回收材料再利用,我们一起努力
2020-06-10深圳市通产丽星股份有限公司林茂青
文/深圳市通产丽星股份有限公司 林茂青
目前,中国已是世界上名副其实的合成树脂生产、进口、消费大国,中国政府也已将构建循环经济和节约型社会作为基本国策,节约资源、保护环境成为全社会的共同责任。在鼓励资源循环利用的同时,政府还加强了对资源回收和循环利用行业的环境监控。通常,人们把经过流通、消费、使用后产生的废塑料称作消费后塑料(即Post Consumer Recycling,简称PCR)。而消费后塑料的回收再生利用能够将工业垃圾变成极有价值的工业生产原料,实现资源再生循环利用,如图1所示。

图1 消费后塑料
根据中国塑料工业年鉴2013年的统计,截止2012年,中国废弃塑料量达3400万吨左右,进口废塑料近890万吨,社会拥有量约4300万吨。自2000年以来,中国进口废塑料的数量从200万吨开始逐年持续上升,2010年至2012年连续超过800万吨,这个统计数据已经足以说明,中国的塑料再生利用行业在全球具有最大的规模。
废旧塑料的回收利用,是一项既节约能源,又有利于保护环境的重要措施。有关资料显示,我国塑料制品工业历年发展迅猛,与此同时,塑料原料短缺,进口量增大,而废旧塑料的再生回收利用率却很低,塑料行业已整体处于微利状况,因而我国塑料制品行业的产业结构亟待调整。而废旧塑料的回收再利用已成为整个循环产业链的关键,并且也是整个行业中技术含量较高、利润较高的一个环节。
从资源利用上计算,回收利用1吨废塑料相当于节约6吨石油资源。根据统计数据显示,“十一五”期间,我国共回收了4600万吨废塑料(不包含进口的废塑料量),经过再生利用后,相当于节约了2.76亿吨石油资源。按照我国300万吨/年的HDPE瓶生产量来计算,每年需消耗超过1800万吨/年的石油,如果我国每年能回收利用20%的HDPE瓶生产原料,每年可减少300-400万吨的石油消耗。
从环境保护方面考虑,据统计,每加工利用1吨废塑料,可生产再生塑料800千克,减少二氧化碳排放量3吨。
我们国内目前回收的PCR材料多用于制造低价值且相对质量要求较低的工业用品,如垃圾袋、塑料桶、塑料桌椅、塑料盆、工业管材等。都不能与食品、日化品等直接接触,如图2所示。

图2 使用PCR材料制作的工业用品
日化产品、食品包装等还是绝大部分用的是原生材料,而没有使用PCR。为了促进包装废弃物的再利用,发达国家和地区都制定了相关强制法规,分别有:
1、德国的《包装条例》规定,从1995年开始,法定包装废弃物回收定额为80%。
2、欧盟要求所有成员国在2008年至2015年间,将本国的包装废弃物再利用率提高到55%以上,其中玻璃包装再利用率达到60%,金属包装达到50%,塑料包装达到22.5%,木质包装达到15%。
3、美国,1)按15%减少原材料和包装制品中至少25%可回收利用。2)《废弃物处理预收费法》(ADF),为了鼓励包装容器生产商支持该法的实施,ADF制定只要达到一定的回收再利用水平即可申请免除包装废弃物的税收。凡回收达50%以上的容器可免除预收费以鼓励所有生产者保证他们的产品至少有一半可回收利用。
