尾管固井回接筒铣锥限位清铣及修复技术
2021-05-24刘德平廖富国
刘德平 付 焘 杨 璨 廖富国 董 宇 杨 林
(中国石油集团川庆钻探工程有限公司川东钻探公司,重庆 401147)
0 引言
深井套管固井一般采用先尾管再回接的固井技术,177. 8 mm 悬挂器回接外筒喇叭口壁厚只有5 mm,位于回接外筒顶部(图1),在钻井作业中比较容易被损坏[1-13]。尽管尾管坐挂后要实探喇叭口井深,也要求送尾管钻具不能倒换,由于种种原因仍然可能损坏回接外筒上部喇叭口,近年来发生了GS001-H20 等3 井次损坏回接外筒上部喇叭口的事件,其中GS001-H20 井固井施工损失时间为12 d、MX009-H13井固井施工损失时间为8 d。
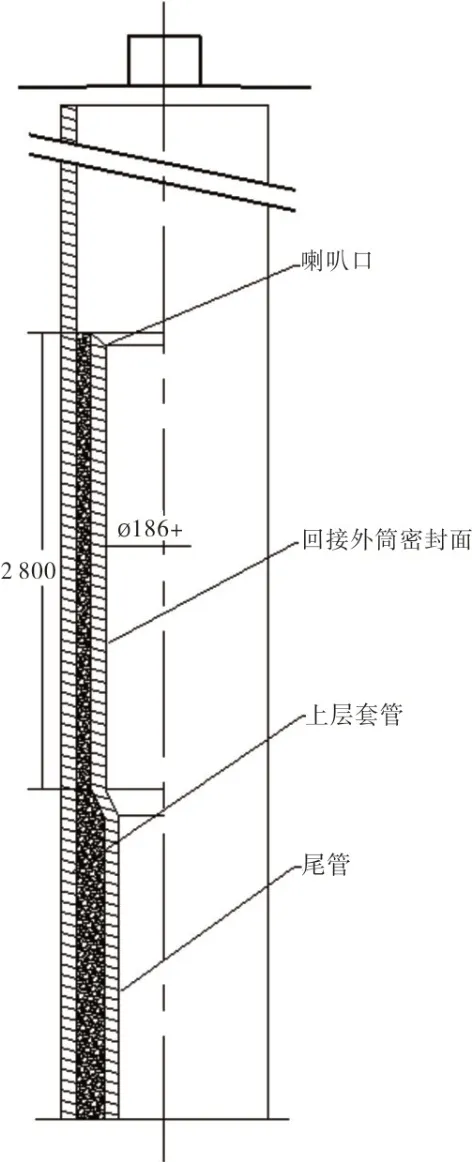
图1 回接外筒示意图
1 现状及存在的问题
1.1 技术现状
现在所使用的回接固井工具由回接外筒和回接插入筒组成[14-17],回接插入筒外有4 道高强度密封件,有效密封面从底部往上2. 5m 以内均布(图2)。回接外筒由短喇叭口和密封面构成,常用的∅177.8 mm 尾管回接外筒上部喇叭口长度为50mm,喇叭口外径为∅210 mm,内径从∅200 mm 逐渐过渡到回接外筒密封面内径∅186 mm+,回接筒外筒结构如图2 所示。回接固井前采用柱状铣锥(最大外径为∅186 mm),清铣密封面柱状铣锥如图3 所示。如果回接外筒上部喇叭口损坏,柱状铣锥清铣无法修复回接外筒上部喇叭口。
