铝合金回转盖板与铸铁回转盖板的使用对比分析
2020-06-05张永平杨巧云
张永平,杨巧云
(卓郎(常州)纺织机械有限公司,江苏 常州 213200)
0 引言
回转盖板是梳棉机上主梳理区的关键器材,在梳棉机结构无颠覆性改变的情况下,回转盖板依然是主机和用户企业最关注的、对成纱质量影响最大的器材之一。随着产品的不断发展、从业人员结构的不断变化,铸铁回转盖板因其骨架质量大、操作维护不方便而逐渐被铝合金回转盖板骨架取代。针对铝合金回转盖板骨架、铸铁回转盖板骨架的特点,以及使用过程中的关注点,笔者将从其结构、受力、踵趾面磨损以及使用等方面进行分析探讨。
1 盖板骨架结构及受力对比
1.1 回转盖板骨架结构对比
1.1.1 铸铁回转盖板骨架
铸铁回转盖板骨架结构,如图1所示。

图1 铸铁回转盖板骨架结构
为减轻盖板质量、减少运行中回转盖板的变形,除两端安装链条螺钉的地方加宽外,铸铁回转盖板骨架一般设计为倒T形结构,筋的厚度约为7 mm。由梳理原理可知:铸铁盖板骨架大平面的平面度对梳理质量起至关重要的作用。回转盖板骨架为细长杆件,其加工应力较大[1],因此包针布的大平面不能用机加工方法;否则,包覆弹性针布后整根回转盖板的针尖平面度很难达到0.05 mm,整台盖板(108根或80根)的平面度极差也很难控制为0.07 mm。由于较大的平面度极差使回转盖板—锡林隔距难以保证、进入工作区的盖板—锡林隔距的均匀一致性更差,从而影响梳理的均匀性,因此铸铁盖板骨架除两端及宽度加工外,一般采用涂层的方法以保证大平面的精度。由于任何涂层都存在失效问题,使用若干年后的铸铁盖板骨架一般需对涂层进行二次修复,但涂层材料对环境有一定的污染、对人也有一定程度的危害,修复涂层的专业公司已经越来越少,有能力进行修复的主机厂也不再承揽该项业务。另外,由于材料和结构问题使铸铁盖板骨架受到轻微冲击就会影响平面度,用户常利用此性质对有轻微扭曲的铸铁回转盖板骨架进行校正。
盖板用铸铁材料一般有HT200型和QT400型,须进行二次时效处理。由于细长杆结构的铸铁盖板骨架的铸造成品率非常低,在加工过程中又会出现缩孔、夹灰等铸造缺陷,使铸铁盖板骨架的加工成品率更低;加之铸铁盖板骨架使用维护安装工作量大、劳动强度大,这些均为铝合金回转盖板骨架的使用带来机会。
1.1.2 铝合金回转盖板骨架结构
较早使用铝合金盖板骨架的几家主机制造企业,铝合金盖板骨架截面结构尺寸各有特点(如图2所示),盖板骨架踵趾面连接块的形式各有千秋。
目前,对应铸铁盖板骨架7mm筋的截面明显加宽为约15 mm。这是因为:① 铝合金骨架为挤压件,如果仍采用T型结构则挤压过程中金属液体的流动性、冷却速度的快慢将会影响到盖板骨架大平面的平面度;② 铝合金挤压工艺要求壁厚均匀才能挤压出均匀一致的产品;③ 经过CAE及理论分析,截面结构尺寸对骨架刚性的影响较大。

a) b) c) d)图2 不同铝合金盖板骨架截面
1.2 受力后理论变形情况对比
根据回转盖板骨架受力及细长杆件挠度计算,回转盖板骨架的最大挠度受到重力和梳理力影响,从而决定其使用过程中的变形量。
1.2.1受重力作用,盖板骨架在y向变形量为:
y=(-5mL4)/384EJ
