双层喇叭口结构连接管密封性能研究
2020-06-05蔚鑫杨芝明
蔚鑫 杨芝明
珠海格力电器股份有限公司 广东珠海 519070
1 引言
目前现有的连接管结构为管接头锥面套接锥形面封,通过管接头螺母与喇叭口挤压进行密封,这种硬密封形式主要优点为耐高温、抗磨损、机械性能好,但也存在很多质量隐患,如密封性能相对较差[1-2]。根据近两年售后返回的冷媒泄漏信息,连接管喇叭口泄漏已经成为售后系统的最大泄漏问题点。根据2016年某季度售后数据,售后反馈共99单,其中喇叭口泄漏占9单,占比达9.09%,是所有反馈漏点中比例最高的痛点,提高喇叭口的密封性已经成为降低售后投诉的首要任务。本文从连接管易裂位置喇叭口处进行综合分析,改进喇叭口连接处的连接形式,从而达到提高其密封性能的效果。
2 泄漏原因分析
2.1 宏观泄漏原因分析
喇叭口表面加工时留下的毛刺,不规则的平整度及表面划伤导致密封泄漏,打紧力矩时,力矩偏小未充分接触或力矩过大喇叭口变形,都可使连接管发生泄漏。
2.2 微观泄漏原因分析
管接头和喇叭口的表面均通过机加工的方式而来,其表面无法达到绝对平整的状态,当管接头锥面与喇叭口配合时,其表面在原子力显微镜下观察可以简化为如图1所示的状态[3]。
两个表面无法完全嵌合,存在细微的泄漏通道,长期运行后会出现无法直观观测的泄漏。
3 双层喇叭口结构连接管方案设计及验证
喇叭口为平面结构,在加工和安装时易造成内壁划伤、卷边等缺陷,进而造成整机泄漏。微观泄漏为原材料紫铜管相互挤压未能完全拟合产生,泄漏量较小可以忽略。宏观泄漏为整改的主要方向。通过开发新结构喇叭口及加工工艺来改善喇叭口泄漏问题。
3.1 结构设计
目前行业内连接管和类似对接结构中常见的喇叭口结构主要有3种:冷冲喇叭口结构,喇叭口表面平整,纵切面程线型;旋扩喇叭口结构,喇叭口表面平整,纵切面程小弧型;增加垫片结构,燃气灶用结构,用于圆形管接头对接。结合三种结构对比及有限元仿真对比验证,设计双层喇叭口结构,提高整体的密封性,通过调研,行业内暂无批量使用。
3.2 对比验证
3.2.1 Ansys仿真分析
H.H.Buchter提出,密封比压力q(密封配合面处的接触压力与密封接触面积的比)大于软金属材料屈服强度的两倍时密封效果较好。所以提高机械密封性能的方式有两种,一是增加配合面的接触压力,二是减少密封接触面积[4]。
分别对现有结构、增加垫片辅助、双层喇叭口结构在相同的边界条件和载荷下进行仿真分析,管接头与铜螺母材质为黄铜,变形可忽略,按照刚体设置处理。喇叭口材料为软态紫铜,力学分析中需要设置密度、摩擦系数、杨氏模量与泊松比等材料属性,如表1所示[5]。
不同结构喇叭口应力变化情况如图2所示。
应力最大位置为喇叭口与管接头螺纹下方凸台接触处,另一处为喇叭口与管接头底端接触处,由图2可知在现有结构基础上增加壁厚时,密封带处可承受的集中应力越大,且变形较少。当力矩逐渐增大时连接管的密封性提高,壁厚越厚效果越明显,不易出现喇叭口开裂情况。在喇叭口与螺母之间增加垫片作为密封辅助时,可知当力矩越大,密封面应变和应力越大,由于垫片的存在,紫铜管不会造成断裂,增加垫片对提高密封性和防止断裂有改善作用,但是增加垫片会增加现有工序和漏装的隐患,双层喇叭口结构可以看成在喇叭口内侧添加垫片,这样通过结构的调整可以提高零件密封性能。
3.2.2 氦检对比验证
采用氦检机氦检的方式对不同结构的喇叭口与管接头打紧后的泄漏情况进行验证。以直径为6mm的紫铜管喇叭口为例,分别验证在相同力矩N条件下,不同结构的喇叭口的密封性能。在相同喇叭口结构下,不同力矩对喇叭口密封性的影响。
分别按照14N、16N、18N、24N、28N打紧进行氦检验证,氦检情况如表2至表6所示。
在打紧力矩后使用电子检漏仪进行检测,泄漏率按照1.1g/年进行设置,当发生泄漏时电子检漏仪会发出电鸣声报警,其中OK代表无泄漏,NG代表有泄漏,单层为传统铜管薄壁厚结构,双层为新型双层喇叭口结构。