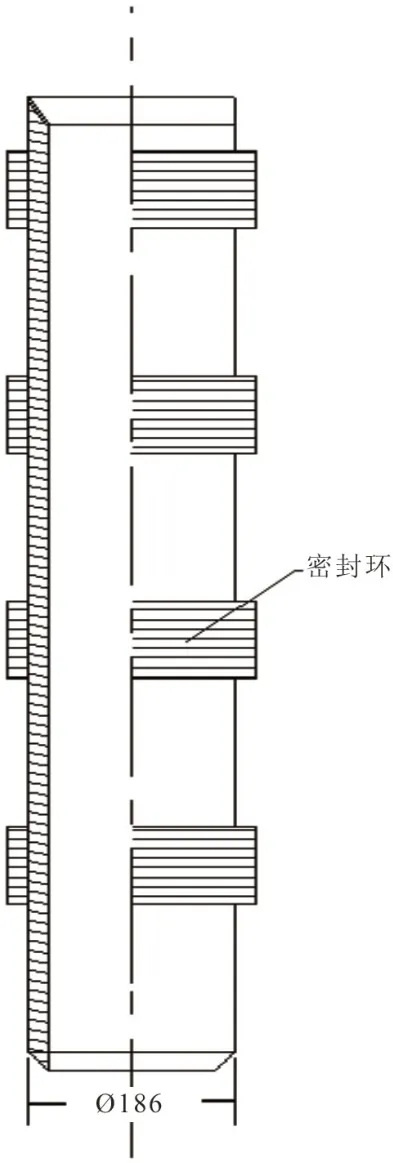
图2 回接筒结构示意图
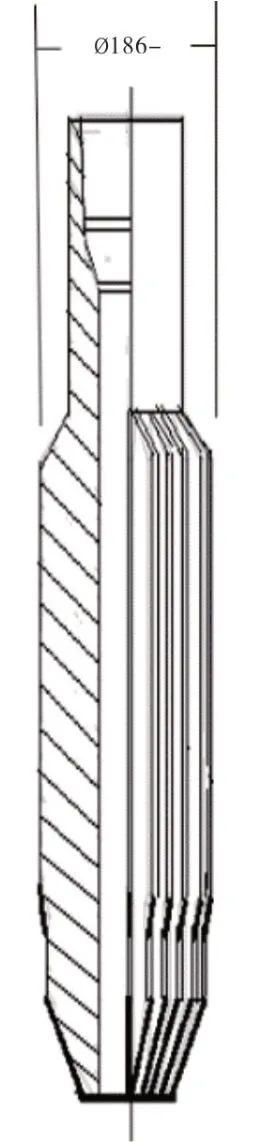
图3 柱状铣锥结构示意图
1.2 存在的问题
回接外筒喇叭口损坏后,通常采用∅200 mm 普通铣锥(图4)清铣、修复回接外筒喇叭口[18-21],由于回接外筒喇叭口短,长度只有50 mm,要么清铣不到位造成回接内筒进不去、要么可能铣坏密封面造成密封失效。
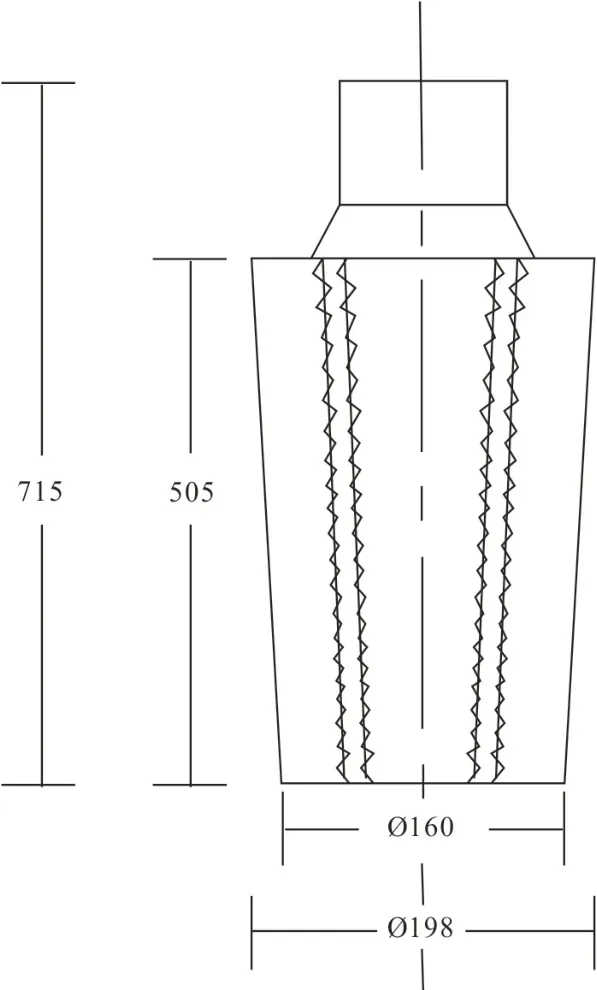
图4 普通铣锥示意图
GX2 井铣喇叭口未到位回接固井失败。出于保护喇叭口的考虑,以前尾管固井后一般喇叭口上水泥塞预留0.3~0.5 m 不钻完,由于钻具误差实际水泥塞达2 m以上,形成了2 m以上水泥环,回接固井前用∅200 普通铣锥铣了近1 m,由于未铣到喇叭口,回接固井失败,采用永久式封隔器完井。
GS001-H20 井回接外筒密封面铣坏。该井下柱状铣柱铣喇叭口,下回接外筒+套管柱进行试回接,下至回接外筒喇叭口处,通过多次旋转换、上提下放回接筒无法插入回接外筒,开泵下放仍无法通过,泵压也无变化。①再次下铣柱清铣喇叭口:下铣柱至井深2 680.08 m遇阻50 kN,磨铣喇叭口,工具磨铣位置在2 680. 08 m 处,10 h 后起钻完成。②再次试回接:再次下回接筒至井深2 680.08 m 试回插,关井反憋2次均无套压,正眼冒泥浆。开泵转动钻具下探,泵压、扭矩无变化,回接筒插入不成功。