用JWF1203 型梳棉机纺C 18.2 tex 纱的单产优化
2020-06-02陶继昊邢明杰倪敬达任光业
陶继昊 邢明杰 倪敬达 任光业
(1.青岛大学,山东青岛,266071;2.青岛宏大纺织机械有限责任公司,山东青岛,266000)
在追求个性化、精致化的现今社会,人们对纱线质量的要求也在日益严格,因此减少棉结、增强纱线强力是厂家和客户迫切的需求[1-3]。曾有多位学者研究梳棉工艺对成纱质量的影响[4-5],有针对锡林速度对纱线毛羽、条干、含杂率进行的研究[6-8],也有锡刺比对生条质量的影响研究[9-11],众所周知单产也是影响纱线质量的一项重要因素,但对单产的研究数据相对较少。单产同其他工艺参数共同影响成纱质量,单产的多少直接影响纱线棉结、短绒指标,并且对条干指标也会有相当大的影响。JWF1203 型梳棉机是国产最为经典的中等单产梳棉机,其单产主要在20 kg/h~50 kg/h,在品种适应性、设备机械状态稳定性、优异的质量指标方面都非常突出。本试验主要探讨相同上机工艺参数时JWF1203 型梳棉机在纺C 18.2 tex 纱生产实践中纱线质量最优的单产特征。
1 试验部分
1.1 试验原料
本次试验所用原料为美棉和澳棉。其原棉棉结(MD100)345 粒/g,短绒率10.25%,含杂率2.77%,清棉落棉率2.24%,成熟度0.81,马克隆值4.40,上半部长度为29.36 mm。
1.2 工艺流程
JWF1009 型往复抓棉机→AMP3000V5-P TH 型火星金属重杂物探除器→FT217 型气流分流器+FA125B 型重物分离器→JWF1107 型单轴流开棉机→JWF1029 型多仓混棉机→JWF1121型清棉机→JWF1053 型除微尘机→JWF1171 型棉箱→FT025B 型自调匀整+JWF1171 型棉箱+FT209A 型圈条器+JWF1203 型梳棉机
1.3 梳棉工艺参数