表2 14N打紧单双层结构氦检结果

表3 16N打紧单双层结构氦检结果
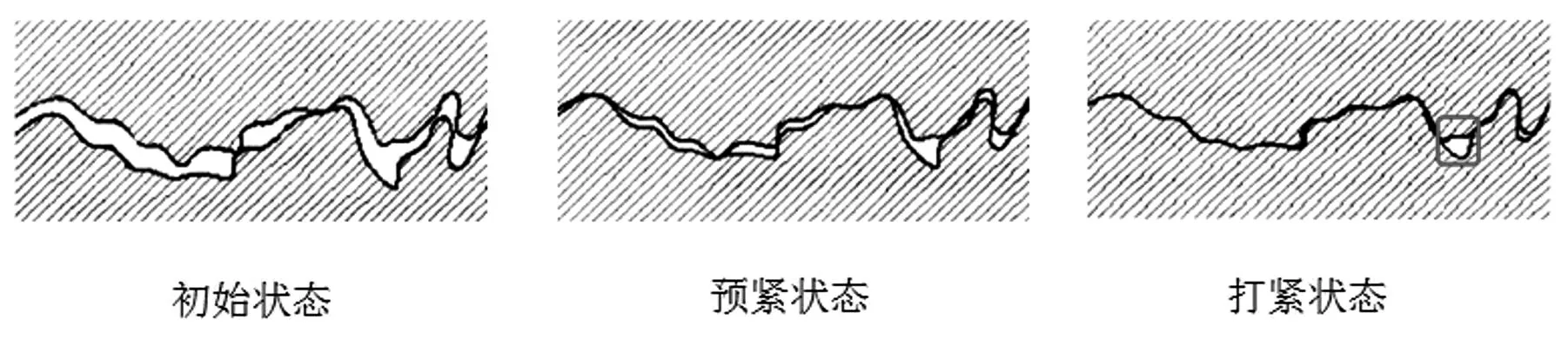
图1 喇叭口微观泄漏变化图

图2 不同结构喇叭口应力云图
由表2至表6可以得出,相同力矩情况下,双层喇叭口密封性优于单层结构。随打紧力矩的增大,喇叭口的密封性逐渐提高。但当超过28N力矩时喇叭口会出现开裂造成泄漏,达到32N时开裂加剧,力矩越大开裂情况越严重。

表4 18N打紧单双层结构氦检结果

表5 24N打紧单双层结构氦检结果

表6 28N打紧单双层结构氦检结果
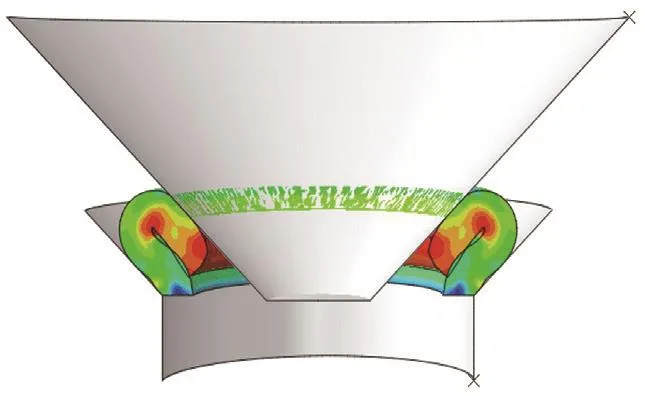
图3 双层喇叭口结构仿真成型图片
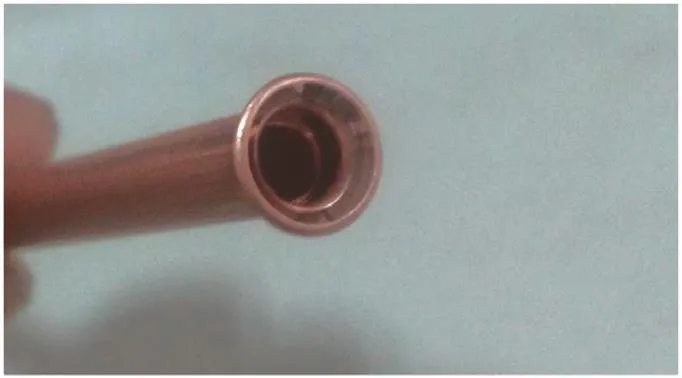
图4 双层喇叭口结构
4 生产方案设计及验证
双层喇叭口结构为外缘内折型结构,生产时需要实现向内折边,经过仿真分析和模具验证,通过采用先平口,后扩喇叭口的加工工序可以实现生产双层结构的喇叭口。相关工艺要求及控制点如下:
设备需求:普通管端成型机。
模具:平口冲头,喇叭口冲头,夹模。
操作要求:(1)平口工序:调节模具定位块,长度为适中,进行平口成型;(2)扩喇叭口工序:按照现有的设备操作要求,冲头后退一定距离,进行喇叭口加工[6]。
注意事项:首检表面是否光滑,喇叭口外侧是否有夹痕,喇叭口大小是否满足通止规要求,合格后进入批量生产。双层喇叭口结构仿真成型如图3所示。
双层喇叭口结构如图4所示,进行批量生产验证,在我司某车间按照操作要求进行批量生产600套,经检测喇叭口全部合格,随机抽取30套进行氦检验证,氦检无异常。
5 结论
原有空调内外机连接管喇叭口结构与管接头在扭矩作用下形成硬密封,这种机械结构的密封具有耐高温、抗磨损、加工精度高、机械性能好等优点,但密封效果相对较差。
由打紧力矩实验数据可知,在一定范围内增加扭矩可以提高连接管密封性。若扭矩过大会造成喇叭口开裂现象导致连接管泄漏。通过增加连接管喇叭口与管接头接触处的厚度,可以提高其接触带应力的大小,密封接触面积不变时,随着接触应力的增加,密封性能也相应提高。
双层喇叭口结构不仅增加了壁厚,而且避免了由于增加垫片带来的繁琐工序,保证了装配质量,提高了密封性能,可推广至整个家电领域。该加工工艺的实现,在仅增加少量原材料的基础上,增加其壁厚可以减少喇叭口泄漏数量,在售后维修阶段可以降低约9%的售后维修故障率。若以每年10万台此类故障为例,双层喇叭口的应用将带来较为可观的经济价值。