两级AO-MBR组合工艺处理餐厨垃圾厌氧沼液的工程应用
2020-05-25李保光张爱军戴小东梁洪植杨吉祥北京首创环境科技有限公司
文_李保光 张爱军 戴小东 梁洪植 杨吉祥 北京首创环境科技有限公司
随着经济发展和人口增长,我国城市餐厨垃圾的产量也不断增加。据估计,我国城市每年餐厨垃圾产量不低于7000 万t。目前国内大多数餐厨垃圾与生活垃圾混合处理,以传统的填埋、焚烧为主。但由于餐厨垃圾含水率高、热值低、容易腐败变质、含盐量高等特点,不适宜传统的填埋和焚烧,且其蕴含的营养成分无法得到资源化利用,部分地区已将餐厨垃圾进行单独处置。
目前餐厨垃圾主流处理技术为厌氧消化,本文介绍的是餐厨垃圾经厌氧消化后的沼液的处理工程实例。
1 工程概况
山西省某环保能源有限公司是一家主要从事餐厨垃圾的集中收运、处理以及副产物油脂、生物肥料销售的企业。本项目餐余垃圾处理总规模60t/d。
餐厨垃圾经过预处理及厌氧消化系统处理以及脱水后产生沼液,沼液具有水质成分复杂、有机浓度高、盐分含量高等特点,若得不到及时的处理,必然会造成极大的环境污染。
2 设计水质
厌氧消化后的沼液经脱水后产生沼渣和脱水后的液体,沼渣进入填埋场填埋;脱水后的液体与厂区进入污水处理站进行处理,设计规模72m3/d,采用“预处理+两级硝化反硝化+内置超滤膜系统”的处理工艺,达到《污水排入城镇下水道水质标准》(GB/T31962-2015)中表A 级中的部分排放标准,相关排放因子详见表1 。

表1 设计进出水水质 mg/L
3 工艺流程
结合餐厨沼液的特性,当前国内外较先进的技术,以及已运行的成功经验和相关标准,本项目采用“预处理+两级硝化反硝化+内置超滤膜系统”的处理工艺,处理工艺流程如图1 所示。