试验用JWF120 型梳棉机。清棉工序工艺:JWF1009型抓棉机打手速度1 000 r/min;FA125B型重物分离器第一组尘棒隔距为22 mm、第二组尘棒隔距为25 mm;JWF1107 型单轴流开棉机四组尘棒隔距分别为12 mm、12 mm、12 mm、12 mm,打手速度717 r/min(频率45 Hz);JWF1029 型多仓混棉机均棉罗拉速度726 r/min;JWF1121 型清棉机两分梳板隔距为2.5 mm、1.5 mm,四把除尘刀隔距为1.2 mm、1.2 mm、1.3 mm、1.3 mm,除尘刀进口四块托板隔距为12 mm、13 mm、12 mm、12 mm,打手速度750 r/min;JWF1171 型棉箱的开松辊速度735 r/min。其筵棉棉结(MD100)为550 粒/g,短绒率10.9%,含杂率1.52%。
梳棉机单产采用22 kg/h、26 kg/h、30 kg/h、32 kg/h、36 kg/h、40 kg/h 六 档;刺 辊 速 度 采 用975 r/min,锡 林 速 度480 r/min,盖 板 速 度260 mm/min。锡林针布选取R-2030×0.5 型、道夫针布N-4030B×0.9 型、活动盖板SPACETOP型,生条定量为22 g/5 m,不同种单产配合所纺的纱线均为18.2 tex。并对纺制的纱线进行条干、棉结、短绒等进行检测。JWF1203 型梳棉机其他工艺参数:给棉罗拉~给棉板隔距0.15 mm,刺辊~给棉板隔距0.61 mm,刺辊~除尘刀隔距0.30 mm,第一落杂区长度65 mm,第二落杂区长度30 mm,第三落杂区长度16 mm,刺辊~分梳板隔距0.75 mm,刺辊~锡林隔距0.18 mm,锡林~后固定盖板隔距0.40 mm、0.43 mm、0.46 mm、0.48 mm,后棉网清洁器~锡林隔距0.40 mm、1.52 mm,锡林~后上罩板隔距0.56 mm,锡林~后下罩板隔距0.79 mm,锡林~活动盖板隔距0.20 mm、0.18 mm、0.18 mm、0.18 mm、0.20 mm,锡林~前上罩板隔距0.78 mm,锡林~前下罩板隔距0.56 mm,锡林~前棉网清洁器隔距1.52 mm、0.40 mm,锡林~前固定盖板隔距0.25 mm、0.23 mm、0.20 mm、0.20 mm,锡林~道夫隔距0.10 mm。
2 试验结果
