生产信息管理系统关键技术研究
2020-06-04杨跃
杨 跃
(云南大为制氨有限公司电仪中心,云南 沾益 655338)
1 生产信息管理系统现状和需求
云南大为制氨有限公司生产控制系统主要有合成氨装置DCS一套,锅炉岛装置DCS一套共两套,均采用横河CS VP。其它DCS/PLC/ESD/ITCC系统通过MODBUS通讯可实现与横河DCS系统进行数据交换。为了满足氨库重大危险源DCS数据外送到云南省安监局,2018年又增加了一台OPC隔离网关,可以实现公司生产实时数据安全传输到公司内外网。公司目前建立有一个内部生产信息网,主要完成质检分析数据、调度日报、生产调度交接班记录等上传及查询。
为了充分利用现有资源和信息,提高生产和工作效率,及时发现分析和处理问题,更好地为生产管理服务,我们对公司生产信息系统今后发展应用进行深入的研究,分析探讨关键技术和解决方案,逐步建立完善生产信息管理系统。并用DEMO版的力控、WONDERWAERE等软件进行测试,建立实时数据库,实现公司生产实时数据的监控和报警。
2 工业网络信息安全
2010年6 月出现的震网病毒,专门针对西门子WINCC监控软件,首先通过互联网传染到能上网的电脑,再通过U盘传染到生产控制系统。震网病毒对伊朗核设施产生严重影响,造成伊朗核电站推迟发电。所以即便是物理隔离的专用网络,以及专用的软件系统,包括工业控制系统,也有可能被攻击。工业互联网是大势所趋,生产控制信息安全问题引起高度重视,维护工业控控制系统安全的形势非常严峻。对此,我们采取相应的软硬件技术和管理手段,尽量防止病毒入侵。
1)云南大为制氨公司不同DCS系统物理网络完全独立,相互之间的通讯主要采用MODBUS通讯协议,通过专用通讯设备MODBUS通讯卡或DCS系统自带的MODBUS通讯接口,网络之间只能传输符合条件和格式的数据,可以杜绝文件、程序、病毒在不同网格之间传输。每月用专用U盘备份项目文件和数据,定期查杀病毒,并设置相应的管理权限和密码,防止非法操作。
2)为了将重大危险源温度、压力、液位等DCS监控信号上传至省安监局,我们在采用防火墙的基础上,再增加了一台网络安全隔离网关PSL-1081,将工控系统网络与外网严格隔离。该网关有4个输入网口,4个独立的输出网口,一个信息端,最大点数为一万点。
3)锅炉岛DCS与合成DCS信号通过带OPC SERVER授权的操作站以太网端口分别连入PSL-108的两个控制端口,通过网关处理后从信息端用OPC协议取出数据联入公司内网,OPC据处理画面如图1所示。

图1 OPC隔离网关数据处理画面
3 能源计量管理
公司仪表计量报表目前主要在通过DCS系统对计量数据进行累计,生成计量报表,每班、每天由操作人员抄表统计,建立生产日报,每月再由电仪中心抄表或截屏后统计制作计量月报上报公司。大为制氨公司作为云南省重点用能单位,每月还按要求将能源计量数据通过手机发送到“云南省能源资源计量数据在线监测公共服务平台”。为了完善企业能源信息管理系统、进一步提升能源数据在线监测信息化水平,准备与云南能管科技有限公司合作共同建设“重点用能单位数据采集和接入端系统”。为了完成这项工作,有部分计量仪表信号还未进入DCS系统,需要对进行改造,主要设计方案如下:
1)对除盐水站一次水表流量和循环水站循环水流量信号增加MOXA 8通道数据采集模块进行数据采集,通过光纤用MODBUS通讯送入中控DCS系统。
2)电气电度表信号采集后,通过MODBUS通讯端口 与DCS通讯,可以在DCS上进行监控显示。
3)计量数据通过DCS初步处理后,统计生成DCS计量报表如图2所示。