分析认为可能是套管变形或者回接外筒喇叭口损坏。③下普通铣锥(图4)磨铣喇叭口:下∅200 mm普通铣锥磨铣井段2 680.18~2 682.70 m,循环返出大量丝状铁屑,无水泥颗粒返出。经电测实际上由于长度(深度)误差铣锥已铣通了长2.80 m内径∅186 mm密封面(图5),平均内径为∅196.57 mm,后经加工特殊插入筒完成回接固井作业。
2 技术改进的必要性
回接外筒上部喇叭口壁厚只有5 mm,在钻上水泥塞、起下钻等钻井作业中容易损坏。专用柱状铣柱和普通铣锥结构不一样、功能不一样、清洗或修复的部位也不一样。专用柱状铣柱主要清铣回接外筒密封面。普通铣锥可以清铣、修复回接外筒上部喇叭口部分,由于长度(深度)误差可能铣坏回接外筒密封面,造成密封失效。
2.1 柱状铣锥
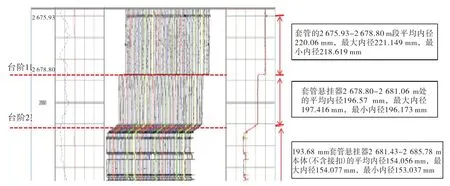
图5 电测解释数据
专用柱状铣柱是清铣回接外筒密封面,密封面近段长为2.8 m,清铣后下入带有4 道密封环的回接筒实现管柱密封(图3)。
2.2 普通铣锥
普通铣锥没有限位装置,采用普通铣锥清铣、修复回接外筒喇叭口(图4),由于长度(深度)误差清铣过回接外筒喇叭口后仍可以继续向下铣,铣坏回接筒外筒密封面造成密封失效。
3 技术改进
3.1 工艺限位
第一步下钻头或者磨鞋实探喇叭口深度。第二步采用普通铣锥(图4)限段长清铣、修复回接外筒喇叭口。
3.2 限位铣锥设计