为保证误差尽可能小,因此每种条件均使用四台相同参数的梳棉机进行纺制,分别编号1#、2#、3#、4#,同种约束条件下取平均值,依据平均值进行分析。有关质量指标见表1 和表2。

表1 不同单产时棉结和短绒检测结果
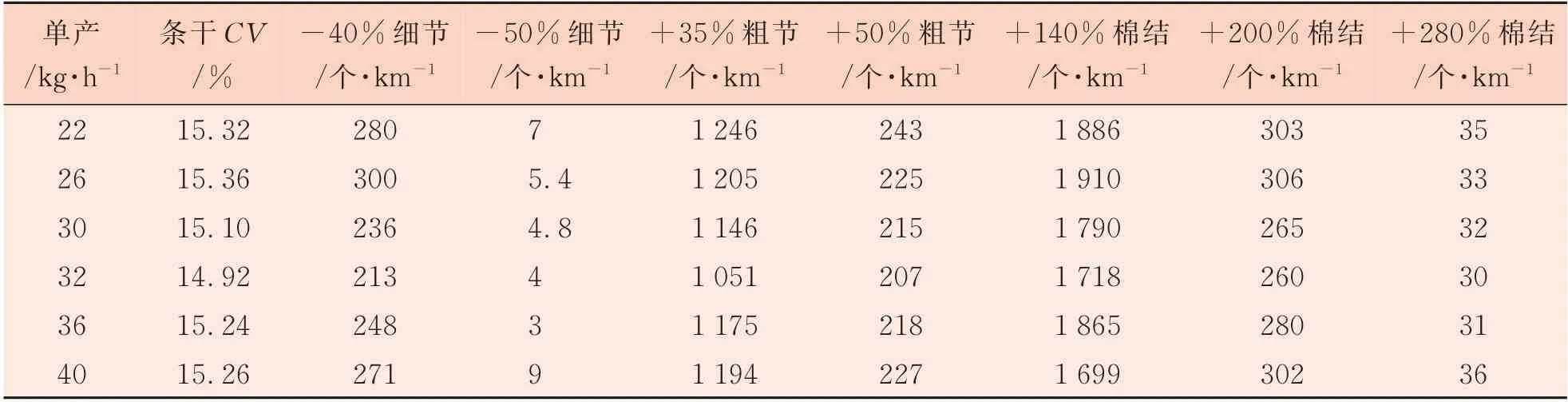
表2 不同单产时成纱条干检测结果
3 分析与讨论
由表1 和表2 可知,当锡林、刺辊、盖板速度和其他工艺隔距相同时,不同单产对应成纱条干、棉结和短绒的指标是不同的。为了更综合和方便的衡量各参数对生条质量的影响,引用模糊评价的方法[12]。本次试验共设置6 组限定条件,并且每个限定条件取最后平均值作为判定纱线指标的标准。因此每个指标从优到差可分为1、2、3、4、5、6 共6 个等级,因为每个指标的相差程度不一,在此不使用隶属度函数,只用6 种指标进行比较转换,最好为1,其他依次为2、3、4、5、6,具体转换结果见表3。棉结、短绒和条干三种指标共计12 个,其中棉结数量和棉结去除率、生条短绒率和短绒去除率为相同数据的不同表述,因此合并计算,共计10 个指标。根据重要指标权重系数,规定其中条干CV 值、棉结去除率、短绒去除率的权重系数为0.17,其他条干指标共7 个,每个指标的权重系数为0.07,总计0.49,四类指标权重的矩阵A=(0.17 0.17 0.17 0.49),对表3 进行归类统计得出表4。
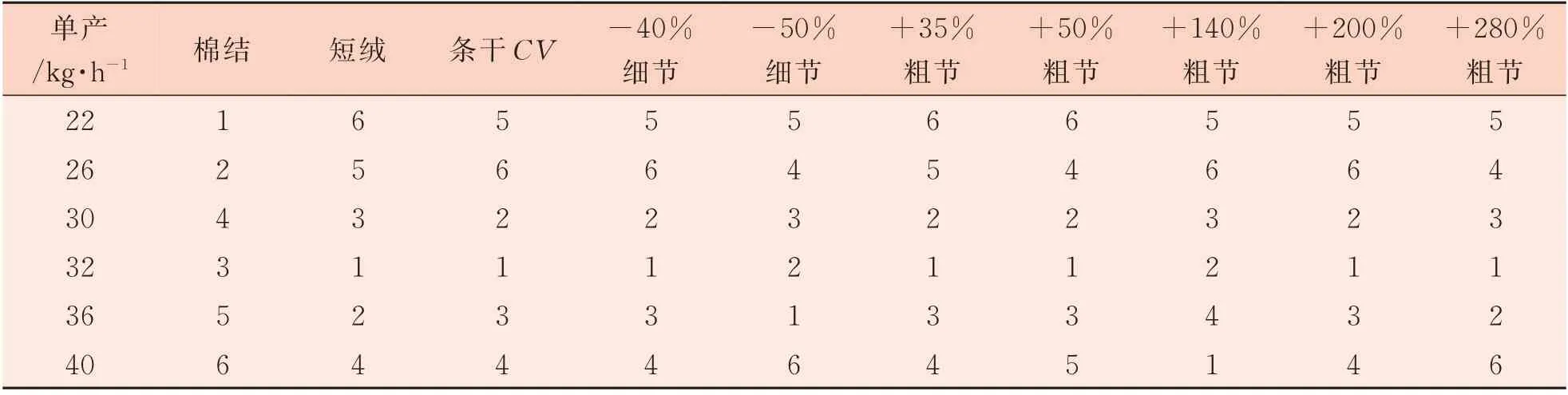
表3 不同单产影响棉结、短绒评价转换表
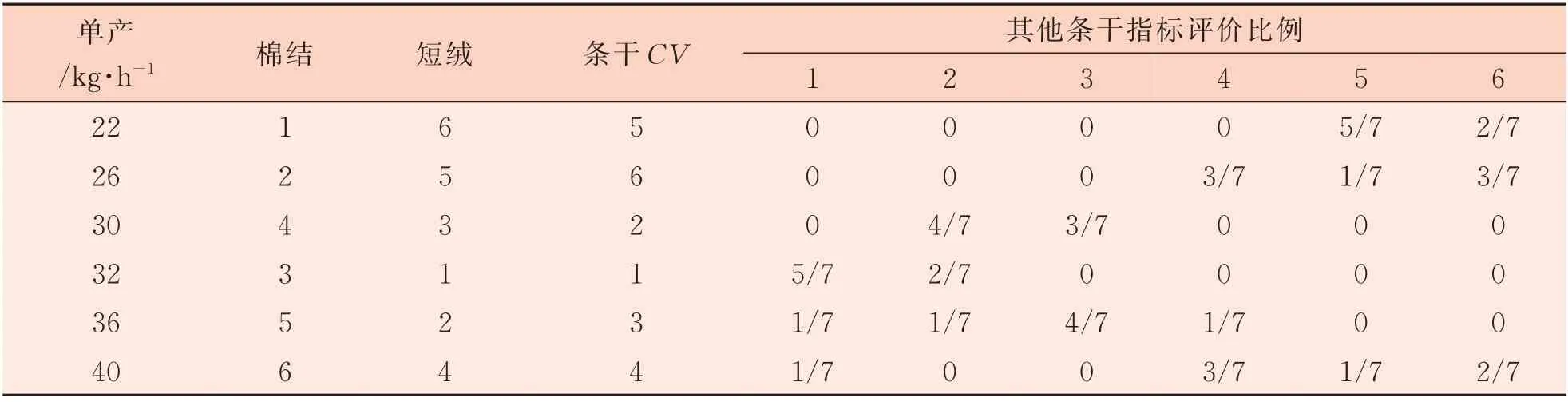
表4 单量对棉结、短绒、条干指标影响统计表
根据本次试验结果,分别对1、2、3、4、5、6 分别按照100、95、90、85、80、75 进行赋值,结合具体的权重系数和评价结果所占比例,计算出每个试验方案的最终评价分数。其中以单产26 kg/h 的试验条件为例进行计算,其评价分数为S=0.17×95+0.17×80+0.17×75+0.49×(0×100+0×95+0×90+3/7×85+1/7×80+3/7×75) =81.7(分)。用同样的计算方法,计算其他方案的最后评分,具体数值见表5。