(1)
式(1)中,m为单位长度的质量,L为盖板骨架长度,E为材料的弹性模量(铝合金的弹性模量为6.9×104MPa,铸铁的弹性模量为2.06×105MPa),J为盖板的截面惯性矩(Jx,Jy)。
先计算不同铝合金盖板骨架截面在相同长度(L=1280 mm)时的理论变形量,见表1。
表1 不同铝合金盖板骨架截面在相同长度时的理论变形量(y向)

截面重力G/(N·mm-1)截面惯性矩Jy/mm4理论变形量ymax/mma)0.016 2549 7400.163b)0.014 2233 7330.210c)0.012 9738 2380.170d)0.018 2082 0100.112
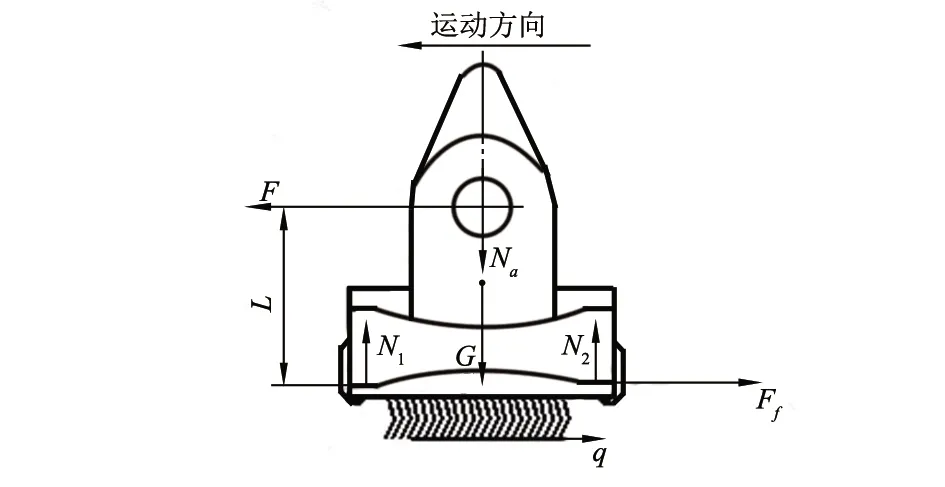
如果材质相同则弹性模量E相同,在同等条件下计算y向的最大挠度值表现为:d) 表1是在弹性模量E完全相同条件下的结果,据此可见结构对挠度影响的趋势。在实际生产中,由于微量元素及挤压工艺对铝合金弹性模量E会有较大的影响;因此铝合金材料配方和挤压工艺都会对最终的弹性变形产生影响。如果弹性变形太大,使用过程中存在的梳理力和热变形等可能发生回转盖板接针的风险;如果弹性变形太小、刚性太强,在梳理时对不同体积的纤维束的撕扯作用不同则会给纤维带来损伤,对梳理功能也未必有利。 1.2.2盖板骨架受梳理力作用,由均布载荷等截面梁的挠度方程,在宽度方向(x向)的变形量为[2]: xmax=ql3(12L-71)/384EJ (2) 式(2)中,q为平均梳理力,单位为N/mm;l为梳理力作用于盖板骨架的长度(1176 mm);L为盖板总长度(1280 mm)。 平均梳理力:根据文献[3],第1根盖板棉束为146只、梳理力为134.86 g/cm2,按线性计算则最大梳理力为0.306 N/mm。 取梳理力为0.36 N/mm时,计算上述不同铝合金截面盖板的横向(x向)最大挠度值,见表2。 表2 不同铝合金盖板骨架截面在相同长度时的理论变形量(x向) 截面截面惯性矩Jx/mm4理论变形量xmax/mma)398 6950.389b)262 6840.591c)245 0430.633d)351 4930.442 如果材质相同则弹性模量E相同,在同等条件下计算x向的最大挠度值表现为:a) 从表2结果看出,通过高产梳棉机的纤维量越大、梳理负荷越大,产生的横向变形也会增大。正常生产时的实际分梳点与空车时的隔距点是不同的,设计上机工艺时一定要考虑这些因素,避免接针造成的损失。 1.2.3以c)铝合金盖板为例与铸铁盖板在其重力和梳理力作用下,进行x,y向变形量对比(L=1020 mm)。 根据简单梁弹性变形的公式,在相同长度和梳理力的条件下:y向的变形,铸铁盖板骨架/铝合金盖板骨架=1.5;x向的变形,铸铁盖板骨架/铝合金盖板骨架=1.05。盖板端面示意见图3,截面惯性矩对比见表3。 由表3可知,铸铁盖板骨架更容易变形。上述计算均在单一力的作用下进行,实际工作时的盖板骨架不仅受重力和梳理力作用,同时盖板骨架还受到链条或皮带的拉力作用;但由于计算较为麻烦,在此不深入探讨。 