锂电池化成分容生产工序自动灭火技术研究应用
2020-05-23张贤凯宋小林王帅李珍
张贤凯 宋小林 王帅 李珍
( 1.中国地质大学(武汉) 武汉 430074 ; 2.中国矿业大学 江苏徐州 221000;3.中兴通讯中兴高能技术有限责任公司 武汉 430040)
0 引言
锂电池作为重要的化学电池,广泛应用于手机、数码相机等便携式小型电器、电动自行车、电动汽车的动力领域以及航空、航天、潜艇的电力领域。与其他类型的充电电池相比,锂电池具有比能量高、电压高、无记忆效应、充放电寿命长、快速充放电、自放电率低、对环境污染小等优点,其使用范围将越来越广泛[1]。
近年来,锂电池的能量密度一直在提升,使得锂电池功率增大,续航时间延长[2]。但由于能量密度大,当在过充、短路、高温、撞击等状况下可能会发生热失控行为,瞬间放出大量的热量,引起火灾甚至爆炸事故发生[3]。因此解决燃烧和爆炸带来的安全问题是锂电池进一步发展和应用亟待突破的瓶颈。
目前,国内外相关研究主要集中在锂离子电池热特性理论[4]、电池材料[5-6]及电解液热稳定性[1,7]等方面,对锂离子电池火灾的灭火技术方面缺少深入的研究。本文以锂电池生产中的化成分容工序为例,从化成分容工序的火灾危险性、锂电池起火机理及其灭火剂的选择等方面进行分析,对化成分容工序灭火系统进行设计及研究。
1 锂电池化成分容工序的火灾危险性
锂电池除正常的充放电反应外,其存在的一些副反应大多会产热。当产热速率高于散热速率时,电池温度升高,同时产生更多的热和气体产物,此时电池将进入无法控制的自加温状态,导致电池的燃烧,甚至爆炸,这种现象称为热失控。目前,锂电池发生的燃烧爆炸事故多是热失控引起的。
新能源锂离子电池行业中,化成分容工序是指用专用的电池充放电设备对成品电池进行充放电测试。工序中包括多次循环的充放电(1~3次)、储存等,极易引起火灾。
化成分容工序的火灾危险性如下:
(1)锂离子电池生产过程如果出现不合格品,如电芯极耳过长,与极片或壳体接触易造成内短路,或极耳压迫卷芯导致正负极短路。若在化成分容充放电时发生内短路,会引起热失控,造成火灾。
(2)电池组装时,如在两极之间留下金属粉末、铜箔、铝箔碎片,存在刺穿隔膜引起内短路风险。若化成分容时内短路,会引起热失控,造成火灾。
(3)电池化成分容时,如充电电压超过设计压力,电芯本体温度不断升高发生热失控,会引起冒烟、起火,造成火灾。
(4)电池容量大,内部电阻低,外部短路时通过大的电流,电池内部达到热失控的状态,也存在冒烟起火、发生火灾的风险。
(5)化成分容发生热失控后,如不及时处理,高温引起电池内部电解液挥发,设备库位容积较小,并有多颗电池,容易形成引起爆炸的环境,造成火灾爆炸事故。
(6)化成分容场所有多台设备、大量电池,异常电池自燃可能波及大量电池燃烧,如灭火不及时,或排烟不良,会造成较大火灾甚至爆炸事故。
(7)化成分容是在相对封闭设备内完成,化成车间因堆垛车运行而使空间有限,加上电池起火后火势发展非常迅速,厂房消防系统及人为消防干预很难第一时间发挥作用,容易造成火势的扩大。
因此,生产设备自带消防灭火装置,对于锂电池化成分容工序起火的有效处置来说非常关键。
2 锂电池起火机理及其灭火剂的选择
扑救锂电池火灾首先要分析锂火灾的特殊性,正确选取灭火剂,才能采取正确的扑救处置措施。有研究表明锂电池燃烧和爆炸在本质上呈气体起火的特征,因此最佳灭火方式为气体灭火。
锂离子电池的火灾爆炸是由于电池内部的活性物质及电解液组分之间发生化学与电化学反应产生大量的热与气体所致。一旦热失控起火,反应快速并且迅猛,选取的灭火剂必须具备足够的冷却降温能力,并且快速的发挥作用,才能有效阻止锂电池的火灾蔓延,防止复燃[1]。
Novec 1230(N-1230)属于氟化酮类,是一种无色、透明、浅气味物质,喷射后立即变为气态,其不导电,易挥发且不留痕迹,对装备和物品无损害。在环境友好性方面,氟化酮容易光解和水解[8-9],其大气存活时间仅为5 d,且不会对臭氧层造成破坏。此外,该灭火介质具有十分优异的灭火性能[10-11]:灭火浓度低;灭火高效、迅速,能有效扑灭A,B,C类火灾;适用于全淹没及局部喷射两种灭火形式,可用于精密仪器室、计算机房以及汽车、航空等高端领域。作为新一代清洁、高效、低毒的哈龙替代灭火剂,N-1230具有广阔的应用前景,已获得国际消防界的广泛认可。
根据锂离子电池火灾的特点和N-1230相对于其他灭火剂的优势,N-1230较为适合扑救化成分容工序中发生的火灾事故。
3 N-1230气体灭火系统的设计
3.1 灭火系统布置
以某工厂化成分容生产线的 2个设备间为例,其中共有22台化成柜和28台分容柜,共设2套N-1230气体灭火系统。
每个柜体有4个独立单元格(单列4层),每个单元格为具体保护对象。根据设备环境及受保护对象特点,该项目采用1套N-1230气体灭火系统保护22台化成柜和1套N-1230气体灭火系统保护28台分容柜,每个单元格布置4只喷头,每个单元格喷头前布置1只分区选择阀,每次喷放以单个单元格为保护对象。
为减少前置反应时间及节约灭火剂,将22台化成柜分成两大分区,左右11台柜体前各布置1只大分区主阀;将28台化成柜分成两大分区,左右14台柜体前各布置1只大分区主阀。化成线设备布置如图1所示,通过堆垛车在巷道内转运电池,空间狭小。