由表5 中数据可以知道当JWF1203 型梳棉机纺18.2 tex 纱时,单产32 kg/h 时的纱线质量最好,其综合得分为97.7 分,其次为单产30 kg/h 时纱线质量综合评分为90.6 分,最差为26 kg/h 纱线质量综合评分为81.7 分。由上述结果可知,当梳棉机参数相同时,为追求高纱线质量,其单产不宜设置过低,但是过度追求高单产也会影响成纱质量,体现了单产对成纱质量的影响。

表5 不同条件下纱线质量的综合评分
3.1 棉结指标最优方案
通过对表1、表3 的分析可得,棉结去除率最高的工艺参数为产量22 kg/h,并且从整体趋势来看棉结去除能力随着单产的提高呈下降趋势。得出以上结论不难理解,当低产时刺辊、锡林和盖板的作用效果较强,针布对纤维的握持也较充分,分梳较为充足。如果单纯的追求棉结去除率高的梳棉工艺,则可以在保证额定单产符合生产要求的基础上尽可能减少实际单产。
3.2 短绒指标最优方案
通过对表2、表3 分析可得,一个合适的单产对短绒指标的影响尤为明显,本次试验最优单产为32 kg/h,并且短绒率指标随着与单产32 kg/h偏离程度越大指标越差。主要是因为在低产时分梳能力过强,会增大短绒的产生,但是当单产不断增大时,其分梳能力就会较弱,不利于短绒的排除。
3.3 条干指标最优方案
通过对表2、表3 分析可知,单产对条干有显著影响,并且整体趋势随单产的提高呈现先优后劣的变化,主要因为是低产时纤维梳理过度,单产过高时梳理能力又不足,从而导致有较多纤维得不到梳理,从而影响其条干。
4 结论
(1)棉结、短绒以及条干最优时的单产是不同的,在实际生产过程中根据所需最优指标调节单产,会提高纱线特定性能。棉结指标随着产量的升高呈恶化趋势,但是短绒和条干指标均在32 kg/h 时性能最好。
(2)当工艺参数相同时,梳棉机单产对成纱质量会有不同的影响,本次试验主要考虑其综合指标,由于纱线综合指标在32 kg/h 时得分为97.7 分,最好,因此在使用JWF1203 型梳棉机时为保证纱线总体性能应尽量控制单产量32 kg/h。