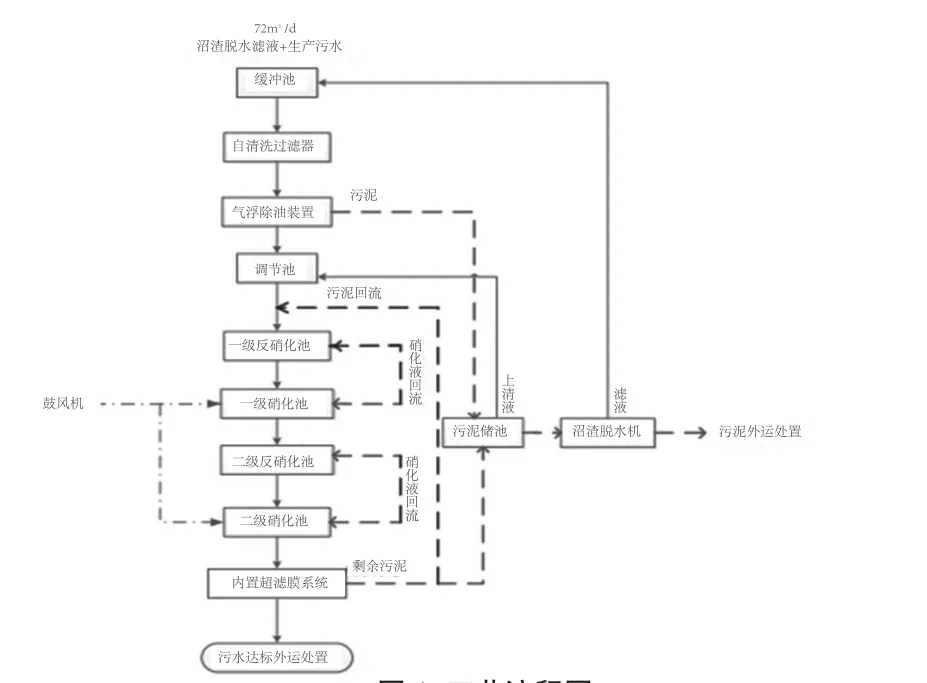
图1 工艺流程图
沼渣脱水产生的滤液自流进入地下缓冲池,经泵提升至自清洗过滤器和气浮装置,餐厨废水经过隔油池去除废水中悬浮物和动植物油后进入调节池,以均衡水质水量,调节池内设潜水搅拌机,以防止池内污泥沉降。
调节池废水经提升泵送入进入硝化反硝化系统,废水先进入一级反硝化池,在反硝化菌的作用下去除废水中亚硝态氮;反硝化池中设有搅拌装置,保证池内污泥与餐厨废水充分接触混合;一级反硝化池出水进入一级硝化池,池中供入一定量的氧,将氨氮转化为亚硝态氮;一级硝化池出水进入二级反硝化池,在反硝化菌的作用下去除废水中亚硝态氮;二级反硝化池中同样设有搅拌装置;二级反硝化池出水进入二级硝化池。
硝化池的泥水混合液自流进入浸没式超滤膜系统,对混合液进行泥水分离。膜池内的污泥浓度可达8000 ~20000mg/L,超滤膜产水达到《污水排入城镇下水道水质标准》(GB/T31962-2015)中表A 级部分排放标准后外运至污水处理站处理。污泥回流进入前端生化处理池或污泥浓缩池。
4 构筑物及相关工艺参数
根据该项目的工程实践,将两级硝化反硝化-MBR 在工程应用的相关参数作如下设计:
4.1 主要组成单元
该工程的主要组成单元包括两级硝化反硝化池和内置MBR,设计参数见表2。
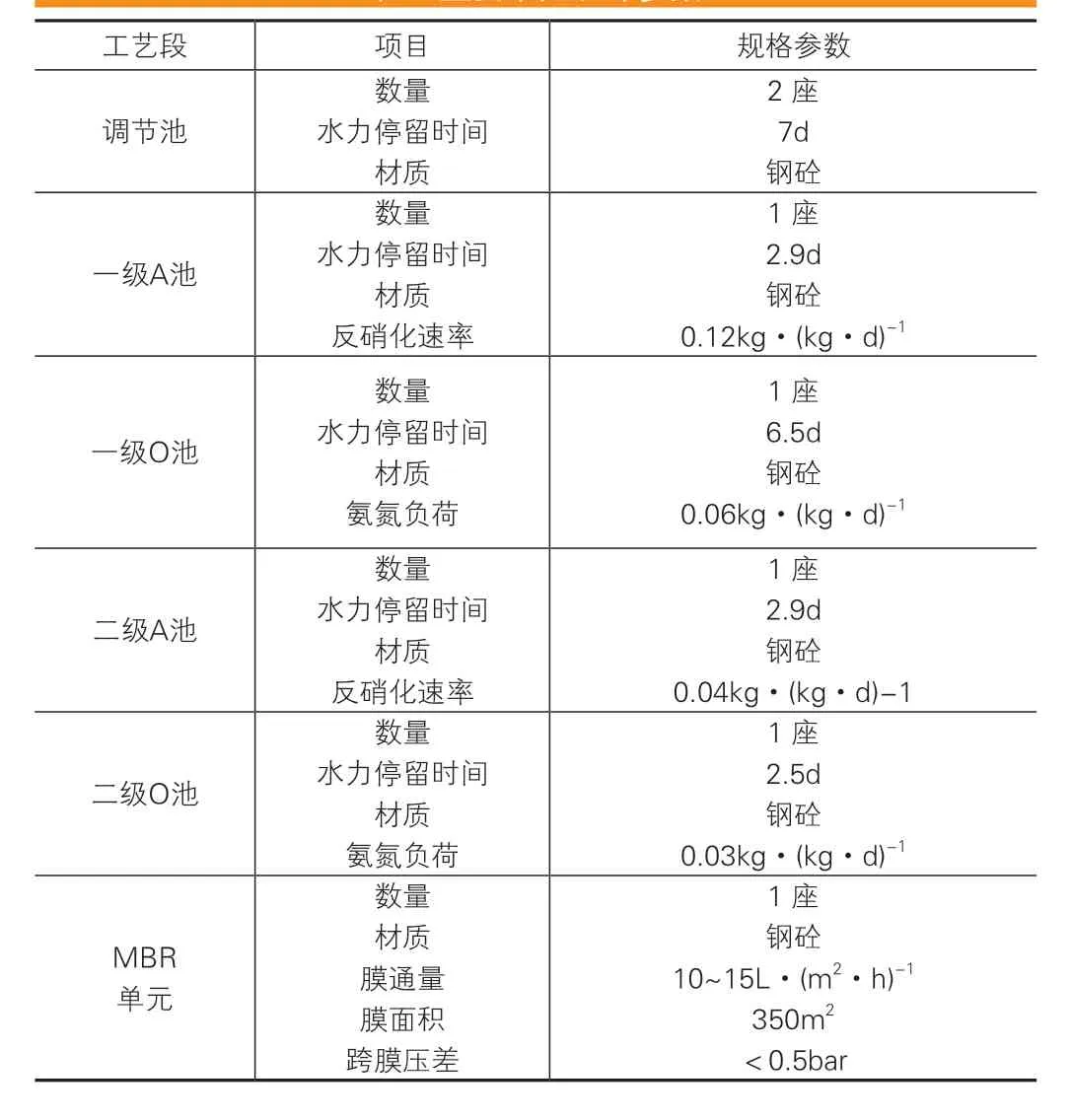
表2 主要单元设计参数
生化系统设置冷却系统及水力消泡系统。
MBR 系统设置1 套超滤膜系统,包括有内置超滤膜组件、超滤膜自吸泵、膜池污泥回流泵、罗茨风机、反洗系统、清洗系统和检测仪表系统。
4.2 辅助系统
