焦炭塔裙座环焊缝裂纹原因分析及改进措施
2020-06-03侍毅
侍 毅
(江苏省特种设备安全监督检验研究院连云港分院)
焦炭塔是延迟焦炭塔装置的主要设备。 焦炭塔长期运行在高温、充焦和除焦的冷热疲劳操作条件下,操作条件十分苛刻。 如果焦炭塔出现故障,则延迟焦化整个工艺流程就无法进行。 在实际生产过程中,焦炭塔与裙座连接的环焊缝最容易出现裂纹,有的裂纹会穿透整个焊缝,严重时甚至造成焦炭塔体与裙座脱开的事 故[1]。
连云港某石化企业有两台焦炭塔装置建于2009 年12 月,在2018 年4 月大修期间对该装置进行定期检验,发现塔体与裙座连接的环焊缝存在多处裂纹。 该焦炭塔的检验周期为6 年,查看上次定期检验报告,发现裙座与塔体连接处也有多处裂纹。 笔者就焦炭塔裂纹产生的原因进行分析,并根据成因针对性地提出改善措施,以确保焦炭塔平稳、安全运行。
1 焦炭塔结构及参数
焦炭塔属于塔式容器,塔式容器一般直径较大、高度较高、质量较大,普通的支腿难以支撑塔式容器, 而裙座有非常好的承载能力和稳定性,因此裙座是塔式容器常见的支撑形式。 焦炭塔结构如图1 所示。 塔体与裙座的连接一般采用对接和搭接形式,该焦炭塔塔体与裙座采用的是搭接形式,具体如图2 所示。
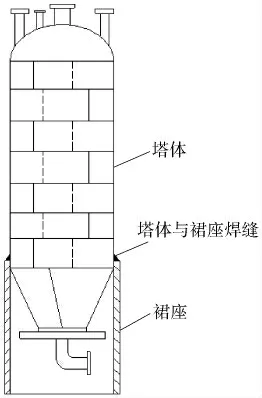
图1 焦炭塔结构简图
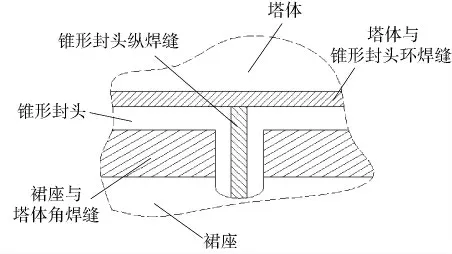
图2 焦炭塔塔体与裙座连接形式
焦炭塔的基本参数如下:
设计压力 0.35MPa
设计温度 450(上)/475(下)/495(塔底)℃
操作压力 0.20MPa
操作温度 450(上)/475(下)/495(塔底)℃
工作介质 渣油、油气、蒸汽、焦炭
塔体材料 15CrMoR/15CrMoR+410S
封头材料 15CrMoR/15CrMoR+410S
裙座材料 Q345
塔体厚度 30.0/32.0/36.0/22.0mm+3.0mm
封头厚度 30.0/38.0/24.0mm+3.0mm
容器内径 8 400mm
容器高度 35 340mm
容积 1 700m3
2 焦炭塔检验情况
2.1 宏观检验
经现场宏观检验, 焦炭塔保温层整体良好,但是下部尤其是裙座附近有部分破损,保温岩棉裸露在外, 拆除部分岩棉发现有雨水进入的情况。 内外表面腐蚀情况良好,塔体未出现变形、鼓包等情况,直线度符合标准要求。 内部堆焊层无龟裂、剥离和脱落现象。 裙座及其基础未出现下沉、倾斜和开裂情况。
2.2 无损检测
焦炭塔的塔体和裙座材料均为铁磁性材料,根据TSG 21—2016 标准中8.3.6 条规定[2],铁磁性材料优先采用磁粉检测,同时考虑焦炭塔的结构特点和现场情况,焦炭塔塔体与裙座连接处表面缺陷检测采用宏观检验和磁粉检测相结合的方法, 检测设备为磁粉探伤机 (型号ZCMDX1203)。 经检验,在裙座与焦炭塔塔体连接的焊缝处发现多处裂纹且都呈横向延伸, 长度在30~300m,其中一条裂纹经打磨深度达20mm,所有裂纹均未损伤到焦炭塔本体。
2.3 壁厚检验
利用CYGNUS 3+型超声波测厚仪对上下封头和塔体进行测厚,每块钢板测3 个点,3 个点分布在每块钢板的上、中、下3 个部位。 检测后与设计资料以及上次检验报告数据进行对比,焦炭塔壁厚没有明显减薄, 各位置壁厚均符合设计要求。
2.4 光谱分析
使用直读式光谱仪对焦炭塔母材进行材质分析, 检测设备为美国尼通XL3t-800 合金分析仪。 结果表明, 材料化学成分满足GB/T 713—2014《锅炉和压力容器用钢板》的要求。
