船舶吃水标志安装方式研究
2020-05-25吴攀杨磊陈群佳
吴攀 杨磊 陈群佳
摘 要:吃水标志是表示船舶实际吃水的一种标记。如何精确的进行吃水标志的制作和安装,对船上货物的装载及安全航行至关重要。本文主要介绍船舶吃水标志安装的基本流程和方法。
关键词:吃水标志;装载;安全;基本方法
中图分类号:U671.91 文献标识码:A
Abstract: Draft mark is a mark indicating the actual draft of a ship. How to produce and install the draft mark accurately is critical to the loading of the cargo on board and safe navigation. This paper mainly introduces the basic process and method of ship draft mark installation.
Key words: Draft Mark; Loading; Safety; Basic method.
1 前言
对于船舶吃水标志的安装方式,目前国内还没有可供参考的行业标准:有的船厂以船体最低点为基准;有的以外形吃水为基准;有的以龙骨线为基准。比如:某船厂船坞建造的50 000 DWT级油轮,按照企业的以往惯例进行了吃水标志的安装,在下水出坞前提交船东报验时,因与船东的报验标准和方法不同而不予通过。后经过多次的协商沟通,最终按照船东的要求刨除原有标志后重新制作和安装,导致船舶出坞节点推迟一周,给船厂造成巨大的损失。
本文通过收集多型产品船建造过程中安装吃水标志出现的各类问题,研究制定出一种行之有效的安装方法,作为现场施工的依据,减少不必要的返修返工,也为同行业其它船厂提供了借鉴。
2 吃水标志介绍
船舶吃水为水线面与船底基平面之间的垂直距离。根据量取的方法不同,船舶吃水可以分成实际吃水和型吃水两种:实际吃水指水线面至船底龙骨板下缘的垂直距离。它是船舶进出港、过浅滩、系靠码头和装卸货物时应考虑的吃水;型吃水是指水线面至船底龙骨板上缘的垂直距离,与实际吃水相差一个龙骨板的厚度。它是船舶设计和进行性能计算时所考虑的吃水。
船舶吃水随着船舶的载重量和舷外水的密度变化而不同,量得吃水后经过查阅有关船舶曲线图和计算,可以求得该船当时的排水量和载重量。
本文主要介绍吃水标志(简称水尺)的制作和安装。吃水标志是指在船舶首、尾及中部两舷处表示吃水值的数字和线条标志,分别表明首垂线、尾垂线及中剖面处吃水值,线条的下缘或数字下缘系该数字所指的吃水值。
