白鹤滩1 000 MW 水轮机蜗壳安装施工工艺
2020-06-05董钟明周玉国幸绍凯
李 秘,董钟明,周玉国,幸绍凯
(中国长江电力股份有限公司白鹤滩电厂筹建处,四川 凉山615400)
1 前言
白鹤滩水电站位于云南、四川界河河段,右岸隶属云南省巧家县,左岸隶属四川省宁南县,是金沙江下游四座世界级巨型梯级水电站——乌东德、白鹤滩、溪洛渡、向家坝中的第二级,其装机规模世界第二大、在建规模世界第一。白鹤滩电站为单机容量100 万kW 居世界第一,这是我国首次全部采用国产(技术研发制造)的百万千瓦级水轮发电机组。
该机组埋件蜗壳采用800 MPa 级调质低合金高强度结构钢,这是当前水电站机组埋件批量应用最高级别的结构钢。机组蜗壳在制造安装焊接过程中易产生焊接冷裂纹,最大板厚达到97 mm,屈服强度大于690 MPa,抗拉强度大于780 MPa,断后伸长率≥15%,在零下40℃冲击功≥100 J。下面我们详细研究探讨一下蜗壳的挂装、调整、焊接等施工工艺以及安装质量控制要点。
2 蜗壳安装
蜗壳的挂装工作应在蜗壳制造完工,拼装验收合格、座环安装合格后方可进行。
2.1 安装准备
(1)熟悉图纸及制造厂提供的技术资料,了解设备的结构特点及安装工艺要求,结合现场实际,编制施工技术措施、安全防护措施和质量控制措施。
(2)安装工器具已准备到位。
(3)蜗壳基础埋件已安装完成,基础板、支墩等混泥土强度已满足要求。
(4)对到货的蜗壳各管节(凑合节为瓦片到货)的断面尺寸、开口尺寸、周长、圆度、腰线距离等进行检查测量。
(5)参照蜗壳装焊图,以座环上的X、Y 基准线标记为基准,用经纬仪或全站仪在座环上、下过渡板以及周围混凝土上分别放出蜗壳各节挂装用的断面标记点、最远点,并作出清晰的标记来作为蜗壳挂装的基准。
(6)将蜗壳底部和腰线处支撑用的钢管、千斤顶及千斤顶垫板清理干净,并按蜗壳座环地基图放置在相应的基础板上,并使千斤顶垫板顶面高程低约3~5 mm。
2.2 蜗壳挂装
蜗壳由定位节、普通管节和凑合节组成,定位管节起定位作用,安装时以定位管节为基础,从两端分别进行安装,通过凑合节连成整体,如图1 所示,按1 →2 →3 挂装顺序及方向挂装。凑合节采用瓦片形式挂装,在现场进行修割压缝。
2.2.1 蜗壳定位节挂装
分别吊装3 节定位节,根据定位节位置,将定位节开口与座环上过渡板上标记对应,用座环上过渡板上的挡块将蜗壳拖住,缓慢落钩,让蜗壳下滑,底板向座环下过渡板靠拢,落在座环下过渡板上的挡块上,用蜗壳远点的支撑、蜗壳底板支撑临时支撑固定蜗壳定位节,调整定位节与座环过渡板纵缝错牙和间隙、定位节进水边和出水边的垂直平面度、腰线高程、最远点到机组中心线的距离及最远点基准的偏差等满足图纸技术要求,并记录测量数据,实行验收制度。定位节调整合格后,将相应的调整旋套、拉紧器点焊固定,将相应的千斤顶点焊固定。
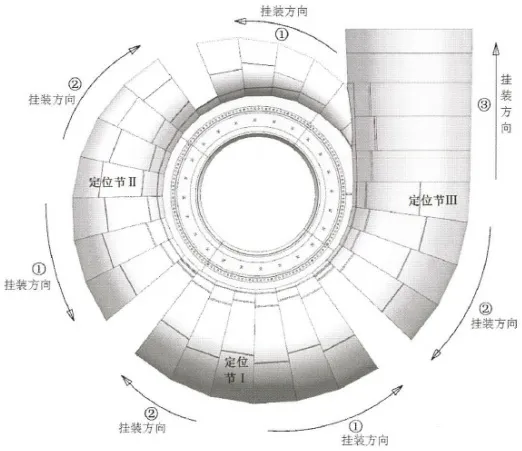
图1 蜗壳安装顺序示意图

图2 定位节挂装示意图

图3 定位节现场安装图
2.2.2 蜗壳普通管节挂装
蜗壳定位节调整验收完毕后,分别以3 节定位节为基准,分3 个工作面继续挂装蜗壳普通管节,挂装顺序如图1 所示,按1 →2 →3 挂装顺序及方向挂装普通管节,挂装方法可按照定位节的挂装方法实施。定位节安装后最多连续挂装调整3 节普通管节,即进行环缝的焊接。焊接结束后,进行下3 节的挂装调整。
蜗壳挂装时应注意座环的受力平衡、尽量采用中心对称挂装蜗壳,并在蜗壳挂装过程中及时的安装上相应的蜗壳支撑以将蜗壳的重量尽量转移到蜗壳支撑上。同时,在蜗壳的挂装、调整过程中应监视座环的水平,蜗壳环缝的调整顺序应与蜗壳的挂装顺序一致(见图4)。