改进普通铣锥结构、增加限位装置(图6),设计限位铣锥。从工具层面上实现限段长清铣、修复回接外筒上部喇叭口。短喇叭口长度为50 mm,设计的限位铣锥清铣、修复段长最多为110 mm。
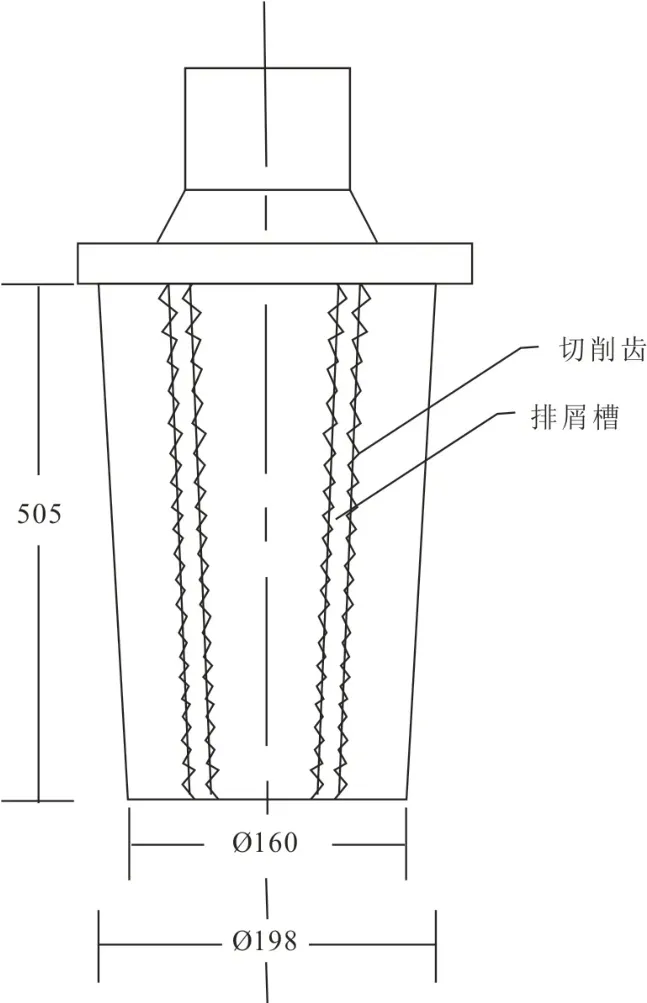
图6 限位铣锥结构示意图
4 现场应用
4.1 工艺限位清铣、修复
GS001-H27 等井在回接外筒喇叭口变形或者损坏,采用工艺限位清铣、修复回接外筒喇叭口。该井下铣柱钻至井深2 657.35 m提前探得喇叭口(钻塞探得喇叭口为2 659.02 m,此次误差1.67 m);然后下215.9 mm 牙轮钻头钻至井深为2 659.57 m 探得喇叭口起钻完;下普通铣锥(图4)限段长为0. 20 m 清铣、修复回接外筒喇叭口至井深为2 659.77 m,回接筒插入顺利、密封可靠、固井成功。
4.1 限位铣锥清铣、修复
MX001-H13井177.8 mm尾管固井后实际回接外筒喇叭口井深为2 715.82 m,下∅186 mm-柱状铣锥(图3)至井深2 715.98 m遇阻无法通过。下加工的限位铣锥(图6)至井深2 716.03 m遇阻,清铣、修复至井深2 716. 18 m,清铣、修复段长为0. 15 m。经清铣、修复后回接筒插入顺利、密封可靠、固井成功。
5 结论与建议
回接外筒喇叭口壁厚仅有5 mm,在固井后钻喇叭口以上水泥塞以及起下钻作业中容易受到损坏。通过工艺限位、限位铣锥限位都可以实现限段长清铣、修复回接外筒上部喇叭口,从可靠性来讲采用限位铣锥可靠性更高,建议可以根据不同尺寸的回接筒加工相应尺寸的限位铣锥。