4、日本的《能源保护和促进回收法》,该法强调须生产可回收的包装产品和有选择地收集可回收的包装废弃物。
我们国家也是把废塑料回收提升到了国家层面,在2011年,十二五增加了非化石能源比重等约束性指标,提出了合理控制能源消费总量、逐步建立碳排放交易市场等新政策。2012年,党的十八大把生态文明建设提到与经济建设、政治建设、文化建设和社会建设并列的位置。2013年,全国海关在国内开展的为期10个月的“绿篱行动”,在很大程度上倒推了国际废塑料回收利用行业的快速发展和废塑料回收利用技术的日趋成熟。2016年11月,第四次修订了《固体废物污染环境防治法》以更好地维护生态安全,促进经济社会可持续发展。2017年6月,《水污染防治法》修正草案再次提请第十二届全国人大常委会第二十八次会议审议,这些法规的出台都为废旧塑料回收利用行业提供了良好的发展空间。
各大日化公司也纷纷制定了相关的战略目标。宝洁2020的目标为:采用可再生原料取代25%的石油基原料,并在其产品上减少20%的包装。欧莱雅实施的降低温室气体排放、固体废弃物和用水量计划,努力实现2015年与2005年相比减少50%的目标。联合利华则计划在2020年前实现将产品对环境的影响减少一半,并将100%采购可持续农业原材料作为生产原料。玫琳凯的“Love.自然.Kiss”环保计划,在其产品上使用绿色材料,并启用环保可降解填充物。资生堂制定了在其产品的整个生命周期内使用生物塑料的环保举措,且意欲实现2020年的CO2减排量相比2009年将减少20%以上。强生强调要在其产品中使用环保包装材料,并承诺使用更多的回收材料,对于每个地区制定明确的环保材料使用要求。
为了响应国家的号召以及日化行业使用PCR材料制造包装的需求,深圳市通产丽星股份有限公司早于2008年就开始建立PE、PP的PCR回收系统,通过技术的持续研发改进和验证,丽星制造的PCR包装已可满足大多数软管、吹瓶、注塑的工艺要求和质量要求。已获得国家发明专利授权及政府的科学进步奖。
PCR材料的来源于食品包装,安全可靠,最大程度保证了一次消费后回收,降低污染的风险。
回收后的包装物,会经过严格的挑选、分拣、清洗、破碎、去除杂质、除味、造粒、理化检测等处理,如图3所示。
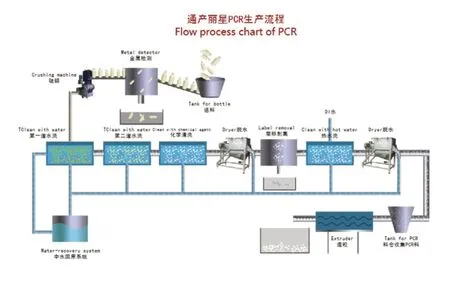
图3 生产流程
PCR塑料粒子用于生产制造各种日化包装容器,如图4所示,可满足各项理化测试及FDA标准要求。
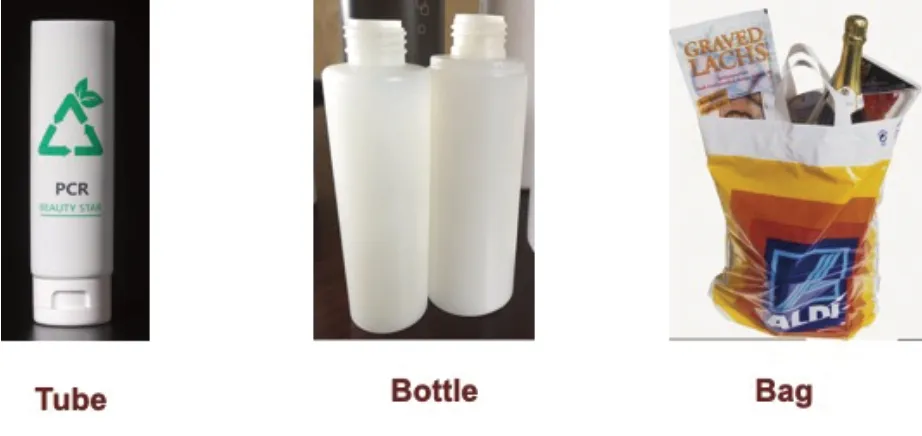
图4 日化包装容器
废塑料瓶回收技术在欧洲范围内发展态势良好,主要得益于其全民参与的、完善的废塑料瓶回收体系。而放眼国内市场,绝大部分废塑料瓶由垃圾回收人员通过垃圾回收渠道收集,最终只能流入到低端的应用方面。因而,在中国,为了顺利实现废食品瓶回收料在食品级包装材料方面的应用,回收企业需要与当地政府部门加强沟通,寻求有力的政策支持和配合,营造良好的回收利用环境。同时,回收企业还需竭尽全力加强全民众对环保理念以及废塑料瓶回收体系的了解和大力支持。
国内包装行业在PCR上的投入还刚刚开始,还有很长的一段路要走,让我们一起努力,为包装材料回收再利用,贡献我们的一份力量。
