冷弯免酸洗钢LW235-TS氧化铁皮控制技术研究
2020-06-11王朋飞
王朋飞
(唐山不锈钢有限责任公司, 河北 唐山 063100)
我国“十一五”规划《科技中长期发展纲要》提出“将单位国内生产总值能源消耗降低20%,主要污染物排放总量减少10%的目标值”的约束政策,意味着加强了对钢铁制品生产酸液使用的限制,目的是发展低能耗、绿色加工型钢铁制品。基于紧跟时代政策的转变,不断促进钢铁企业,汽车原料行业进行技术研发,生产工艺调整,根据用户需要,在热轧过程中通过合理调整工艺参数以生成不同厚度不同结构的氧化铁皮,可达到“减酸洗”甚至“免酸洗”的目的。
免酸洗钢主要特点是通过调整合金成分、控制轧制工艺,在减少酸洗环节的情况下,使得钢铁产品表面质量提高,具体通过改善氧化铁皮结构,抑制红色氧化铁生成,促进黑色氧化铁皮。黑色氧化铁皮可提高附着力、降低厚度,正价塑性、柔性,确保后续辊压、冲压过程中氧化铁皮不脱落,保证产品表面质量。因此大多数企业通过免酸洗钢的开发逐步实现了汽车钢产品结构的调整。
唐钢不锈钢1 580 mm 线热轧产线的产品多样、用途广泛,其中部分产品因使用原因需要进行酸洗。热轧产品均存在着表面氧化铁皮,氧化铁皮的厚度和结构是影响后续酸洗工序的主要因素之一,在氧化铁皮控制得当的情况下,对表面要求较高的产品可以实现“减酸洗”,对表面要求相对低的产品可以实现“免酸洗”。为了降低全流程生产总成本,实现与客户的利益共赢,唐钢1 580 mm 热轧线在现有产品的基础上进行了调整和优化。
1 氧化铁皮的形成机理及主要影响因素
1.1 形成机理
热轧钢卷或钢板表面冷却过程会形成一层氧化铁皮结构,该结构分三部分,由内到外依次是,相对致密红色铁皮,化学组成为Fe2O3;光滑无裂纹的黑色铁皮,化学组成为Fe3O4,比较致密且不宜破坏;最里层是质地松软蓝灰色铁皮,外力作用下易碎易剥落的FeO,与基体相接触。在热轧产品在酸洗工序生产时,分解难易程度排序为:Fe2O3→Fe3O4→FeO。因黑色铁皮具有较好的附着力,在后续辊压或冲压过程中不易在外力作用下发生剥落而造成表面缺陷,一次希望控制较大比例的黑色铁皮结构,因此黑色铁皮结构热轧板带产品在使用过程中表面铁皮不易变形、脱落,可省略酸洗工序,节省成本,提高效益,同时有助于提高镀漆层的附着力。免酸洗钢通常在氧化铁皮结构控制方面要求w(Fe3O4)达80%左右,氧化铁皮厚度控制在12 μmm 以下[1]。
连铸坯热轧过程中氧化铁皮形成及变化过程为在高温状态下,钢带表面氧化生产铁氧化物,具体结合不同的加热制度、水冷制度、冷却制度及缓冷制度,综合作用下氧化铁皮形成长大最终稳定存在于带表面。热轧过程钢板钢带表面铁皮的产生及发展如图1。
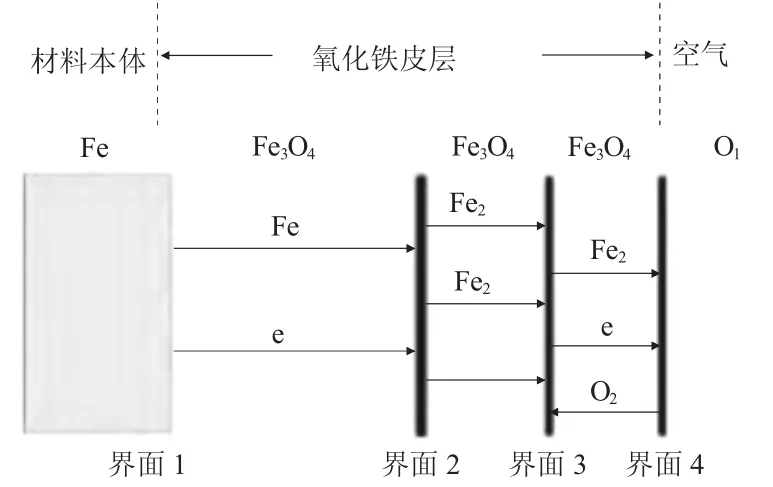
图1 表面氧化铁皮的产生
热轧钢板及钢带热轧工序中形成的表面铁皮结构为三层,由内到外依次为:外层Fe2O3,特点是薄须状红色铁皮;次外层Fe3O4,特点是致密塑性较好棱柱状黑色铁皮,最里层紧挨基体FeO,特点是蜂窝状细晶铁皮。
氧化铁皮的增长规律类似于抛物线模式。根据Kofstad 理论,建立氧化动力学的模型为:

式中:Kp为常数,表征氧化过程速率大小;t 为氧化时间,min;ΔW 为氧化增重量,mg;S 为试样表面积,cm2。
根据Arrhenius 公式,Kp可用下式表示:

式中:Q 为钢的氧化激活能,J/mol;R 为气体常数,8.314 J/(mol K);T 为氧化温度,K;A 为模型常数。
对上式等号两边取对数得:
根据上式对实验所获得的氧化增重曲线进行回归,得到实验钢在特定温度、特定氧化时间下的氧化速率常数Kp[2]。
1.2 主要影响因素
1.2.1 C 对钢氧化层的影响
钢液或钢卷表面发生氧化反应时,碳不会固溶在氧化铁皮中,而是在内层铁皮与基体界面首先反应生成气体CO,继续氧化形成生成CO2。气体可通过裂纹或疏松结构逸出表面。如果不能顺利逸出,压力增加到临界水平,就存在氧化层胀裂的风险。
1.2.2 Cr 对钢氧化层的影响
由元素周期表可得,Cr 金属活性大于Fe,同时存在于钢中时优先形成Crd 的氧化物—Cr2O3、Fe-Cr2O4,二者为尖晶石结构形式氧化物,组织致密,阻碍原子扩散,从动力学上降低了Fe 的氧化速度,间接提高含Cr 钢的抗氧化性[1],同时提高氧化铁皮的黏附力。
1.2.3 Si 对钢氧化层的影响
w(Si)0.2%以上,高温平衡状态组成为液态Fe2SiO4和FeO;轧制过程中,热应力裂纹延伸不到基体界面,剥离性较差。降低有效Si 成分含量是降低红色氧化铁皮比较有效的方法。具体表征为Si 含量较高(0.05%以上)的,对应氧化铁皮呈红色,Si 含量较低(0.05%以上)时,对应氧化铁皮呈蓝灰色。含Si低的钢,形成铁皮气孔直径较较,并且整体分布比较均匀,空冷引起的热引力使氧化铁皮产生裂纹,延伸到基体界面,除鳞时可整体剥离。
1.2.4 Al 对钢氧化层的影响
Al 较Fe 活泼,可置换钢种Fe 形成氧化物Al2O3。相对与Fe,Al 的氧化物的熔点高,电导小,形成阻力较大,因此可以防止Fe 的氧化提高钢的抗氧化性。
热轧终轧温度通常控在Ar3 和920 ℃之间,含Si 钢在温度为750~900 ℃氧化速度较快,不利于与减少氧化铁皮厚度。而钢中Al 通常在0.06%以下对钢的氧化影响较小,而添加一定量的Cr 能够减少免酸洗“黑皮钢”氧化铁皮厚度,并增加氧化铁皮的附着能力。
1.2.5 轧制工艺
钢板及热卷的轧制工艺制度是控制氧化铁皮厚度的关键因素。轧制过程的温度制度是影响氧化铁皮生成速度的主要因素,而轧制速度决定了钢带与空气的接触时间,即氧化铁皮的生成时间。实际生产中,开轧温度、终轧温度及卷取温度会影响轧制速度,合理的轧制工艺能够控制氧化铁皮的生成量。
2 改善热轧产品氧化铁皮的主要措施
2.1 优化成分设计
在成分设计时,根据成分对氧化层的影响进行成分调整。通过研究分析1 580 mm 热轧各阶段氧化铁皮存在的形态和生长规律及各项技术参数对氧化铁皮厚度及结构的影响规律,提出在现有LW235-TS产品成分的基础上加入0.25%的Cr 并适当降低C含量,以确保“免酸洗”LW235-TS 的折弯掉粉性能及表面质量,试制“免酸洗”LW235-TS,成分设计见表1。