a) 铸铁 b) 铝合金图3 盖板端面 表3 铝合金盖板骨架与铸铁盖板骨架的截面惯性矩对比 盖板骨架材料重力G/(N·mm-1)截面惯性矩Jx/mm4截面惯性矩Jy/mm4铸铁0.033 4381 02120 469铝合金0.012 97245 04438 238 说明:为便于计算,Jx,Jy值是在铸铁盖板骨架相同截面结构的数据,不考虑链条连接部分强度增加情况。 回转盖板受热将伸长,伸长的盖板由于梳理力的作用沿y向发生变化。因温度升高的盖板长度变化量为:△L=△T×α×L,式中△T为温度变化量,α为不同材质热膨胀系数,L为盖板长度。 笔者曾对包覆了弹性针布的回转盖板在不同温度下的变化情况进行检测,发现随着温度的变化盖板大平面的平面度也发生了改变。 为解决盖板骨架热变形带来的问题,不同梳棉机处理方法不同,如C70型通过改变盖板骨架本身静态形状达到工作态时的要求[4](如图4所示);也有厂家为防止热变形而引起接针增加温度检测,等。 a) 非生产状态正常盖板 b) 生产状态受热盖板 铸铁或铝合金盖板骨架的材料性能见表4。 表4 铸铁或铝合金盖板骨架的材料性能 盖板骨架材质弹性模量/MPa热膨胀系数(×10-6)/℃铸铁1.15×105~2.06×1059.2~11.8铝合金6.9×10423.7 从表4可知:铝合金比铸铁的热膨胀系数大很多;如果在分梳过程中产生相同的温度变化,铝合金盖板骨架比铸铁盖板骨架的变形大。 以长度为1280 mm的盖板骨架为例,进行变形量计算:当温度升高5 ℃时,铸铁盖板骨架长度变化量为0.064mm,铝合金盖板骨架长度变化量为0.152 mm。 从上面计算可知,同样长度的盖板骨架温升相同时,铝合金材质的变形量远大于铸铁材质的变形量。这就对终端用户提出了要求:什么样的工艺适合什么机型,切不可把铸铁盖板骨架的工艺应用于铝合金盖板骨架。 3.1 铸铁盖板骨架踵趾面 3.1.1 铸铁回转盖板与锡林转向相反的受力分析 铸铁盖板骨架的基体与踵趾面采用整体形式,材料为HT200型或QT400型,铸铁对铸铁的滑动摩擦因数为0.17;正常情况下,铸铁盖板骨架的使用寿命为8 a~10 a,其寿命周期内需修1~2次踵趾面,要求严格的公司可能会多修几次。铸铁回转盖板与锡林转向相反时的受力分析见图5。 图5 铸铁回转盖板与锡林转向相反的受力分析 图中:F为盖板链条对回转盖板的拉力;N1,N2为曲规对回转盖板骨架踵趾面的支承力;Ff为回转盖板骨架踵趾面与曲规之间的摩擦力;q为梳理力;G为回转盖板重力(G所在中心为回转盖板质心);Na为链条质量对盖板的压力。 根据物体平衡条件:∑F=0,∑M=0。 对于铸铁回转盖板,要想保持平衡则势必增大N1,即为抵消盖板反转而由曲规对趾面的作用力。由于链条传动力臂L较大,产生的转动力矩相应较大、N1趾面处的磨损也较大,随着磨损加大则踵趾差随之减小,梳理隔距点会前移,梳理质量可能受影响,因为一般盖板针布踵面密度大,如果隔距点前移,盖板宽度范围内的隔距由大到小再到大,踵面密区与锡林隔距反而变大,纤维受梳就受影响。 3.1.2 铸铁回转盖板与锡林转向相同的受力分析 铸铁回转盖板与锡林转向相同时的受力情况如图6所示,抵消F力臂的位置在踵面,应是踵面的磨损较大。