抑制铝粉尘云爆炸的粉体材料效能对比分析
2020-06-04王秋红申中一王清峰
王秋红,申中一,王清峰
(1. 西安科技大学安全科学与工程学院,陕西西安,710054;2. 西安科技大学医院,陕西西安,710054)
铝粉在油漆、油墨、颜料和焰火等工业生产领域得到广泛应用,当铝粉与空气形成爆炸性混合物后,就是一种潜在危险源。铝粉尘云点火能量低、燃烧速度快,可释放出大量能量,在一定条件下还会形成二次爆炸[1-3]。铝粉爆炸防控是铝粉制造生产行业的重点研究方向,目标是把铝粉爆炸控制在初始阶段、缩小伤害范围和降低事故严重程度。国内外学者对此开展了相关研究,其中,ZHANG 等[4]研究发现纳米铝粉爆炸过程中的最大爆炸压力持续时间较长,约为非纳米铝粉的3~4倍;LIN等[5-6]发现随着铝粉质量浓度增加,爆炸压力会先增加随后下降;谭汝媚等[7]揭示了存在1 个最佳点火延迟时间引起铝粉爆炸压力达到最大;LIU 等[8]指出铝粉最大爆炸压力与湍流强度呈线性正相关关系;TRUNOV等[9]揭示了微米铝粉在氧气气氛下的氧化进程;梅晓凝[10]揭示了随着微米铝粉粒径增加,最大爆炸压力和最大爆炸压力上升速度呈指数衰减;何丽蓉等[11]发现了纳米铝粉的热反应特性的尺度效应;MYERS[12]分析了铝抛光操作中粉尘惰化的案例,发现铝粉与NaHCO3和磷酸一铵的混合可以消除铝粉爆炸的危险性;JIANG等[13]揭示随着粒径减小,NaHCO3用于抑制铝粉爆炸的最小质量浓度显著降低;CHEN等[14]指出宽粒度分布的NaHCO3阻燃粉体可以更有效地降低铝粉的火焰传播速度;TAVEAU 等[15]发现NaHCO3及KHCO3对铝粉有良好的抑爆效果;李亚男等[16]研究表明碳酸钙对铝粉有抑爆作用,且随着碳酸钙质量分数增加,铝粉最小点火能随之增大;谭迎新等[17]发现磷酸二氢铵粒径越小抑爆作用越明显。综上可知,现阶段研究大多针对阻燃粉体对铝粉尘云爆炸的抑制性能,但是对于阻燃粉体的抑爆效能对比以及相应抑制机理的研究较少。本文作者对比分析ABC干粉灭火剂(主要成分为磷酸二氢铵),三聚氰胺氰尿酸盐(MCA)和三聚氰胺焦磷酸盐(MPP)这3 种常见阻燃粉体对铝粉爆炸的抑制效能,以期揭示铝粉尘云爆炸的抑制机理。
1 实验系统与材料
1.1 实验系统及参数设置
瞬态火焰传播实验系统如图1所示。爆炸管道为3.84 L长方体不锈钢管道,长×宽×高为80 mm×80 mm×600 mm。爆炸管道顶部和底部为密闭状态,一侧壁面上端有直径为40 mm的圆形泄爆口,圆形泄爆口中心距管道底部550 mm。2 个压力传感器分别安装在距离管道底部上方250 mm 和400 mm 处。喷粉系统由喷粉器、电磁阀、止回阀和压缩空气瓶组成。同步控制系统依次完成喷粉、点火和数据记录的时间指令。数据采集系统由压力传感器和数据采集仪组成。实验在常温常压下进行,设置电磁阀开启时间为50 ms,喷粉压力为0.4 MPa,高压点火器电压控制为30 kV,点火能量为36 J。