图4 蜗壳普通管节挂装
2.2.3 蜗壳凑合管节配割挂装
所有普通管节吊装完毕后进行凑合节瓦片配割,配割采用实测划线的方式进行:1)先测量与凑合节相邻两断面腰线位置坡口钝边线的间距L0,然后从腰线向上、向下弧长间隔200 mm 测量两截面的间距L,并做记录。2)根据上述实际测量尺寸,划出该凑合节的断面配割线。如图7 所示:从腰线开始以该瓦片中心线对称划出断面⑤和⑥间距L0线和L线,然后将其端点圆滑连接,做出断面⑤和断面⑥配割线。3)采用半自动火焰气割机按照蜗壳湊合节断面配割线件配割,配割后对凑合节进行试装,试装合格后按照图纸要求配割坡口,并打磨完全露出金属光泽,坡口表面进行MT 或PT 无损探伤检测。
3 蜗壳的焊接
蜗壳挂装焊接采用“两环一蝶”的方式进行,即采用边挂装边焊接边探伤的施工方式进行。
3.1 蜗壳焊接要求

图5 蜗壳安装图

图6 蜗壳安装示意图

图7 凑和节断面配割示意图
800 MPa 级调质低合金高强度结构钢对焊接要求极高,焊接时需注意以下事项:①蜗壳衬板上焊接临时加强筋板、支撑筋板等临时构件时,其材料必须与蜗壳材质保持一致,否则应采用与焊接蜗売衬板同类型焊接材料堆焊(厚度不小于4 mm)过渡,之后才能焊接此类异质临时构件;②线能量、预热温度及层间温度控制:焊接线能量一般控制范围: 20 kJ/cm~30 kJ/cm,线能量控制得好坏直接决定蜗壳焊接质量,层间预热温度控制在120 ℃左右,层间温度控制在200℃左右;③不允许在坡口以外的金属表面引弧,在坡口以外的母材表面引弧、或有电弧划伤,应打磨清除,并进行MT 无损探伤检测。必要时,进行焊接修复;④所有焊缝按ASME 相关标准进行100%UT+100%MT/PT 探伤检查;⑤所有纵缝、蜗壳与压力钢管连接环缝、“T”型焊缝(纵环缝相交300 mm 范围内),进行100%TOFD 检查。
3.2 蜗壳环缝焊接
蜗壳挂装验收合格后,首先焊接蜗壳环缝,每条环缝焊接顺序,如图8 所示。每一环缝可由4 名焊工分别在1 象限、II 象限、III 象限和Ⅳ象限按照图示的焊接顺序进行焊接。焊接采用叠焊、多层、多道、分段退步焊接方式进行焊接,每段焊缝长300~400 mm。
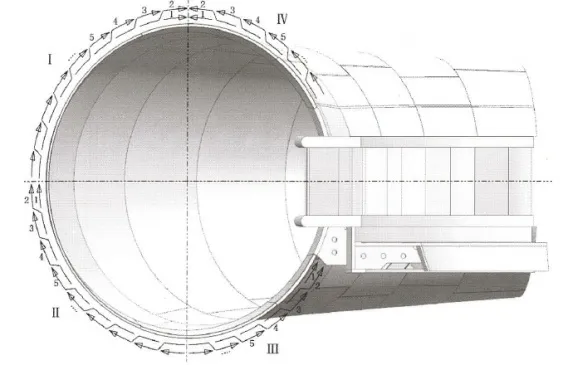
图8 环缝焊接顺序
3.3 蜗壳凑合节焊接
凑合节焊接,首先焊接凑合节瓦块间的纵缝,然后焊接其中一条环缝,最后焊接另一条环缝。
3.4 蜗壳与坐环过渡板的焊接
焊接时采用分段退步焊接,保持焊接速度一致,焊接顺序如图9 所示,蜗壳与过渡板焊缝的焊接宜连续进行直至焊完,不宜间断。
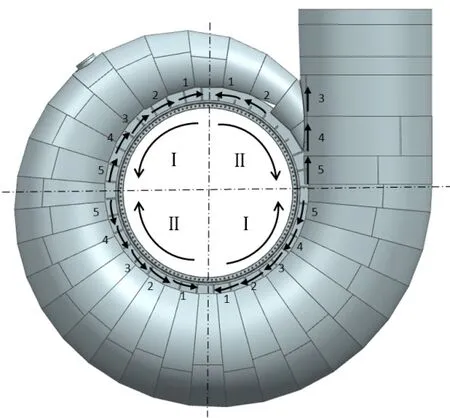
图9 蜗壳与坐环过渡板焊接
4 蜗壳和座环的定位尺寸检查
蜗壳挂装焊接完成后,复测座环中心、方位、高程、水平及圆度应满足图纸技术要求。蜗壳焊接完成及座环复测合格后,将蜗壳及座环所有的拉紧器、拉锚、千斤顶/千斤顶垫板、支撑钢管等按图纸要求进行焊接固定,严禁千斤顶垫板与蜗壳进行焊接。
5 结语
白鹤滩水电站1 000 MW 水轮机发电机组在世界水电行业属于无人区,蜗壳作为重要的过流部件,承受高水压、大流量、水压变化大等问题。对白鹤滩水电站1 000 MW 水轮机发电机组蜗壳安装施工工艺进行研究、总结,不仅可以推动白鹤滩水电站机组蜗壳安装质量水平的全面提升,同时可以为未来安装超高水头、超大容量水电机组的水电站开发,以及提高国内水电行业竞争力,走出国门开发大型水电站,奠定坚实的技术基础。