图1 化成线布置
3.2 确定设计参数
(1)报警信号反应时间:1 s以内;
(2)系统启动反应时间:以ms计;
(3)N-1230喷放至单元格内灭火剂浓度达到设计浓度时间:<5 s;
(4)N-1230开始对火势压制时间:<10 s;
(5)可同时保护单元格数:2格;
(6)灭火主瓶喷放时间:≥45 s;
(7)灭火时间:45 s内完全熄灭;
(8)灭火主瓶单容器容积:40 L;
(9)灭火主瓶单容器灭火剂充装量:40 kg;
(10)灭火瓶容器充装压力:2.5 MPa(氮,20 ℃);
(11)喷头额定工作压力:0.5 MPa;
(12)喷头额定流量:0.1 kg/s。
3.3 灭火系统设计计算方法
3.3.1 防护区灭火剂用量计算
本次研究火灾危险源为锂电池及电解液,根据《气体灭火系统设计规范》(GB 50370—2005)规定,易燃易爆气体设计灭火浓度在7%以下,锂电池设计灭火浓度为8%,由于化成柜为非完全密封结构,此次灭火剂设计浓度在16%。此系统保护对象为一个单元格,灭火剂设计量计算公式为
(1)
式中,W为灭火剂设计用量,kg;K为海拔修正系数;V为防护区容积,m3;S为灭火剂比容,m3/kg;C为灭火剂设计浓度,%。
以上述工厂化成分容生产线设备柜尺寸为例,计算灭火剂量,计算结果见下表1。

表1 防护区N-1230用量计算
注:灭火剂用量按照2个单元格同时保护计算。
3.3.2 喷头计算
根据《气体灭火系统设计规范》第3.3.7条规定:在通讯机房和电子计算机房等防护区,设计喷放时间不应大于8 s,其他防护区,设计喷放时间不应大于10 s。由于本次研究保护对象可燃物为锂电池,属特别危险物且有爆炸及反复爆炸的可能性,灭火剂的喷放时间应确保在锂电池失控爆炸前,故其设计喷放时间定为5 s,即5 s时间单元格内灭火剂即可达到设计浓度值。
在每个单元格内布置4只喷头,喷头平均工作压力为0.5 MPa,单喷头平均流量为0.1 kg/s,单库位喷头总流量为0.4 kg/s,符合设计要求。
3.3.3 管网选型
以该化成分容生产线管道选型,选择阀前主管管道通径为D=20 mm,壁厚为3 mm;化成柜立管管道通径为D=15 mm,壁厚为1.0 mm。管填充N-1230后,容量为11.8 L,计算过程见下表2。