船舶靠离码头、通过浅水航道或锚泊时,都需要精确掌握当时的吃水。吃水标志(水尺)的标记方法有两种:一种是公制,以阿拉伯数字表示,其数字的高度规定为10 cm、上下两字相隔的间距也是10cm;另一种是英制,以阿拉伯數字和罗马数字表示,每个数字的高度为6 in、两数字相隔距离也是6 in。
由于装载的不均匀,船舶可能处于纵倾或横倾状态,因此船舶各处的吃水不尽相同,通常是通过观测船舶的首、中、尾左右两舷的水尺标志而获得船舶的实际吃水状况。
3 吃水标志的放样和制作
3.1 吃水标志的放样
水尺字须经船体放样后才进入到施工阶段。水尺字的放样要求水尺字安装到外板上时,其侧视图必须要保持标准的正字(即字母或者数字在一个矩形框内,无变形),字的下沿与所代表的位置一致。
传统的水尺字使用手工放样方式,先将外板标志区域展开得到放样后的标志外形轮廓,一般可以近似看作平行四边形,将两对平行四边形进行若干等分(一般选择十等分以上),然后将标准的吃水标志进行同样的等分,最后从纵、横双向对应到展开的轮廓上,得到下料用的吃水标志图形。这种手工放样方法十分的费时费力,且水尺字质量参差不齐,目前已被大多数船企所淘汰。
目前船舶生产设计方面的软件很多,可以轻松地完成对吃水标志的放样。利用TRIBON、AutoCAD、EXCEL等常用软件,将投影面(侧视标志)与实际面(标志实形)用二面角联系起来快速进行放样,放样完成后即可进行加工制作。
3.2 吃水标志的制作
水尺标志根据船体舷侧外板的厚度,采用3~6 mm的钢板制作,一般使用铣削或手工锉削进行精加工。本文因设备原因选择数控切割方式进行下料,使用1:1光踪切割或者数控编程指令操作,以水下等离子切割为最佳,可以减少切割变形。切割前选择合适型号的割嘴,并根据钢板厚度施放割路损耗补偿值。首先需要校正切割机精度,选用试验板进行试切割,测量相关尺寸,若偏差值较大则调整直至满足切割精度要求;切割过程中使用搭桥,即相邻两个水尺之间通过10 mm宽的钢条连接成网状,防止切割中热变形引起的微移动而导致偏差过大;切割完后处理缺陷、检查精度,长宽方向误差在±1 mm之内为合格,然后按肋位号集配送托。
4 吃水标志的安装
吃水标志的安装方式多种多样,随着造船技术的不断发展,激光经纬仪和全站仪等先进设备相继投入使用,为船舶吃水标志的安装带来了极大的便利。下面主要介绍在先进测量设备辅助下的吃水标志安装方式:
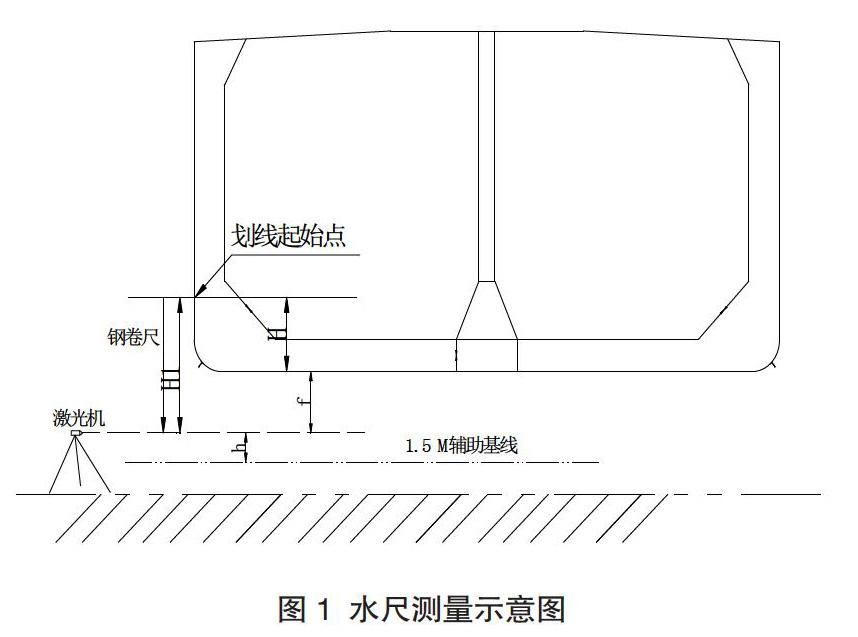
(1)当主船体合拢成型后,在船舷侧靠近外板处竖立标杆,架设好三维全站仪、调整好测量水平基准,并将测量基准线刻画到标杆上,同时刻画一定高度的辅助基准线,如1.5 m的辅助基线(见图1);