辅助系统主要包括地下缓冲池、自清洗过滤器、隔油气浮装置、调节池、污泥处理系统等。
4.2.1 预处理系统
预处理系统包括餐厨沼液的过滤地下缓冲池、自清洗过滤器、隔油气浮装置等。餐厨沼液自流进入地下缓冲池,经泵提升至自清洗过滤器和隔油气浮装置,去除废水中悬浮物和动植物油。其中自清洗过滤器材质SS316L,过滤精度5μm,隔油气浮装置配备PAC、PAM 加药装置。
4.2.2 调节池
调节池1 座,有效容积为700m3,用于调节水量、水质。调节池配套设备包括提升泵、除臭风机和搅拌系统,分别用于出水提升、调节池除臭和防止悬浮物沉积。
4.2.3 污泥处理系统
污泥脱水系统用于处理厌氧发酵产生沼渣和该餐厨沼液污水处理装置生产的污泥,含水率约 98%~99%。 污泥浓缩系统包括污泥浓缩池,备有污泥螺杆泵;脱水系统采用卧式离心脱水机,附属设备包括螺旋输送机、PAM 一体化加药装置、电动葫芦等。 离心脱水机分离出的沼渣和污泥外运填埋处置,一期产生的脱水沼渣和污泥量为3.6t/d,分离液进入调节池处置。
5 运行效果
采用附近污水处理厂脱水污泥为接种污泥驯化培养,约90d 左右达到设计负荷,进入稳定运行阶段,A/O 池控制混合液回流比700%,污泥回流比200%~300%。该系统连续三个月(2019年3 ~5 月)运行结果如图2、图3 所示。从图2 中可知,餐厨沼液进水COD 在4040 ~5664mg/L 之间,内置MBR 出水保持在500mg/L 以下,COD 平均去除率为91.8%。从图3 中可知,餐厨沼液进水氨氮在988~1189mg/L 之间,最终出水氨氮保持在45mg/L 以下,NH3-N 平均去除率为95.8%。COD、BOD5、NH3、SS 各项出水指标均达到《污水排入城镇下水道水质标准》(GB/T31962-2015)中表A 级排放标准 ,为后续处理提供有利条件,并于2019年6 月顺利通过验收。
