转向架焊接缺陷与解决方法分析
2020-05-26朱然然庄林由学胜
朱然然 庄林 由学胜

摘 要:随着现代社会的高速发展,社会群体生活水平也随之提高。轨道车辆要作出相应发展才能跟上社会发展的进程,使人们生活更加便捷。转向架作为轨道车辆主要构成部分,生产部门对其焊接质量要求也愈加提高,但是在实际焊接生产过程中,由于环节较繁琐,焊接过程中会出现一些缺陷问题导致焊接质量不高,本文针对提高焊接质量问题作出全面分析,为保证转向架高效率高质量生产采取相应的措施。
关键词:转向架焊接;焊接质量缺陷;解决方法
随着社会高速发展,高铁事业随着国民经济的需求也在大力发展,高效、快速、便捷化的轨道客車作为现代社会的主要交通方式开始和我们的日常生产生活息息相关,城市交通的连贯性,地铁、轻轨、有轨公交等遍布城市的各个角落。名声在外的和谐号、复兴号动车组都是我国轨道客车的名产物。转向架作为轨道车辆的重要组成部分,其技术也是生产轨道客车的核心技术之一。在后期轨道客车的运用上转向架技术起到了至关重要的作用,由此可见前期的高质量生产才能保证后期的高效率输出。转向架的内部结构的主要组成部分是:横梁、侧梁、摇枕,其主要部件和构架整体都是焊接结构,而轨道车辆的速度、稳定、安全、舒适性直接取决于生产时焊接质量的好坏。为了保证轨道车辆运行安全,高效率好质量生产,节约生产成本和人力资源我们必须要先了解焊接缺陷的成因,而后针对问题解决问题。
一、转向架CO2气体保护焊应用特点
CO2气体是转向架焊接主要的保护焊。是以CO2气作为焊缝熔池的保护气体进行焊接的方式。部分时候也会采用CO2气体和氩气的混合气体作为焊缝熔池的保护气体。CO2气体的特质在于其生产成本较低且易于生产,在生产应用中因其操作简易可以节省部分人力资源,保证高效率输出,加之用于生产的CO2气体可以将焊缝美观化,质量也较好,所以被广泛使用,其适用于半自动、全自动、全位置焊接,多重优势促使各企业将这种焊接方法作为焊接黑色金属最重要的方法之一。
现代焊接技术作为国民经济中发展最快的热加工技术,其功能遍及大多重工业:机械、电力、建筑、桥梁、化工以及海洋工程等。
焊接结构相较其它加工方法优点在于:节省金属材料,具有较好的密封性,操作程序简单,生产周期较短,且生产出的结构较特殊,其余工艺生产的产物无法与之相比。所以焊接结构正广泛应用在与其有关的各领域中。焊接虽然有较强的优点,但是同样也存在一定的缺陷。人们常常忽略了焊接缺陷的存在,导致由这些缺陷造成的一系列事故发生。这种潜在的安全隐患正威胁着人们的生命财产安全。为此我国开始对焊接缺陷做了大量的研究。研究结果大致如下:
二、转向架焊接常见质量问题分析及危害
焊接缺陷是指焊接接头部位在焊接过程中形成的缺陷,这种表面缺陷是不需要借助技术仪器用肉眼可以直接观测到的。就生产时出现较为频繁的外观缺陷问题有:咬边、焊瘤、烧穿、未填满、未焊透、气孔、凹坑等。
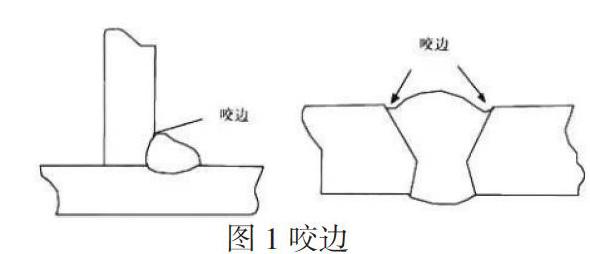
(一)咬边。咬边是指因焊接操作过程中因为规范不标准,操作姿势不恰当而造成母材和焊缝表面连接处出现凹凸不平的形态(图1)。形成的主要原因是在焊接过程中电弧将焊条和接缝处的金属融化后没有及时得到其余金属填充物的补充。其成因的根本原因还是因为电弧的热量过高,而焊接时材料的整体配置虽然合理,但由于焊条和工件间角度不正确,焊接次序位置异常造成的。直流焊时电弧的磁偏吹也是产生咬边的一个原因。
危害总结:咬边的产生会使生产工件机械性能降低,造成应力集中,发展为裂纹源。会产生严重的后果。
防止咬边的措施:选用合理的规范标准,调整好焊枪角度机器焊件破口位置都有利于消除咬边,因交流电弧燃烧热量可以降到焊接时所需要的热量,所以建议采用交流电焊接,以便有效预防咬边的产生。