图2 DCS计量数据报表画面
4)DCS计量数据再通过OPC及网关将数转发到能源数据接入端,最后上传到“云南省能源资源计量数据在线监测公共服务平台”,如图3。
4 实时数据库

图3 能源计量网络结构图
目前生产历史数据可以通过DCS操作站上的历史趋势记录进行查询,分析生产运行情况,但DCS历史趋势占用硬盘空间大,大多数采样间隔一般为1min,一般只保留近几个月的数据,每月1日要进行历史趋势数据备份,当查询几年前的数据还要将备份数据拷贝回DCS系统内,数据分析处理很不方便。
为了满足工业4.0要求,对生产实时和历史数据进行读写、存储和处理,实现生产过程和设备进行实时监控、预警和故障诊断,实时数据库必不可少。实时数据库支持海量数据的压缩存储,提供实时计算和实时分析功能、数据高效检索与权限访问管理。实时数据库主要北京三维力控的pSpace和施耐德公司的Wonderware Historian。
为此,我们安装了Wonderware Historian实时数据库软件进行测试(图4)。通过OPC导入6335个仪表数据,记录间隔为10s,则每天存储空间为480M,存储1年仅需要180G硬盘空间,一个2T的硬盘可保存全厂生产数据10年。如图四所示,Wonderware Historian实时数据库可通过客户端按位号、描述、地址等关键字进行查询,每个查询画面可显示范围最大为3个月,最小为1min。以实时数据库为依托,还可将实时数据发送到网络上。用户可以通过互联网运用浏览器直接查看工厂的实时生产情况,如:流程图界面、实时/历史趋势、生产报表等。
5 网络实时监控

图4 Wonderware Historian客户端实时数据库监控画面
在公司Web服务器上安装实时数据库软件或网络监控软件,可以通过安装网络客户端软件或下载相应控件通过IE浏览器查看生产实时数据。即使远离现场,通过公司的Intranet网络,可以在任何一个办公室的电脑上用标准的浏览器浏览公司的生产实时监控画面;而通过Internet,无论在世界的任何地方,Web Server都可以轻松地查看所有的生产信息。客户端工作站是一个完全的“瘦”客户端,客户端不需要特殊的驱动程序或支持软件。只要客户端工作站已经连接到了Internet或Intranet上,在浏览器上输入Web服务器的网络地址,就可以开始实时地浏览现场生产过程。可以利用公司现有的网络软、硬件资源,无需增加其它的硬件成本,我们在电脑服务器上安装力控网络监控软件,在公司内网上访问192.168.22.60:88地址,即可查看公司主要生产实时数据,如图5所示。
今后可根据工艺要求完善相应的监控数据和画面,增加相应的软件功能,通过手机或在外网上查看生产实时数据。为了保护信息安全,可以设置相应的权限和密码进行限制,只有授权用户才能查看。

图5 公司内网上的生产实时数据监控画面
6 设备管理系统AMS
设备管理与维护平台,可以使先进的智能仪表发挥最大效益,减少仪表的损耗并降低维护成本。在尿素DCS改造中,浙大中控提供了一套5000点的SAMS设备管理系统软件,SAMS服务器默认使用 SQL SERVER EXPRESS 2008 R2数据库,用于记录设备的应用记录、标定记录、组态信息和数据库操作等用户操作记录和报警记录。
公司绝大多数智能变送器、智能阀门定位器均采用HART通讯,可通过375、475手操器进行参数查看、组态,但由于仪表升级后,375、475手操器软件版本低,读取到的数据不全,当仪表出现问题时不能在线查看故障信息。
SAMS设备管理软件使用设备 DD(Device Description设备描述) 文件与现场设备进行通讯,在HART设备组态界面中可执行参数修改、参数比较、参数应用设置、设备状态监视、设备Method方法等操作。当有新的仪表不能读写仪表参数时,可以从网上下载DD文件导入系统中即可正常读写。
1)SAMS系统结构
公司现有DCS系统不支持HART通讯,我们计划先采用一台P+F的HART多路采集器在仪表检修班离线对智能仪表的数据进行采集,调试和诊断,并建立相应的数据库。SAMS设备管理系统网络结构如图6所示。