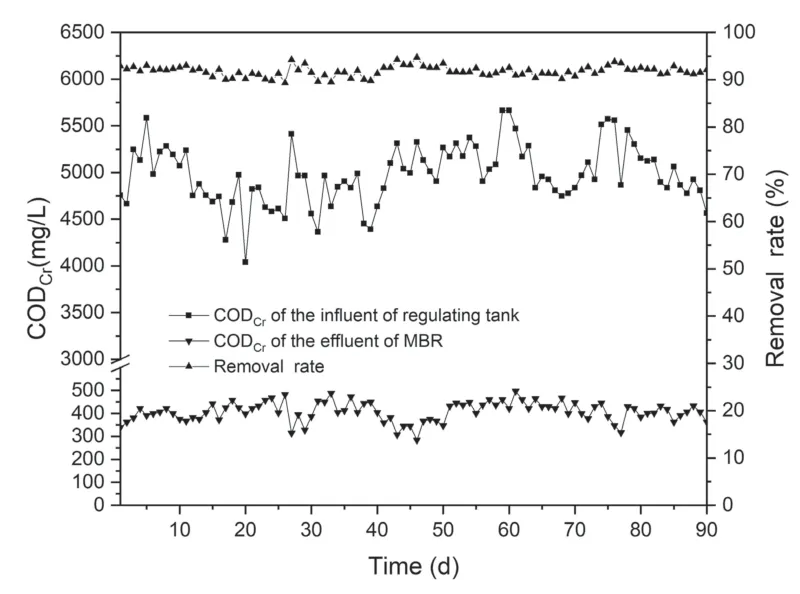
图2 COD 去除效果
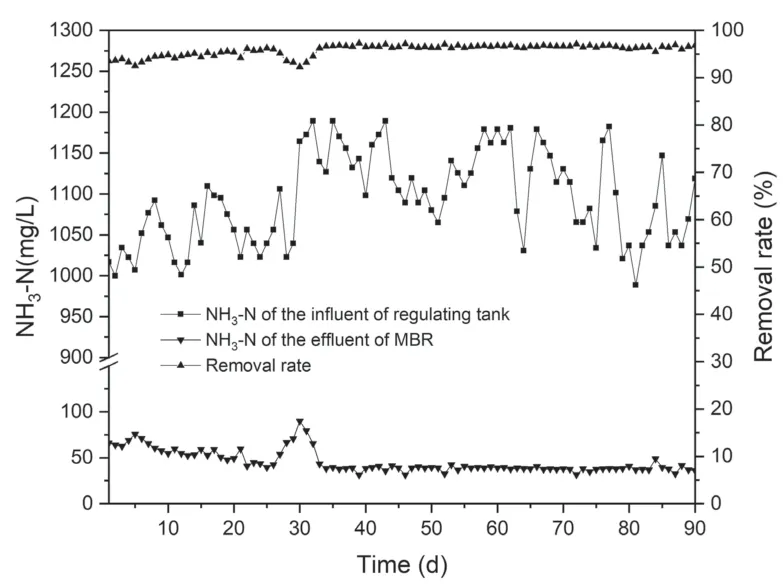
图3 NH3-N 去除效果
6 经济分析
6.1 投资成本分析
本工程总投资为635 万元,其中建筑工程费用为220 万元,设备购置费为270 万元,安装工程费为110 万元,其他工程费用(含设计费、调试费等)为35 万元。
6.2 运行费用估算
人工费:每日3 班,每班各配备1 名操作人员。员工年工资平均按4 万元计,则 3 人工资总额为12 万元/a。
电 耗:电 价 按0.80 元/kWh,电 耗 费 用 为110×24×330×0.8=69.695 万元/a。
水费:0.5 万元/a。
药耗:4.5 万元/a,其中包括絮凝剂、消泡剂2 万元/a;MBR 清洗剂 2 万元/a;液态;化验药剂0.5 万元/a。
MBR 更换费:每3年更换一次MBR 膜,故损耗费为 5.4万元/a。
维修费用:约3 万元/a。
7 结语
两级AO-MBR 组合工艺处理餐厨沼液的工程应用中效果良好,对COD 和NH3-N 的去除率分别可达91.8% 和95.8%。COD、BOD5、NH3、SS 等相关出水指标均达到《污水排入城镇下水道水质标准》(GB/T31962-2015)中表A 级排放标准 。项目运行成本为30.6 元/m3。该项目为两级AO-MBR 工艺处理其他高浓度污水的工程应用提供了参考。