某核电汽轮机高压缸中分面划痕分析与处理
2020-06-01许准,余浩,柴广
许 准,余 浩,柴 广
(江苏核电有限公司,江苏连云港 222042)
1 问题概述
在某核电汽轮机安装过程中,检查发现在该汽轮机高压缸下缸水平中分面84#螺栓孔位置处有一条从高压缸内侧延伸至高压缸水平中分面的贯穿性划痕,该划痕长度约为60 mm、宽度约为5 mm、深度约为0.04 mm(图1、图2)。
某核电汽轮机高压阀组前主蒸汽压力为5.88 MPa,温度为274.3 ℃,该高压缸整体处于湿蒸汽运行工况中,故该汽轮机中的所有部件均受到湿蒸汽的侵蚀。对于高压缸水平中分面,湿蒸汽的侵蚀主要包括冲蚀和间隙蚀,一旦水平中分面存在漏汽通道,漏汽通道的面积和漏汽量将在高速汽流的冲刷下逐渐增大,不断冲蚀高压缸本体及紧固螺栓,同时通过沟槽及螺栓孔外泄,这严重威胁机组运行人员的安全,甚至影响核电站的安全高效稳定运行。
2 原因分析
2.1 设备制造
当高压缸下缸水平中分面在加工过程中存在加工失误时,将有可能在高压缸下缸水平中分面产生贯穿性划痕。查阅该高压缸的出厂检验记录,未发现关于高压缸下缸水平中分面发现贯穿性划痕的记录,因此可排除在加工过程中存在加工失误,导致其84#螺栓孔位置产生贯穿性划痕的可能性。
2.2 设备运输
为了设备安全,在高压缸下缸由设备制造厂运输至核电站现场的过程中,通常选用倒扣运输的方式。如在此过程中高压缸固定措施不牢固、水平中分面保护措施不当,将有可能在高压缸下缸水平中分面产生贯穿性划痕。查阅该高压缸的入厂检验记录,亦未发现关于高压缸下缸水平中分面发现贯穿性划痕的记录,因此可排除在设备运输过程中存在高压缸固定措施不牢固、水平中分面保护措施不当导致高压缸下缸水平中分面84#螺栓孔位置产生贯穿性划痕的可能性。

图1 划痕位置示意
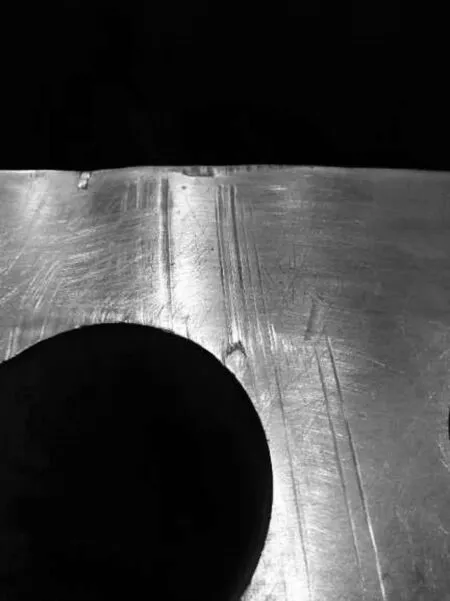
图2 中分面划痕
2.3 成品保护
在汽轮机安装过程中,因安装需要,安装人员不可避免地需要在高压缸水平中分面上进行踩踏作业,如作业过程中未通过铺设胶皮等成品保护措施对汽缸水平中分面进行保护,将有可能在高压缸下缸水平中分面产生贯穿性划痕。查阅设备资料和图纸,核实发现该高压缸材料为合金铸钢,材料硬度高、耐磨性好,一般情况下人体重无法在高压缸下缸水平中分面上产生明显划痕。且查阅施工文件确认在施工过程中已通过铺设胶皮对高压缸下缸水平中分面进行保护,可排除成品保护不当导致高压缸下缸水平中分面84#螺栓孔位置产生贯穿性划痕的可能性。
2.4 设备安装
2.4.1 现场翻缸
待高压缸下缸到达核电站现场后需在正式安装前对高压缸下缸进行翻缸工作(图3),主要过程如下:将钢丝绳分别挂在行车的主钩与副钩上,将主钩钢丝绳绳套从A 端绕过高压缸下缸水平中分面固定在B 端的2 个吊耳上,将副钩钢丝绳从主钩钢丝绳内侧固定在B 端的2 个吊耳上;主钩与副钩同时提升,当高压缸下缸吊离地面至一定高度时,主钩继续提升,副钩停止提升并配合主钩作间断下降,高压缸下缸A 端随主钩上升而向上移动,B 端保持一定高度,当高压缸水平中分面于厂房地面垂直时,即汽缸翻转90°;主钩停止提升,副钩开始连续下降,此时主钩作间断上升,保持高压缸最低点不接触地面,高压缸下缸下表面依靠在副钩钢丝绳上,随着副钩下降,汽缸A 端将绕B 端顺时针方向旋转,当高压缸水平中分面与厂房地面平行时,即汽缸翻转180°,此时主钩与副钩同时停止上升或下降。
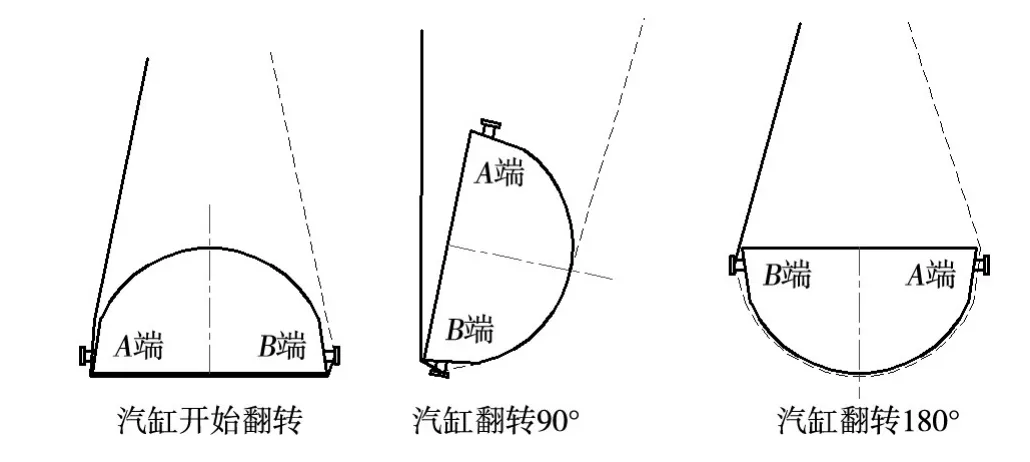
图3 高压缸下缸翻转示意