图6 SAMS设备管理系统网格结构图
2)智能仪表组态
设备浏览图界面中双击选定的HART设备位号或选择HART设备位号右键菜单中的“基本组态”命令,将显示对应HART设备的组态界面,如图7和图8所示。通过电脑完成对仪表设备的组态,并将组态及设备详细数据保存到电脑数据库中,以便今后进行分析和设备更换。
3)仪表报警设置
SAMS可以通过HART通讯对在线仪表进行信息查询,当出现仪表故障或报警信息时,会自动发出声音报警,提醒仪表维护人员进行检查。报警设置如图9所示。
4)仪表替换向导
通过仪表替换向导,用户可以替换智能仪表,相关操作会产生对应的操作记录。仪表替换向导功能仅对处于工作状态的设备位号有效。设备浏览视图中点击菜单命令[工具/仪表替换向导],弹出如下图所示界面。

图7 HART智能仪表组态画面
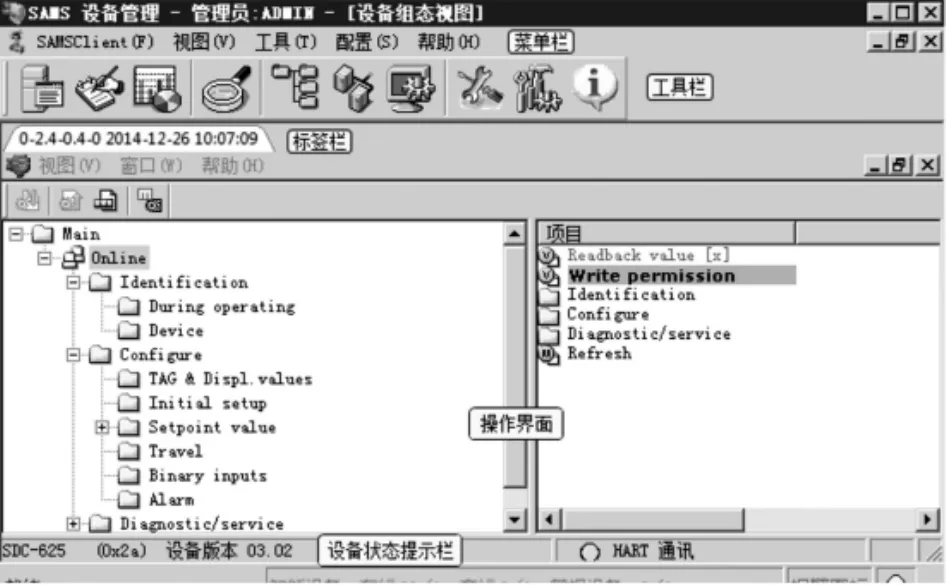
图8 SAMS设备组态图

图9 HART仪表报警设置

图10 仪表替换向导
在图10中选择需要替换的旧仪表,点击“下一步”,或在设备浏览视图中直接选择需要被替换的旧仪表,在右键菜单中选择“仪表替换”,进入参数备份设置界面,重命名被替换设备的SAMS位号并选择是否需要备份被替换仪表的数据。选择“是”,系统保存当前仪表参数后再替换新仪表;选择“否”,系统不保存数据,直接进行仪表替换。
7 结语
生产信息管理主要是让公司领导和各专业的工程师及时了解现场的生产情况,快速、准确、有效的作出分析判断决策。及时整合相关数据信息,可以保证各个部门信息采集的一致性;科学分析实际生产问题。然后针对实际问题来采取有效的解决措施。
通过网络通信技术、数据采集技术以及通过对数据的二次开发,形成一个综合的生产信息管理平台,以达到对企业的能源管理、生产运行管理和关键生产设备的运行状态监控等管理等,并为能源优化、生产管理调度和关键设备运行维护提供依据。