表2 管网总容积
管网压力损失按照下式计算为
(2)
以该化成分容生产线管道选型,设置管网压力计算见表3。

表3 管网压力损失
管件局部阻力损失按照0.1 MPa计,两单元则总压力损失约为0.2 MPa。
3.3.4 瓶组计算
系统灭火瓶灭火剂储存量W0=W+W1+W2,系统设计用量W为36 kg(保护两个单个单元格不小于45 s时间的用量),储存容器剩余量W1设为2.0 kg,管道内灭火剂剩余量作2 kg计算,则灭火瓶灭火剂储存量W0=40 kg,初选灭火剂瓶容积为40 L,则充装率为η=1 000 kg/m3,充压2.5 MPa。
3.3.5 过程中点计算
过程中点时储存容器压力按下式计算为
(3)
(4)
式中,P0为灭火剂储存压力,2.5 MPa;W为灭火剂喷放5 s设计量,4 kg;η为充装量,1 000 kg/m3;γ为灭火剂密度,1 600 kg/m3。
由上式可计算出
喷头的工作压力为
Pc=Pm-△P∓Ph=1.3-0.3=1.0 MPa
Pc满足一级增压储存容器的系统Pc≥0.6 MPa,且满足之前喷嘴入口处压力要求0.5 MPa。
3.3.6 模型喷放结果预测
根据设计参数及相关计算选型,最终建立模拟分析化成分容库位N-1230喷放结果,跟进气体喷射相关理论,相关参数见表4。
利用液压流体力学喷嘴流量计算公式,建立预测模型,预测不同时间段库位内N-1230灭火剂喷射量为
(5)
式中,qw为喷头流量,m3/s;Cd为流量系数,取值0.95;△P为孔口压力差,即工作压力,MPa;ρ为N-1230灭火剂密度,为1600 kg/m3;A为孔口面积,喷头孔口选型D取1.54 mm能较好覆盖,面积1.862 7 mm2。
通过模拟预测可得:在喷嘴喷射5 s时,灭火剂喷放量4.2 kg,其浓度达到设计浓度16%。理论计算得喷嘴总喷放时间约48 s。结果见表5及图2。