分析钢丝绳系结方式和翻缸过程,发现翻缸过程中钢丝绳与高压缸下缸水平中分面存在接触现象。钢丝绳硬度高,缸体自重很大,因此钢丝绳和缸体之间的相互作用力很大。通常接触部位必须加垫胶皮或木板以保护高压缸下缸水平中分面,如保护措施不当将产生错位现象,进而导致钢丝绳与高压缸下缸水平中分面碰磨,损坏高压缸下缸水平中分面;情况严重时甚至会导致钢丝绳断裂,造成吊装事故。
结合中分面沟槽的外观及位置,分析认为翻缸过程中因保护措施不当,导致高压缸下缸水平中分面84#螺栓孔位置产生贯穿性划痕的可能性较大。
2.4.2 管道预置
该汽轮机在高压缸中部的上半和下半各布置有2 个进汽口,在调端、电端下半各布置有2 个排汽口。在安装过程中,高压缸下部排汽管道需预先固定在安装位置,待汽轮发电机轴系找中后再进行焊接。
访谈施工人员,在排汽管道预置中,施工人员使用钢丝绳套在高压缸下缸的吊耳上,并穿过高压缸下缸排汽孔作为临时吊点来调整排汽管道的接口位置,如未在钢丝绳与高压缸下缸水平中分面接触位置加垫胶皮或木板以保护高压缸下缸水平中分面,将可能造成高压缸下缸水平中分面产生贯穿性划痕。
分析排汽管道预置过程,预置排汽管道过程保护措施不当,可能造成高压缸下缸水平中分面84#螺栓孔位置产生贯穿性划痕。
3 处理方式
针对汽缸水平中分面划痕问题,一般有加装密封带、加装齿形垫、堆焊、涂渡、研刮等5 种处理方法,根据划痕位置和宽度、深度不同,应采用不同处理方式。鉴于该划痕位于高压缸末级叶片出口处的水平中分面处,划痕长度较短、宽度较窄、深度较浅,且位置集中仅有一条划痕,故选用研刮的修复方法,主要步骤如下:①对前后轴承室和汽缸的疏水、抽气孔进行封闭,防止铁屑、沙粒等异物落入;②将水平中分面上的氧化层用旧砂轮片打磨掉,同时将水平中分面清理干净,并对划痕位置进行标记;③用平直尺或大平板检查上缸水平中分面的的平面度,如不平,则执行前文中的翻缸过程,首先将上缸翻转,用道木垫平、垫稳,然后用平直尺或大平板检查和研刮,直至水平中分面间隙<0.05 mm,最后翻转高压缸上缸至工作位置,作为研刮下缸划痕的基准;④使用“00”砂纸对划痕处进行打磨,使用细油石加汽轮机油对划痕处进行研磨,直至水平中分面法兰表面粗糙度达到设计文件或设备运行和维修手册要求,注意打磨和研磨工具只能沿着水平中分面纵向移动,不能横向移动,以免在水平中分面上再次形成内外贯穿的划痕;⑤在下缸中分面上涂擦油墨或红丹粉,用链条葫芦或千斤顶施力,使上缸在下缸上沿轴线方向移动约20 mm,往复2~3次,撤去上缸,检查水平中分面接触情况,如接触面积<80%,则需重复执行步骤⑤,直至接触面积≥80%。
研磨完成后,在水平中分面法兰螺栓紧固过程中,应关注如下2 点:①紧固研刮部位螺栓时,需要适当加大该位置螺栓的预紧力;②螺栓紧固按照从中间向两边同时紧固的顺序进行,即从垂弧最大处或是受力变形最大处开始紧固螺栓,直至中分面外缘最大间隙满足设计文件或设备运行和维修手册要求。
4 结果验证
截至2019年12月,该汽轮机已成功通过该核电厂168 h满负荷运行试验并已连续运行12 个月,在此期间该汽轮机未发生过漏气、功率下降等异常现象,在首次大修期间,在划痕位置亦未发现冲蚀、间隙蚀等异常现象。
5 总结
在汽轮机安装或检修过程中,应重点关注以下4 点:①加强培训,提高施工人员的设备安全意识,以消除人为因素损坏设备的可能性;②制定合理的作业方案,尽量避免可能导致水平中分面损伤的作业方式;③采用铺设胶皮、拉警示带隔离等措施对汽缸水平中分面进行保护;④在进行翻缸等重大作业过程中应注意采取加胶皮等有效方式,对钢丝绳与水平中分面可能碰磨的位置进行保护。