随着踵面的磨损,踵趾差会越来越大,踵面为隔距点,随着磨损的增加,盖板可能出现接针。因此当使用铸铁回转盖板的梳棉机发现踵趾面磨损后,应及时修复。 图6 铸铁回转盖板与锡林转向相同的受力分析 3.2 铝合金盖板骨架踵趾面 由于铝合金不耐磨,铝合金盖板骨架的踵趾面就不能采用铝合金制造,常用踵趾面结构如下。 3.2.1 与铸铁盖板骨架类似的踵趾面结构 该结构常用的踵趾面材料,有GCr15(热处理)、45钢(热处理)、1Cr13及非金属材料等。分析铝合金盖板与铸铁盖板的传动方式,可知铝合金盖板骨架的踵趾面材料一定要与曲规材料同时考虑,即对摩擦副的研究是铝合金盖板骨架研究的重点。 铝合金盖板骨架的受力分析见图7,图中字母释义同图5。 图7 铝合金盖板骨架的受力分析 根据受力图,由于皮带拉力和梳理力产生的扭矩较小,铝合金回转盖板骨架踵趾面中趾面磨损稍大,踵趾两面的磨损差异比铸铁盖板骨架小。 由于曲规一般采用具有自润滑性能的HT200型铸铁或球墨铸铁,因此踵趾面材料对磨损的影响更严重些。粉末冶金、GCr15、45钢、1Cr15、陶瓷、高碳钢等都曾用作铝合金盖板骨架踵趾面材料,而采用铝合金盖板骨架的梳棉机一般为高产梳棉机,梳理纤维量的增加以至盖板长期处于高负荷状态,尤其后区盖板上的纤维尚未梳理成单纤维状,梳理力更大,再加上现代高产梳棉机机幅加宽、梳理过程中幅宽方向隔距差异大,导致盖板受力也有较大差异,盖板踵趾面的磨损更快,内外差异更大。 3.2.2 踵趾棒结构 踵趾棒代替踵趾面使面接触改变为线接触,其接触面明显减小、盖板传动力矩也减小。但是,如果单由GCr15轴承钢与铸铁曲规摩擦接触则其摩擦因数太大,即使增加润滑仍由于踵趾棒储存摩擦剂的能力有限,工作过程中会发出尖锐的摩擦声,同时踵趾棒磨损很快。为此,在曲规上增加聚四氟乙烯或其他非金属导带与踵趾棒接触,可明显提高踵趾棒的使用寿命,且由于聚四氟乙烯属光滑耐磨损材料,可与踵趾棒磨损同步,使用周期约为5 a~8 a。 3.2.3 滚动轴承踵趾面 滚动轴承踵趾面如图8所示。用滚动摩擦代替滑动摩擦,尽管可提高踵趾面的使用寿命,但会带来其他问题。 图8 滚动轴承踵趾面 安装滚动轴承的这种链条受力方式与铸铁盖板链条传动基本一样,对于与锡林运行方向相反的运行方式则趾面受力大,但因轴承与曲规接触的轴承表面硬度高、接触面小,其压强较大而使曲规易于磨损,当张力不合适或保养不到位的时间久了,曲规表面则会形成犁沟。同时,由于轴承的外圆柱面较窄,曲规表面粘附的尘杂不能被滚动轴承带走而粘附在曲规表面,尤其是高含杂原料使曲规表面更容易积尘,从而影响到回转盖板—锡林隔距的准确性。 3.2.4 可更换的非金属材料踵趾面 非金属材料踵趾面在回转盖板上的应用也是基于踵趾面易磨损而设计的,当踵趾面磨损后能简单地进行更换,以代替对踵趾面的修磨。这种踵趾面更换方式,只有立达公司的C60/C70型梳棉机在用。由于踵趾面精度要求高,非金属材料踵趾面更换之后必须经过专业修磨才能达到使用要求,这就给使用带来难度;不是所有用户厂都有修磨踵趾面的技术,加之非金属材料踵趾面的修磨难度大、精度难以保证,其应用有待进一步研究。 3.3 踵趾面磨损原因分析 3.3.1 盖板骨架磨损规律 一般接触材料的磨损规律,如图9所示。 