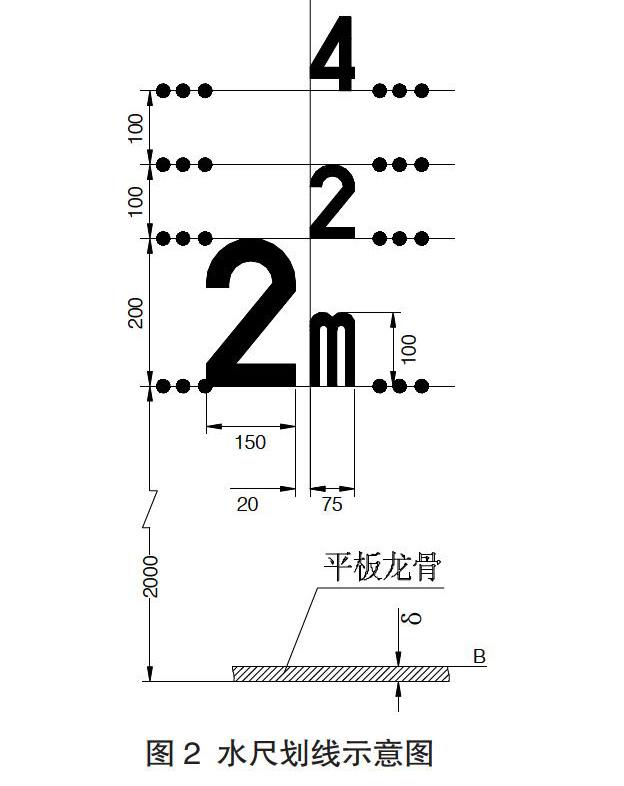
(2)以船舯水尺字安装的肋位所对应的平板龙骨下缘为统一基准测量基线高度,并计算得出基线距辅助线和测量线的距离(见图2);
(3)划出水尺安装起始点,并标出垂向位置线;
(4)按水尺安装图进行安装。先对各字体进行点焊固定后按焊接工艺要求进行焊接,高度以水尺字板厚的1/2为准,保证水尺标志各边缘部分清晰显示出来,便于观察和读数。当水面有波动时,应根据若干次观测所得的平均值来确定实际水线的位置;
(5)保证水尺數字的下缘与测量刻度线平齐,误差控制在±1mm、极限偏差±2 mm。一定要保证水尺字的安装精度,如2 000 t的驳船吃水标志若相差1cm就存在10 t左右的出入,所以一定要把误差控制在较小的范围之内;
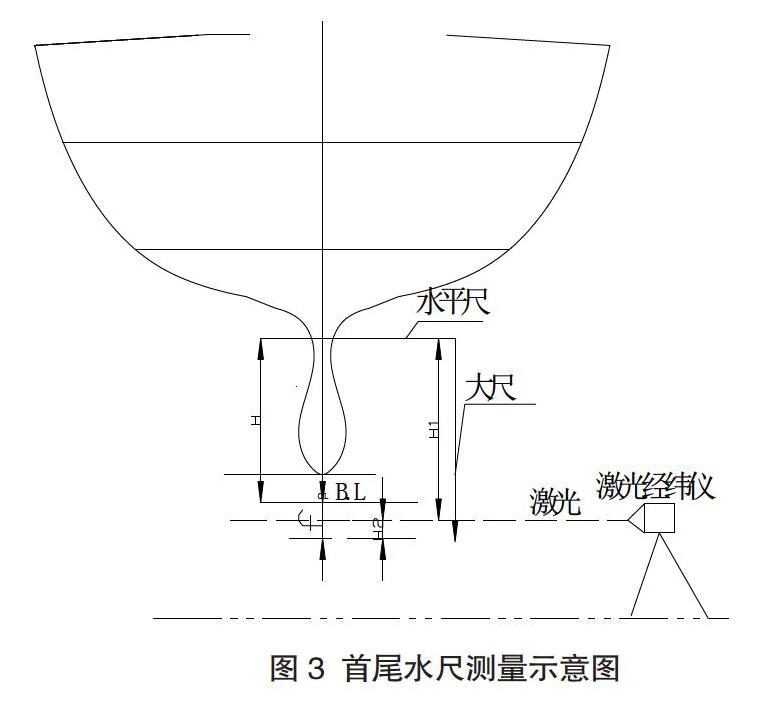
(6)首尾部分的水尺安装方法相似,但由于存在较大线型变化,需要采用水平尺将其水平引出后吊钢卷尺进行测量(见图3)。
5 检验技术与沟通
一种行之有效的安装方法,关键在于过程的控制和最终结果的验证。对于得到实践证明的正确的工艺方法和措施,需要固化下来作为企业标准推行下去,同时要取得船东和船检的认可。
最好的检验时机选取在吃水标志划线及初步点焊定位之后、焊接工作开展之前,避免焊接完成后因得不到检验方认可又不得不拆除重新安装的窘境,既影响船体外表的美观又浪费时间和人力。
6 吃水标志的研究方向
随着造船技术的发展,在当前不断提倡“壳舾涂一体化”、“工序前移”的趋势下,我们应该放开思维,不要局限于在船舶成型后才安装船舶吃水标志,可以考虑将船舶吃水标志的安装从旧有的船坞安装阶段提前到总组阶段、分段阶段、部件阶段甚至外板拼板阶段。并且在释放船厂核心资源(船坞)产能的同时,将高空作业转为地面作业,降低吃水标志安装制作的难度和危险性。当然,这势必会带来一定程度的挑战,比如安装基准与定位基准如何统一、船壳板材收缩和伸展等,都需要不断研究和创新,在实践中一步步去实践探索,最终摸索出一条行之有效的智能化、数字化的吃水标志制作和安装模式。
7 结束语
当今新技术、新设备的运用不断为造船技术带来突破,也改变着旧有的造船理念。本文通过多年的造船实践经验,摸索出一套吃水标志的制作和安装方法,希望能为其它船厂提供借鉴和思索,共同取得进步。
参考文献
[1] 田佰军/薛满福.船舶结构与货运[M].大连:大连海事大学,2014.
[2] 孙佳莹/方媛.船舶吃水标志数字化放样[J].广船科技, 2016(2).