实验步骤如下:首先,根据实验所需粉尘质量浓度在喷粉器中放入相应质量粉体;其次,对爆炸管道抽取一定真空度(电磁阀开启后进入爆炸管道的空气量刚好使管道内达到常压);然后,打开同步控制器开关,依次触发数据采集仪,电磁阀喷粉,高压点火器在设定的点火延迟时间后点火,引燃可燃金属粉,实现爆炸或抑爆过程。采用德国NETZSCH 公司生产的STA 449 F3 型热重-差热同步热分析仪剖析阻燃粉体抑制微米级铝粉燃烧的微观机理,如图2 所示。系统参数设置如下:吹扫气为O25 mL/min,N210 mL/min,保护气N2为10 mL/min,起始温度为30 ℃,终止温度为800 ℃,升温速率为10 ℃/min。
图1 瞬态火焰传播实验系统Fig.1 Transient flame propagation experimental system

图2 同步热分析仪Fig.2 Simultaneous thermal analyzer
1.2 实验材料
实验中的可燃性金属粉体材料是铝粉(Al),纯度达99.9%,为银白色粉末,平均粒径为12 μm。3种阻燃粉体选用市场中常见的氮磷系阻燃剂和氮系阻燃剂,分别为ABC 粉、MCA 粉和MPP 粉,基本性质如表1所示。铝粉及阻燃粉体材料实物图如图3所示。

表1 阻燃粉体基本性质Table 1 Basic property of flame retardant powder
2 粉体材料对铝粉尘云爆炸抑制作用
文献[18]在瞬态火焰传播实验系统上测试得到平均粒度为12 μm 的铝粉在管道内悬浮形成375 g/m3铝粉尘云,在点火延迟时间为60 ms 工况下的爆炸威力最大,其最大爆炸压力可达0.612 MPa,如图4(a)所示。由于研究对象为小尺寸管道,管道内上下2 个传感器监测点距离较近,相距15 cm。实验中2 个传感器监测点处压力变化曲线趋势一致、几乎重合,测试中上部传感器监测点测得压力峰值略高于下部传感器监测点测得的压力峰值,故全文中所有的压力曲线和分析数据都采用上部传感器监测点采集数据。
实验前将不同质量的ABC,MPP和MCA阻燃粉体分别与1.44 g铝粉均匀混合,针对375 g/m3铝粉尘云(1.44 g铝粉均匀悬浮在3.84 L容积的矩形爆炸管道内)爆炸最猛烈状态,考察阻燃粉体对铝粉尘云爆炸最猛烈状态的抑制效果,如图4(b)~4(d)所示。阻燃粉体与1.44 g铝粉的不同质量配比关系如表2所示。
从图4 可见:ABC,MPP 和MCA 这3 种阻燃粉体的加入都可降低铝粉尘云的爆炸压力峰值,表现出一定的抑爆效果。进一步分析粉尘云最大爆炸压力Pmax、最大压力上升速率(dP/dt)max与阻燃粉体质量浓度的关系,上部压力传感器测得压力如图5及表3所示。