(二)焊瘤。
在实际的焊接操作中,如果母材所受热量不足,就容易出现熔化不彻底的情况,在这种前提下,如果未凝固的液态金属滴落、流动到母材上,再加之冷却就会形成金属瘤,这种金属瘤就称之为焊瘤(图2)。焊接时金属熔化得太快和金属材料质量较差都会形成焊瘤。这样的缺陷使焊缝整体不美观,焊瘤中不仅夹杂着灰渣还存在金属与母材未完全熔合的情况,这样容易出现裂纹。因为焊瘤的问题改变了焊缝的实际形态,会带来应力集中。管子内部的焊瘤因为形态问题减小了原本的内径,从而造成流动物堵塞。
危害:工件机械性能降低,应力集中会因此产生严重的后果。
防止焊瘤的措施:使焊缝处于平焊位置,正确选用规范,选用无偏芯焊条,合理操作。
(三)烧穿。在焊接操作中,如果所用母材最底层熔化部与最表层之间的距离差大于了工件的厚度,就会出现空洞,这一现象称之为烧穿。当金属在焊接时因为电流太大,而焊接速度跟不上熔化速度就会造成烧穿缺陷。因钝边太小,工件根部间隙过大也会出现烧穿的情况。
危害:表面焊缝处成型不美观,同时伴有气孔等一系列缺陷。
防止烧穿的措施:在焊接时采用较小电流,把握好时间有效运用焊接手法,减小装配间隙,都能有效防止烧穿。
(三)未填满。未填满是指焊缝表面上连续的沟槽。多数情况下是由于焊接填充金属不足,盖面的时候没办法将焊缝填满造成的。焊接规范匹配不合理,焊枪角度不正确也是产生未填满的主要原因之一。未填满同样也会削弱焊缝,容易产生应力集中,同时,由于规范太小使冷却速度增快,容易带来气孔、裂纹等。
危害:焊缝横截面积缩小,机械性能降低
防止未填满的措施:为了防止未填满,应加大焊接电流,把控好坡口填充量,用合理的的规范,加焊盖面焊缝。
(四)未焊透。未焊透指所焊母材金属未熔化,焊接时接头的根部没有完全熔透。产生未焊透的原因:焊接的规范较弱、坡口对间隙尺寸不合理、焊件钝边较大。
危害:未焊透会严重降低焊缝的疲劳强度,降低机械性能,容易引起裂纹的产生。
防止未填满的措施:为了防止未焊透产生,应使用较大的电流,匹配合理的焊接规范进行填充及其盖面层的焊接。
(五)气孔。气孔形成原因是指焊接时,气体纯度没达到标准,熔池中的气体在金属凝固前逸出,最后遗留在焊缝中而形成的空孔。
危害:形成气孔会使焊缝疏松、不美观等质量问题,会严重降低焊缝的机械性能,还会引起泄漏。
防止未填满的措施:为了有效预防气孔的产生,在生产过程中应用较强的规范施焊,清洁好焊丝以及周围的杂物等,采用直流反接并用短电弧施焊。
(六)凹坑。凹坑大多是因为焊接时金属加热时间过长、焊接的电流太大造成的。
危害:凹坑形成的坑状形态减小了焊缝的有效截面积。
防止未填满的措施:匹配合适的焊接规范,控制好加热时长,配合合适的点电流可以有效防止凹坑现象。
三、结语
近些年来,随着轨道车辆的广泛应用,也相应的产生了一些问题。转向架作为轨道车辆的重要组成部分,它的整体性能决定了整个列车的时速、稳定、安全、舒适性。为了保证社会群体的安全出行,转向架质量问题已经是生产商所要考虑的首要问题,如何保证效率、提升质量是生产制造过程中考虑的关键点。生产商在制造过程中应不管学习、创新技术、总结工作经验才能真正保证和提高焊接质量,从而促进轨道车辆发展,造福社会。
参考文献:
[1]董泽民,李万君.浅谈转向架焊接缺陷及解决方法[J].科学技术创新,2017(30):49-50.
[2]刘洋,莘海萍,柳士强.防止80B型地铁转向架横梁焊接缺陷的工艺[J].焊接技术,2019,48(09):57-59.
[3]毕越宽,崔岩,王超,陈翠梅,王迎春.随行工装在高速车转向架侧梁焊接生产中的应用[J].金属加工(热加工),2020(01):31-33.