图9 接触材料磨损规律 回转盖板骨架踵趾面的磨损规律也如此,常见回转盖板骨架踵趾面与曲规间的摩擦副见表5。 表5 常见回转盖板骨架踵趾面与曲规间的摩擦副摩擦因数对比 摩擦副摩擦因数尼龙与Q235-A0.023GCr15与聚四氟乙烯(润滑)0.04045钢与铸铁(润滑)0.080铸铁与铸铁(润滑)0.070 为减小摩擦力、降低能耗,应尽量选用摩擦因数小的摩擦副。 对于铸铁盖板骨架,一般寿命周期内(约8 a)的前4 a需要修磨踵趾面,修磨后的磨损比新盖板的磨损更快,一般为2.0 a~2.5 a需要再修磨1次,8 a后踵趾面已基本磨平、无法再修只能报废。铝合金盖板骨架,因铝合金基体材料硬度问题,第1次更换弹性盖板针布时,其大平面的平面度变化不大,只是会在大平面中部位置看到有针布的压痕,主要原因是在梳理过程中的弹性针布受力对大平面基体的微动冲击而产生。第2次包盖板针布时,大平面可能产生允许范围内的变形,其踵趾面也需要进行轻微修复。这是因为,进入梳理区的纤维块大小存在一定的离散性,纤维块对回转盖板有一定的冲击使其产生摆动,造成4个踵趾面磨损的不一致。第3次更换针布时,大平面的变形已经使盖板平面度不合格而需要修刮,同时踵趾面需要整体修复或更换。 3.3.2 影响铝合金盖板骨架踵趾面耐磨性的因素 3.3.2.1 踵趾面、曲规的材质及其摩擦因数 一般金属材料的耐磨性由其硬度决定,硬度反映材料抵抗物料压入表面的能力,硬度越高则磨损越小、耐磨性就越高。鉴于不同材质物体间的摩擦因数不同,对于踵趾面磨损问题应考虑其摩擦副的摩擦因数。 如果选用铸铁材质的曲规,选择的踵趾面材料与铸铁的摩擦因数宜小。如果曲规磨损,同样存在回转盖板—锡林隔距变化问题。 材料的塑性和韧性对磨损的影响也很大。塑性大、韧性强,表明材料可吸收的能量大、反复变形能力大,不易形成疲劳剥落,即耐磨性好。当物体有硬度、没韧性时,其材料易剥落,再硬也显示不出耐磨;有韧性、没硬度,则材料抵抗不了硬物料的“犁削”,也不耐磨,这是采用非金属曲规导带和回转盖板骨架采用非金属踵趾面的原因。 3.3.2.2 踵趾面、曲规的表面粗糙度 在接触应力一定的条件下,物体的表面粗糙度值越小则其抗疲劳耐磨损能力越高;当表面粗糙度值小到一定程度时,一对摩擦副抗疲劳、耐磨损的能力极大改善。为此,选择踵趾面表面粗糙度Ra值为1.6 μm,而踵趾棒表面粗糙度Ra值为0.8 μm,曲规表面粗糙度Ra值为1.6 μm。 3.3.2.3 曲规夹杂物等铸造缺陷加剧踵趾面的磨损 金属材料的铸铁曲规和踵趾面,铸造或冶炼过程中存在的夹杂物也会对磨损产生较大影响。 3.3.2.4 曲规表面的清洁程度及盖板润滑情况影响踵趾面的磨损 如果原料中尘杂较多,尤其是机采棉中夹杂沙石、硬籽壳等一旦进入曲规表面而被踵趾面带入接触区,这些硬物成为磨料就会对踵趾面产生磨损。 回转盖板踵趾面的润滑情况对磨损也有较大的影响。 铸铁盖板骨架传动链条的链片是刚性体,工作时两根盖板间形成较为稳固的结构:当用手指按两根盖板筋肋时,只要盖板踵趾面与曲规接触良好则基本无任何反应;当踵趾面有翘曲时则会有轻微的抖动。