图3 铝粉及阻燃粉体材料实物图Fig.3 Pictures of aluminum powder and flame retardant powder materials
图4 不同种类阻燃粉体对铝粉爆炸压力的影响Fig.4 Effect of different kinds of flame retardant powder on aluminum explosion pressure
表2 阻燃粉体与铝粉配比关系Table 2 Ratio of flame retardant powder and aluminum powder
从图5及表3可见:1)加入的阻燃粉体质量浓度越高,对铝粉尘云爆炸的抑制作用越强;2)在判断发生爆炸的条件下,阻燃粉体质量浓度46.9 g/m3时,ABC 粉、MCA 粉 和MPP 粉 抑 制375 g/m3Al粉尘云爆炸的最大爆炸压力下降率分别为3.3%,55.0%和55.7%;最大爆炸压力上升速率下降率分别为10.1%,61.0%和86.2%;3)当ABC粉、MCA粉和MPP粉质量浓度分别为140.6,93.8和70.3 g/m3时,铝粉尘云爆炸可被完全抑制。因此,3种阻燃粉体对铝粉的抑爆效果从强到弱依次为MPP,MCA和ABC。
图5 不同阻燃粉体对铝粉尘云Pmax和(dP/dt)max的影响Fig.5 Pmax and(dP/dt)max of aluminum dust cloud vary with different flame retardant powder

表3 阻燃粉体抑制铝粉尘云爆炸参数Table 3 Explosion parameters of aluminum dust clouds inhibited by the flame retardant powder
3 MPP 对铝粉尘云爆炸抑制的热机理
在3种阻燃粉体材料中,MPP粉对铝粉尘云爆炸抑制效果最佳,故对铝粉、MPP 粉、铝粉添加MPP 粉混合体系在0~800°C 的温度范围内进行了热重-差热分析,深入了解MPP粉体材料对铝粉尘云爆炸抑制的热作用机理。同步热分析系统设置升温速率为10 ℃/min,纯铝粉初始质量为6 mg,单一MPP粉初始质量为6 mg,铝粉添加MPP粉混合体系的初始质量为9 mg(其中Al 与MPP 的质量比为2:1)。
3.1 纯铝粉的热重-差热分析
纯铝及MPP 在空气气氛中的TG-DSC 热分析谱图如图6所示。从图6(a)分析得到铝粉氧化过程可划分为3个阶段:
1)初始阶段。在26.5~124.1°C,TG 曲线上有明显增重,对应在26.5~135.3°C 范围内DSC 曲线上的放热阶段。此阶段发生了铝粉的氧化放热,铝粉质量增加。
2) 平稳吸热阶段。在124.1~560.4 °C,TG 曲线缓慢增重,对应在此阶段DSC 曲线上有小幅度放热,这是因为初始阶段形成的稳定氧化铝薄膜覆盖在铝表面,阻碍铝的进一步氧化,故放热速率减慢。
