以怎样的倾斜角度放置,T 型间壁都无法穿过内端门和外端门下车。
所以,若想T 型间壁顺利下车,须先拆卸二位端部几乎所有设备及活端墙,再从二位端向一位端依次拆卸各包间间壁及内部设备,一直拆到要下车的包间,该包间的T 型间壁才能顺利从二位端下车。显然这样拆卸范围太大,拆卸、安装的周期太长,会影响整车的检修周期。实际上,在CRH2E 动车组新造时,所有T 型间壁先从二位端部先上车安装,然后二位端部设备(包括蹲便间、座便间、盥洗室等)再上车安装,最后安装二位端活端墙。
所以,在包间拆卸范围不大的情况下,T 型间壁下车非首选,而是应在车内合理放置。T 型间壁车内放置必然占用空间,所占用空间内的车内设备须拆除。所以T 型间壁需要在车内合理放置,以便尽可能小的占用空间。
以4 个T 型间壁放置为例,一般的放置方式为⊥⊥⊥⊥,如图2 所示,占用空间还是较大。
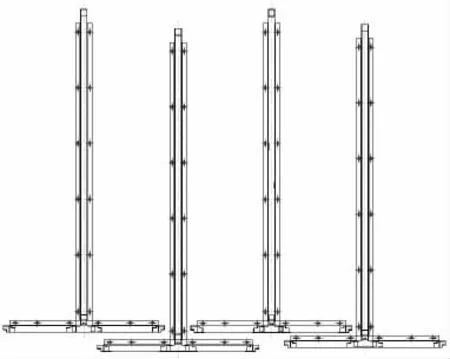
图2 优化前放置方式
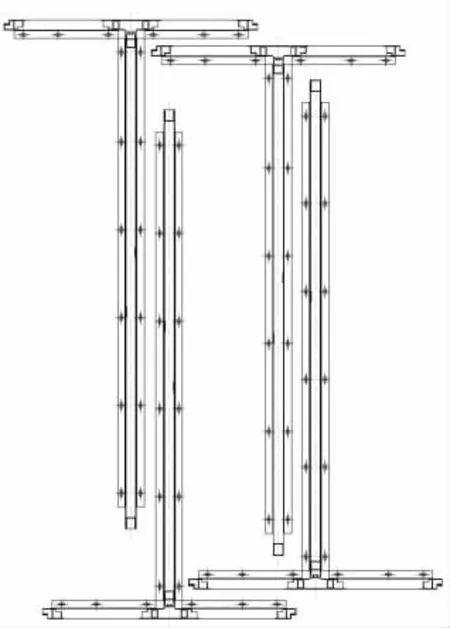
图3 优化后放置方式
若改为优化后的放置方式,即⊥T⊥T,如图3 所示,通过比较,采用优化后的放置方式能减少约1 个间壁宽度的占用空间。拆卸的包间T 型间壁越多,采用优化后的放置方式后,节省的占用空间越多,额外的内装拆卸就越小。
3.2 二位端部设备拆卸工艺优化
二位外端门口处地板由于位置的特殊性,易损伤,更换时需要先拆卸二位端局部设备。由于二位端空间有限,端部设备难以移动。一般解决办法是拆卸活端墙,将端部设备下车。但拆卸活端墙难度较大。一方面需要天车配合。所以若是在没有天车的厂房内,活端墙是无法进行拆卸的;另一方面活端墙与车体贴合处边缘涂打了密封胶,密封胶难以清除,给活端墙拆卸造成很大的困难。使用撬棍并配合钢垫板后,活端墙能够拆卸,但活端墙的变形是难免的,表面油漆也会受到破坏,安装前需要重新经过复杂的调平处理,并对活端墙重新喷漆。
优化的思路为,不拆卸活端墙,拆卸9 号、10 号包间,包间设备下车,包间间壁在车上移动,尽量留出空间,然后分别拆卸二位端盥洗室、卫生间,将盥洗室、卫生间尽量往9 号、10 号包间方向移动并合理放置(如图4 所示),就能实现在不拆卸活端墙的情况下,对端部地板进行更换。
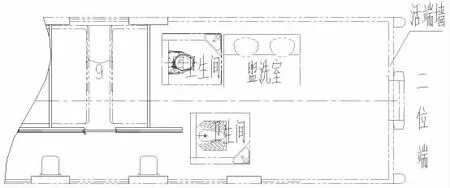
图4 优化后二位端部拆卸
3.3 一位端部地板拆卸工艺优化
一位端第1 块地板出现损坏需要更换时,就须要对一位端部第1 块地板进行拆卸。从一位端向二位端,地板边缘为依次叠压的结构。因为第1 块地板边缘被第2 块地板压住(如图5 所示),所以考虑从第1 块地板靠外端侧用撬棍掀起。但施工时发现,外端骨架上伸出的角铝阻碍了地板的掀起,导致地板无法从该端撬起。
而若先拆卸第2 块地板,再拆卸第1 块地板就变得容易。但拆卸第2 块地板前,拆卸第2 块地板上设备件较为麻烦,因为需要拆内端门、内端门框间壁等较多的内装件,费时费力。所以这种方案是不经济的。
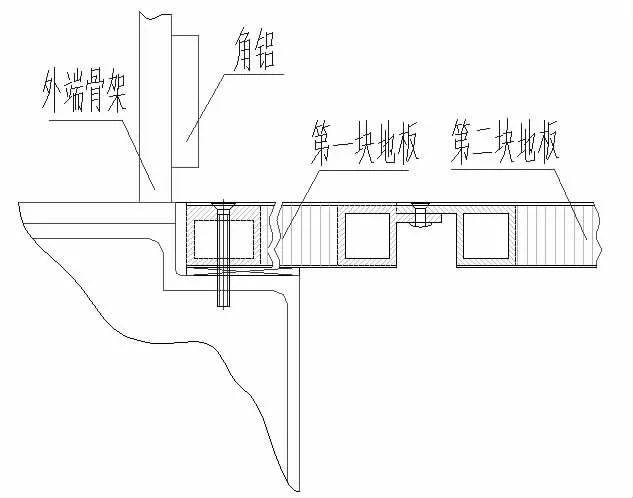
图5 一位端地板结构
工艺优化:拆卸第1 块地板前,先切割外端骨架上的角铝,从外端处即可撬起地板,从而避免了拆卸第2 块地板。
4 结论
CRH2E 型动车组作为结构特点特别鲜明的一种车型,在内装拆卸时也与其它车型存在较大的差异。通过拆卸工艺优化,能有效减少拆卸范围,提高检修的效率。
作者简介:杨浩(1984-),男,安徽桐城人,中车青岛四方机车车辆股份有限公司工程师,主要研究方向为动车组内装检修工艺。