3 理化分析
3.1 硬度检测
对焦炭塔塔体与裙座连接的角焊缝、塔体母材和裙座进行硬度检测。 检测部位的硬度均正常,母材129~150HB,焊缝金属145~180HB,热影响区176~193HB。
3.2 金相分析
裂纹处附件的塔体母材显微组织为铁素体和珠光体; 热影响区显微组织为铁素体和大小不均的珠光体;焊缝显微组织为铁素体和珠光体。 金相组织均正常,且未发现微观裂纹和球化现象。
4 焦炭塔裙座环焊缝裂纹原因分析
分析光谱、金相、硬度检测和壁厚检验结果可知,焦炭塔没有出现脱碳、增碳、球墨化及材质硬化等现象,并且也没有出现壁厚减薄影响焦炭塔整体强度的情况。 这些裂纹主要是由于塔体与裙座的温差、相互的变形约束、频繁加热冷却引起的交变热应力及局部机械应力等原因联合造成的。
焦炭塔塔体与裙座之间的连接角焊缝焊量很大,堆焊上百遍,十多层焊道,焊缝宽带有百余毫米[3]。 此外,焦炭塔为现场安装组焊,现场施焊环境较为恶劣,尽管能有效改善裙座的总体应力水平,但是由于焊缝的热机械强度低于母材的热机械强度,同时角焊缝有着较大的刚性约束。 因此在频繁极度冷热循环条件下,焦炭塔裙座与塔体连接焊缝及其附近有着较大的交变热应力,从而导致了热疲劳裂纹产生。
保温层破损也是造成裂纹产生的主要原因[4]。焦炭塔保温质量的好坏,对减少局部应力腐蚀也有极其重要的作用。 当保温层破损,长期裸露, 尤其在冬季或者下雨下雪等温度较低的时候,会造成塔内外温差剧增,热应力变大,造成塔体变形、焊缝开裂。 现场检验发现裙座附近的保温层有修补的痕迹, 而且修补的地方保温不严密,容易进入雨水。
5 安全措施及建议
为了防止焦炭塔裙座与焦炭塔体连接处在使用过程中产生裂纹,应从设计制造安装、使用管理和检验维修3 方面着手制定相应的安全措施:
a. 设计制造安装方面。 设计过程中,通过改善焊接结构和保温措施适当降低塔体与裙座之间的温差,改善焊缝及其附近的应力状况,如裙座与壳体连接部位采用整体锻焊结构代替堆焊结构。 焦炭塔现场安装施工过程中,要严格执行焊接工艺参数,控制层间温度,认真做好焊前焊后热处理,防止冷裂纹的产生[5]。
b. 使用管理方面。 焦炭塔在使用过程中,确保保温层的质量, 一旦发现保温破损或脱落,应当及时进行修复。 此外,严格执行工艺操作规程,确保每个步骤有足够的时间,尽量减少温度的急剧升降,降低温度梯度,减小热应力。 在日常生产中,企业应认真做好定期自行检查工作,严格按照标准要求对压力表、测温仪器和安全阀进行校验,防止设备出现超温超压使用的情况。 定期对设备进行巡查,认真检查日常维护记录、运行记录,及时发现设备运行的异常情况。
c. 检验维修方面。 对于检验过程中发现的裂纹, 应打磨进行消除, 若打磨后形成的凹坑在TSG 21—2016 标准8.5.4 条允许范围内, 则不影响定级。 否则,应进行补焊或者应力分析,合格后方可使用。
6 结束语
焦炭塔是石化企业的核心设备之一,在生产过程中,焦炭塔裙座与塔体连接处的环焊缝极易产生横向裂纹。 裂纹产生的根本原因是保温层破损导致内外温差所引起的热应力和现场组焊过程中焊接应力联合作用产生的。 而企业对设备出现问题后不能及时解决是裂纹产生的直接原因。因此,要降低焦炭塔的安全隐患,应当从焦炭塔的设计、现场组焊安装及企业使用管理等多方面着手,对焦炭塔进行全过程、全方面的质量控制,尤其需要关注结构设计、焊接工艺、现场施焊、缺陷处理及日常安全检查等重点环节。