3) 破壳—氧化—熔化阶段。在560.4~646.0 °C,有1个明显的放热峰。究其原因是当温度高于560.4°C后,被氧化铝包裹的铝发生体积膨胀,铝的膨胀系数比氧化铝薄膜要大,当铝膨胀到一定程度时,产生的压力导致氧化铝薄膜破裂,裸露出来的铝在高温下继续与空气中氧气接触发生快速氧化放热反应[19-20]。661.0 °C 处有1 个尖锐的吸热峰,这是因为铝的熔点在660 °C 左右,此时,铝熔化会吸收大量热,故产生了明显的吸热峰。因为经过上一阶段的氧化,会有更厚的氧化膜覆盖在铝表面,阻止深层的铝氧化,导致外层铝的增重速率减缓,内层铝的吸热速率上升。
以上过程说明铝粉的氧化反应过程如下:1)铝粉表面氧化放热;2)铝粉被氧化膜包裹后缓慢氧化,被氧化膜包裹的铝吸热体积膨胀,氧化膜破裂,铝裸露氧化放热;3)再次被氧化包裹的铝熔化吸热。
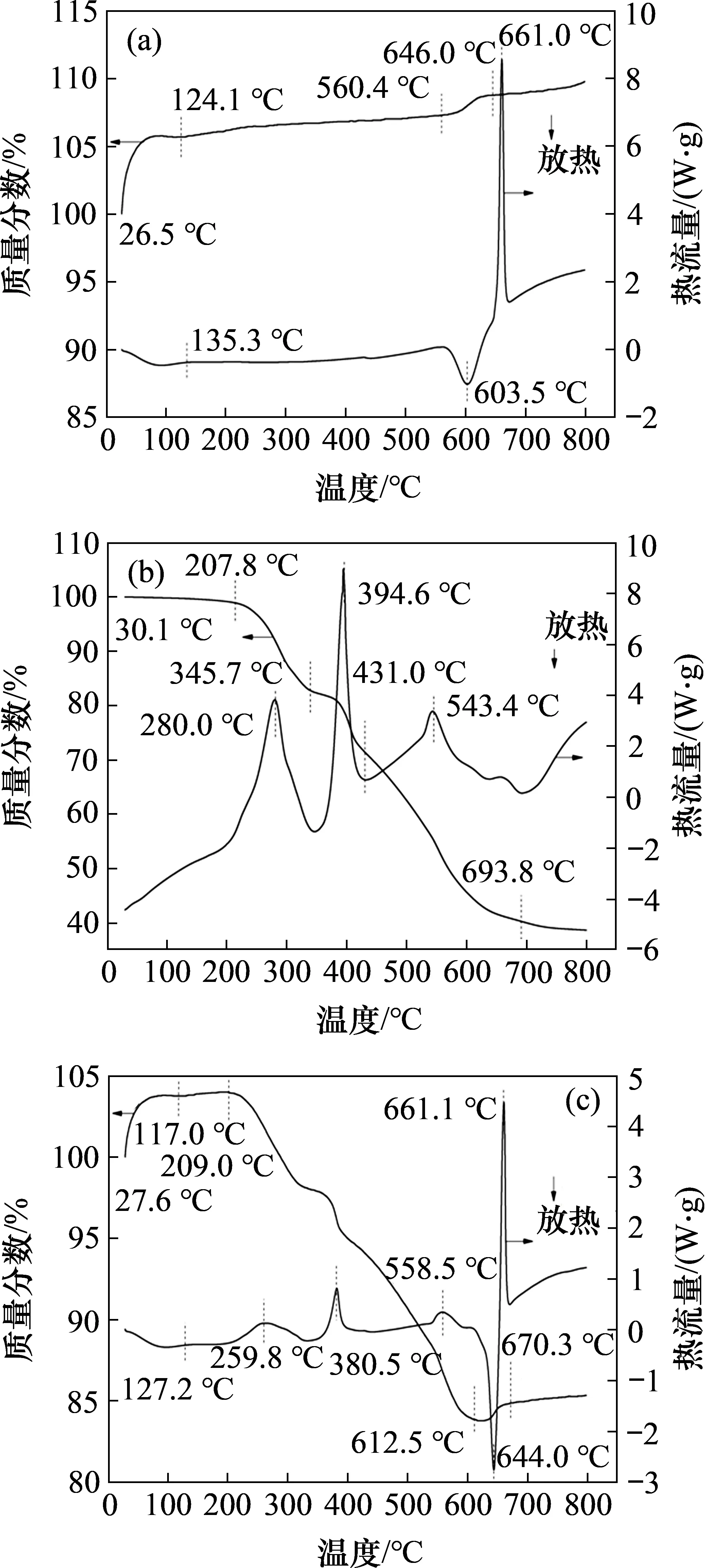
图6 铝粉及MPP的TG-DSC谱图Fig.6 TG-DSC spectrogram of the Al and MPP powder
3.2 MPP粉的热重-差热分析
从图6(b)可见MPP 阻燃粉体材料热解过程分为以下3个阶段。
1)稳定期。在30.1~207.8 ℃,MPP粉的TG和DSC 曲线较为平稳,无明显质量变化,认为仅有小部分水分蒸发。
(2)入选能力较低,不能满足矿井的正常生产。重介质主选系统采用2套3GDMC1200/850旋流器,设计原煤处理量为500 t/h,实际平均约为380 t/h。其原因是入厂原煤未经筛分手选,全级进入破碎机,且破碎粒度上限难以控制,重介质旋流器堵塞频繁,生产效率低;煤泥脱水回收能力不足,制约了重介分选系统连续稳定生产;原煤质量变差且煤泥发粘,导致放仓因难、给料量不均匀。
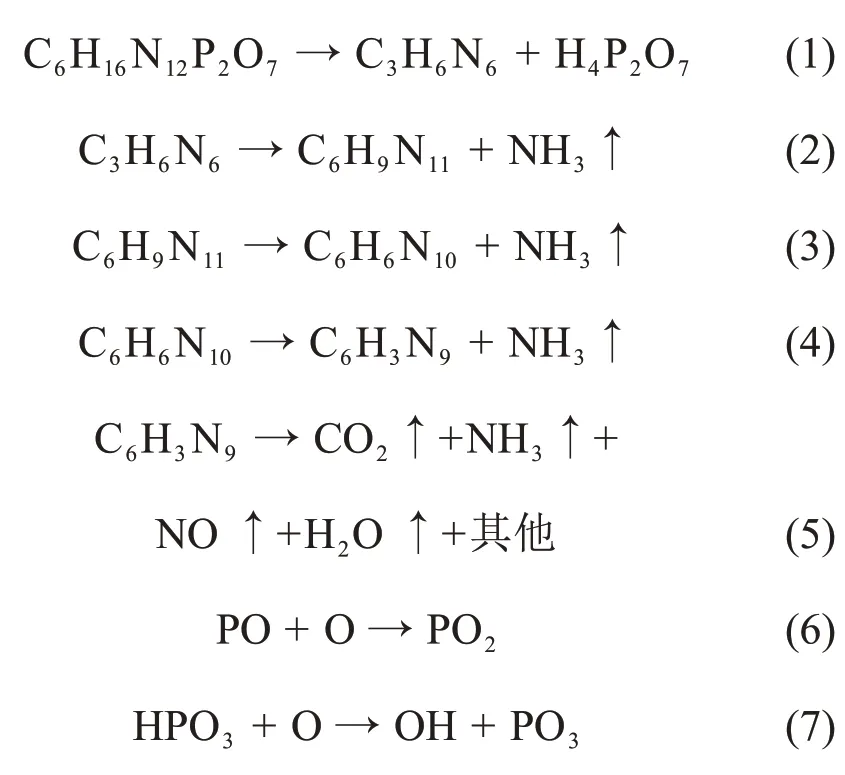
2) 分解期。在207.8~345.7 ℃,MPP 粉的TG曲线出现明显质量损失,在280.0 ℃时DSC曲线上也有1 个明显的吸热峰, 考虑是MPP 粉(C6H16N12P2O7)分子间脱水所致吸热。在345.7~431.0 ℃,TG 曲线再次发生质量损失,对应在394.6 ℃时DSC 曲线上有1 个吸热峰,究其原因是三聚氰胺焦磷酸盐吸热降解为焦磷酸(H4P2O7)及三聚氰胺(C3H6N6)(式(1)),同时,C3H6N6分解释放出NH3[21-23],如式(2)~(5)所示。在431.0~693.8 ℃,TG曲线第3次发生质量损失,在543.4 ℃时DSC曲线上出现吸热峰,对应三聚氰胺继续吸热分解放出NH3以及焦磷酸的进一步脱水脱。焦磷酸生成的磷酸(H3PO4)脱水生成气态偏磷酸(HPO3),该过程伴随的磷系物质反应可消耗氧原子[24-25],抑制燃烧,如式(6)~(7)所示。