在梳理纤维的过程中,锡林-回转盖板之间的原料对盖板的作用力不容易使其产生摆动,相当于纤维硬性通过锡林—回转盖板之间时的梳理较为充分,但能耗会较高。铝合金盖板骨架则不同,铝合金盖板由皮带柔性连接,即便皮带张紧力较大、施加同样的外力,回转盖板也很容易发生倾斜,尤其是纺长绒棉或长纤维的原料时给予盖板的作用力能够使其发生轻微的摆动;另一方面,因铝合金盖板骨架连接结构的不同会自动“退让”,这样在梳理过程中产生的梳理力较小,而梳理效果相对稍差,因此在生产超细号纱时,铸铁盖板具有一定的优势。 回转盖板反向运转的分梳效果优于盖板同向运转,这在业内已有共识;因此主流梳棉机铝合金盖板运转方式多采用反向形式。铝合金盖板反向运行时的最大问题是盖板清洁问题。下面对比分析铸铁盖板和铝合金盖板均逆向运行时的清洁效果。 铸铁回转盖板靠链条传动,两根盖板之间由链片支撑(为保证回转盖板运转灵活,盖板与盖板螺钉之间可以相对转动),当回转盖板运行到清洁区,在大毛刷与回转盖板接触清洁的过程中,毛刷尖对回转盖板有一定的推力作用;由于盖板沉重使绕盖板螺钉旋转的重力矩大,铸铁盖板趾端针布一般不会发生摆动,而且重力矩使清洁点弹性针布的针尖向上,使针尖清理得较为干净。 而铝合金回转盖板由皮带传动,相邻两根盖板之间无约束,当用两手按相邻两盖板骨筋肋处时盖板很轻松就可以摆动。同样道理,在大毛刷与回转盖板接触清洁的过程中,大毛刷在刷盖板时,因皮带的柔性连接使大毛刷与回转盖板弹性针布有交叉,毛刷尖对回转盖板清洁过程中也有一定的推力作用。为保证回转盖板顺利移动,进入清洁区的回转盖板上部的压板与托持板间存在间隙,毛刷的推力使回转盖板发生摆动,摆动的结果使回转盖板针布入口处尚未清洁干净就移出清洁区,因此铝合金回转盖板入口处残留的短绒和尘杂较铸铁盖板多。 回转盖板上针布的清洁程度对纤维的梳理、尤其对细特原料、细号纱等要求高的纱线质量有一定影响,因此用户对回转盖板上针布的清洁非常重视。常看到维修工人爬到梳棉机罩壳上对回转盖板用刷子进行清洁,除其安全性外,工作量也很大;也有企业采用清洁刷二次刷盖板进行清洁,也是当今较为合适的办法。 6.1根据梳棉机回转盖板受力情况以及细长杆件挠度计算,同样长度的回转盖板,其截面结构决定了梳理状态下的变形量。 6.2温升相同时,由于铝合金骨架变形量远大于铸铁骨架变形量,由此切不可把铸铁盖板的工艺应用于铝合金盖板。 6.3研究铝合金骨架踵趾面材料一定要与曲规材料同时考虑;由于传动结构的原因,铝合金骨架踵趾两面的磨损差异比铸铁盖板小。 6.4影响铝合金盖板骨架踵趾面耐磨性的主要因素有:踵趾面材质、曲规材质及摩擦因数,踵趾面与 曲规表面粗糙度,曲规夹杂物、踵趾面的润滑效果以及曲规表面的清洁程度。 6.5设备生产企业应更多关注盖板骨架结构及受热情况对盖板长度尺寸的影响、关注踵趾面或曲规的材料和这对摩擦副的摩擦性能,提供客户合适的活动盖板。 纺纱企业应更多关注盖板骨冷热车状态时隔距的变化、踵趾面的润滑及清洁,设计合理的上机工艺,同时做好设备维护,车间温湿度控制,以使梳棉机稳定运行,取得稳定的纺纱质量。


2 温度变化对盖板骨架的影响


3 不同盖板骨架踵趾面对比





4 两种回转盖板工作状态对梳理效果的影响
5 两种回转盖板清洁方式对比
6 结语