表1 典型成分控制 %
2.2 轧制工艺调整
氧化铁皮越薄,脆性越小,与基体的结合能力越强,控制铁皮厚度的主要措施为降低钢板及钢带与空气的接触温度、接触面积及接触时间。结合实际生产过程可知,带钢轧制过程中规格限定了接触面积,而接触温度可以通过降低精轧入口温度、增加冷却水以降低铁皮生长速度进行控制;同时可以通过提高终轧温度、提高冷却强度以提高钢带轧制速度降低接触时间,从而降低氧化铁皮厚度[2]。
另一方面结合钢板及钢带轧后缓冷过程中的缓冷模式及堆放方式,对轧制钢板及钢带的表面铁皮结构转变及厚度增长幅度具有较大的影响,结合轧制工艺,卷取温度的会影响氧化铁皮的结构,即影响FeO、Fe3O4、Fe2O3在氧化铁皮中的占比。
在现有LW235-TS 轧制工艺的基础上,结合经验公式对轧制工艺进行调整,降低精轧入口温度,提高终轧温度、卷取温度,设定轧制速度,氧化铁皮数量能够得到有效控制,典型工艺见下页表2。

表2 典型工艺控制
3 效果验证
3.1 力学性能
产品实际性能控制如表3 所示。

表3 物理性能
3.2 表面质量
通过酸洗减重法对比,常规LW235-TS 氧化铁皮厚度控制水平为4.40~5.25 mg/cm2相比,工艺调整后氧化铁皮厚度控制水平为2.60~4.40 mg/cm2,见表4,实物见图2 和图3。工艺调整后氧化铁皮厚度在10 μm 以内。90°折弯无明显“掉粉”现象。

表4 酸洗减重法测定氧化铁皮掉粉程度
酸洗减重法测试结果表明免酸洗工艺LW235-TS 氧化铁皮厚度控制水平2.60~4.40 mg/cm2,常规工艺氧化铁皮厚度控制水平4.40~5.250 mg/cm2。

图2 工艺调整后氧化铁皮厚度金相

图3 90°折弯氧化铁皮掉落情况
免酸洗工艺LW235-TS 氧化铁皮厚度7 μm,常规工艺铁皮厚度厚度10 μm。
免酸洗工艺LW235-TS90°折弯存在轻微氧化铁皮掉粉,常规工艺掉粉比较严重。
4 结语
通过成分调整和轧制工艺调整,唐钢1 580 mm热轧带钢生产线成功开发高表面质量控制的LW235-TS 产品,通过采用优化成分设计加入Cr 成分、调整精轧入口温度、终轧温度、提高轧制速度,使氧化铁皮以Fe3O4+FeO 结构为主,厚度控制在10 μm以下,90°折弯掉粉控制在4.40 mg/cm2以下。本产品可替代表面要求相对较低的酸洗产品,可以省略酸洗工序,有效降低生产成本,降低环境污染,提高了产品的市场竞争力。