3) 分解完成期。在693.8 ℃以后,MPP 粉的TG曲线趋于平稳,表示分解过程趋于结束。
3.3 Al粉添加MPP粉体系的热重-差热分析
对比图6(c)可知:铝粉与MPP 粉的混合体系在空气中被加热是质量增加—质量减小—质量再增加,也是放热—吸热—再放热的过程。
1)增重阶段。在27.6~117.0°C,Al+MPP粉混合体系发生快速氧化质量增加,对应有较小的放热峰。随后在117.0~209.0°C,混合体系的质量增大速率大幅度减慢,认为是铝氧化生成的致密氧化铝薄膜阻碍了氧化反应的进一步进行。
2) 质量减小阶段。在209.0 ~612.5 °C,Al+MPP混合体系质量都迅速降低,在259.8,380.5和558.8°C 时存在3 个明显的吸热峰,3 个吸热峰依次为:MPP 分子间脱水吸热,MPP 脱水降解为焦磷酸和三聚氰胺以及三聚氰胺进一步分解出不燃气体及焦磷酸的自缩聚。
3)再增重阶段。在612.5 ~800.0°C,混合体系质量再次增大,考虑是因铝在高温下突破了氧化铝薄膜而发生氧化,再次形成氧化膜包裹之后铝粉继续熔化吸热。
4) 纯Al 突破氧化膜开始氧化的起始温度为560.4 °C,在603.5°C 时氧化放热速率达到最大;Al+MPP 混合体系中Al 突破氧化膜开始氧化的起始温度为612.5°C,在644.0°C 时氧化放热速率达到最大,MPP 粉的分解会导致Al 吸热突破氧化膜的温度增大52.1°C,说明添加MPP 粉推迟了内核铝突破氧化膜的进程,氧化放热速率达到最大时的温度也相应提高。
4 结论
1)ABC粉、MCA粉和MPP粉这3种阻燃粉体对铝粉尘云爆炸都有一定的抑爆效果,加入阻燃粉体质量浓度越高,抑爆作用越好。抑爆效果从强到弱依次为MPP 粉、MCA 粉和ABC 粉,分别在质量浓度为70.31,93.75和140.63 g/m3时,铝粉尘云爆炸能够被彻底抑制。
2) 在MPP 粉抑制铝粉尘云爆炸过程中,在0~612.5°C,MPP 粉会发生分解,吸收大量的热量,一定程度上减少了氧化铝薄膜包裹下内核铝的吸热熔化,同时,MPP 粉分解产生的惰性气体NH3和H2O会降低金属颗粒附近的氧气浓度,MPP粉分解产生的磷系自由基也会反应消耗掉氧原子。分解吸热、降低氧化剂浓度以及消耗氧原子的综合作用导致MPP 粉对铝粉尘云爆炸有较好的抑制作用。
3)对于优选阻燃粉体材料MPP 粉,在612.5~800.0 °C,Al+MPP 混合体系中发生了3 个过程:即1)铝表面氧化生成氧化膜;2)内核液态铝体积受热膨胀,突破氧化铝薄膜开始氧化反应;3)新生成的厚度不断增加的氧化铝膜继续阻止内核铝的氧化,同时被包覆的铝融化吸热。添加MPP 粉会推迟Al 突破氧化膜和氧化放热速率达到最大的温度,即612.5°C 前MPP 粉的分解吸热会导致Al因吸热而突破氧化膜的时间延迟。
