拖拉机变速箱体铸造熔炼过程控制
2020-06-08王猛唐太元
王猛 唐太元


摘 要:本文通过对拖拉机球墨铸铁变速箱铸造工艺分析研究,提出其熔炼、浇注生产过程相关控制要求,通过加强过程控制可实现合格的铸造产品。
关键词:拖拉机;箱体;球墨铸铁;熔炼
一、概述
拖拉机变速箱是整机结构中重要总成件,连接发动机与后桥总成,承担着改变拖拉机行驶速度、输出扭矩,对其箱体结构和强度要求比较高,变速箱体生产一般采用铸造工艺,箱体材质一般为HT250。近年来,随着农业产业发展,为了适应复合农机具作业需求,对拖拉机功率要求越来越大,导致对变速箱强度要求提高。我公司新产品开发过程中,为提高产品使用性能和可靠性,100马力以上机型变速箱体设计采用球墨铸铁QT450-10,生产过程中通过合金化处理,实现强化基体组织,生产出的箱体满足大马力拖拉机作业使用要求。
二、产品结构及设计技术要求:
1.箱体结构:其形状复杂、壁薄,两端带凸缘连接边,内部为空腔,外部带部分凸台,表面具有多处加工部位,属于异型箱体结构(如图),生产方式采用铸造成型。
2.箱体铸件设计技术要求
(1)符合GB/T1348-2009标准要求,抗拉强度Rm≥450MPa,断后延伸率δ≥10%,金相球化率≥80%,球化分级1~4级,石墨大小5~8级,渗碳体+磷共晶<2%。
(2)化学成分要求:
三、工艺分析
变速箱体生产工艺主要采用砂型铸造或消失模铸造,铁液熔炼采用电炉熔炼,本文以消失模工艺为例,其生产工艺:泡沫塑料模制作-喷刷涂料并烘干-装箱填砂-铁液熔炼-浇注-出砂-清理-标识-检验-入库。若要生产出质量合格的箱体,其化学成分和机械性能均能满足标准要求,其生产过程中铁液熔炼和浇注是非常重要环节,过程控制的好坏决定箱体质量是否合格。
四、熔炼、浇注过程控制要点
1.熔炼前检验原材料是否合格,严格控制好原材料质量,杜绝使用不明材质废钢。熔烧前,根据原材料成分进行认真计算,确定各种材料的加入量,废钢、增碳剂、生铁、回炉料按顺序加料。
2.选用的球化剂粒度10~25mm,加入量准确称重,加入浇包堤坝坑中捣固紧实,并进行覆盖;选用的孕育剂粒度0.5~3mm,加入量准确称重,随流孕育要均匀。
3.浇包使用前必须进行加热烘干;工具使用前也必须进行烘烤;球化剂和孕育剂使用前需烘烤预热。
4. 熔炼过程中,要不断监控原铁水化学成份及温度。铁液出炉前,确保五大元素(C、Si、Mn、S、P)含量达标,若成分检测不达标准要求,应对铁液进行再调整,确保原铁水成分符合标准要求。
5.电炉出铁水时尽量不要让铁水流直接冲到浇包放球化剂一侧,并同时进行孕育(一次孕育),当铁水出至铁水量的2/3左右时,停止2分鐘左右,待球化反应结束后,扒净铁水表面的渣子,再出另外1/3的铁水,并同时进行孕育(二次孕育)。
6. 球化和孕育处理完成后,加入覆盖剂对铁水进行覆盖保温和聚渣。并用铁勺取少量铁液浇成三角试块,待三角试块冷至暗红色后,将其浸水急冷,然后用工具击打出断口,观察断口面状态,断口面有如下特点:组织较细呈银白色,中间有明显缩松,尖端有白口,敲击时有钢的声音,试样顶部和两侧有凹缩,可判断其球化效果较好;同时,要进行金相组织球化快速分析,确保球化级别达3 级以上方可进行铸件浇注。
7.浇注温度控制在1420℃~1480℃,从球化处理开始至浇注结束控制在20分钟内完成,避免球化和孕育处理后铁液停留时间过长,造成球化衰退。
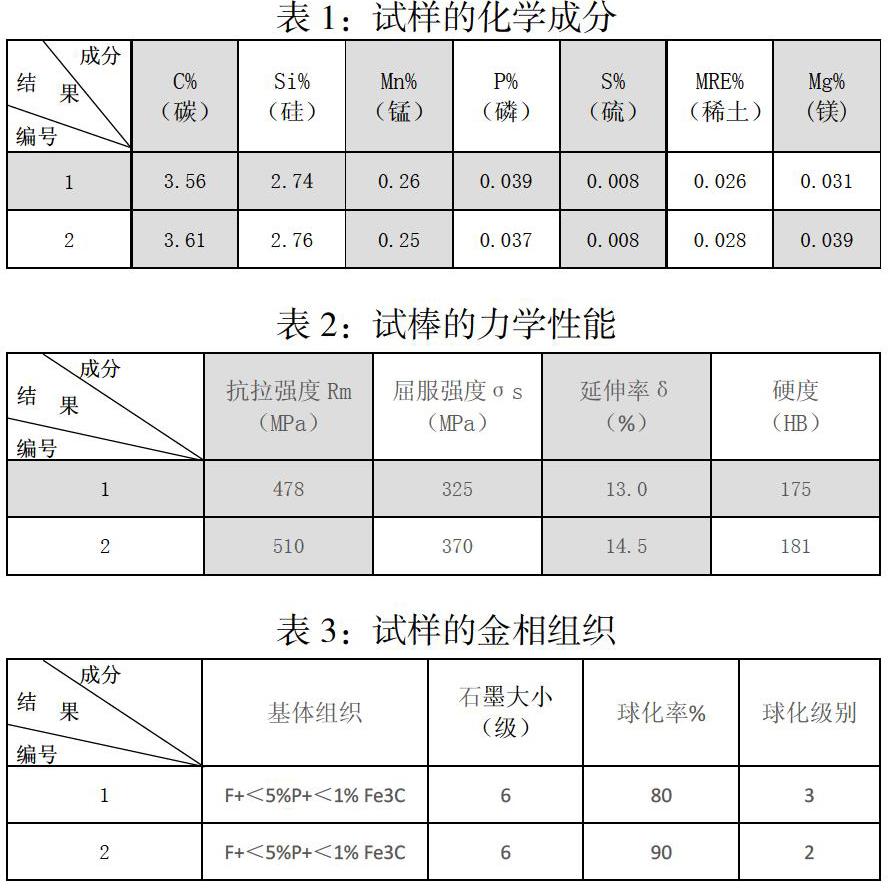
五、检验结果
随机取样箱体同炉试块1和2进行成分化验、试棒试验、金相分析,其检测结果如下表1、2、3。通过检测化验,其主要参数均满足GB/T1348-2009标准和设计要求,说明加强铸造过程控制措施有效。
六、结束语
综上,生产合格的拖拉机变速箱球铁箱体,要选择合适原材料,控制好原铁液化学成分,规范球化、孕育处理,尽量缩短球化、孕育处理到浇注完成的时间,控制好浇注温度,及时检查动态数据和状态,能很好保证产品铸造质量。
参考文献
[1] 李荣德《铸造工艺学》 机械工业出版社 2013
[2] 陆文华《铸造合金及其熔炼》 机械工业出版社 2016