表4 基本计算预测参数
注:初始容积=气瓶容积-充装量×1 000/密度

表5 喷射量预测
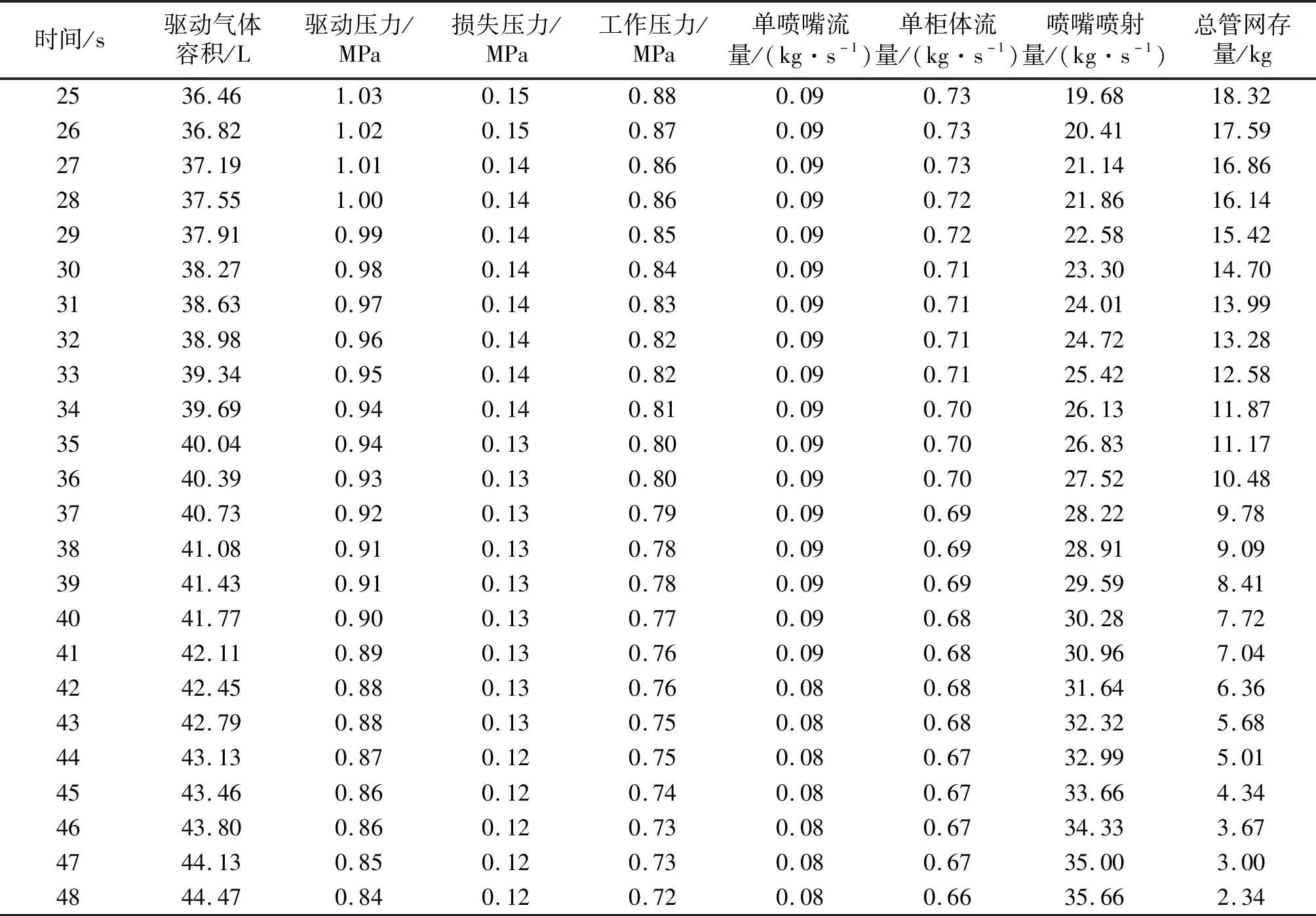
续表5

图2 喷射量及总管网存量趋势
3.4 基于N-1230灭火系统的锂电池火灾灭火试验
根据上述理论设计N-1230气体灭火系统,并将其应用于锂电池火灾灭火试验,试验结果如表6和图3所示。
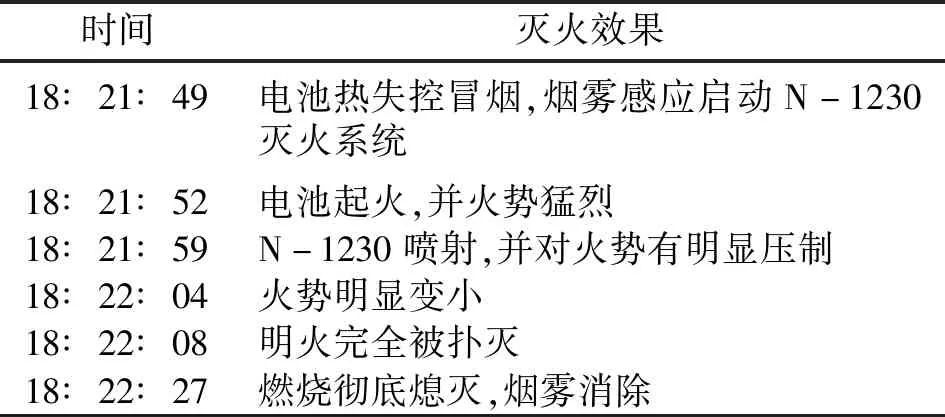
表6 试验现象描述
(a)锂电池起火前

(b)锂电池冒烟起火

(c)N-1230气体灭火系统启动

(d)N-1230灭火剂压制火势

(e)明火完全扑灭
从试验过程及灭火效果来看,冒烟起火10 s内灭火,已经发挥对火势明显的压制效果;29 s明火完全被扑灭;38 s烟雾消除。
试验结果表明,N-1230气体灭火系统自锂电池起火10 s内迅速启动,并成功对明火进行压制扑灭,38 s燃烧彻底熄灭,无复燃现象,这也进一步说明N-1230气体灭火系统不仅响应迅速,并且能够可靠控制火势,有效压制初期锂电池火灾,对于扑灭化成分容工序火灾具有良好的效果。
4 结论
N-1230气体灭火系统在处置化成分容工序中的火灾事故上极具优势,可有效处置化成分容工序的火灾事故。
(1)快速响应。此套装置在程序上设置了4类触发条件,电压异常、电流异常、温度异常、烟雾感应。任一种逻辑触发,都能将信号传递自主机,触发火警报警,自动切断设备电源,停止充放电,并自动启动N-1230消防装置,6 s即能触发N-1230启动。
(2)有效压制锂电池起火。N-1230灭火剂能有效应对初期电池火灾,在火势扩大前,将火灾风险扼杀在萌芽状态。
(3)准确防误喷。触发逻辑电压与电流波动组合作为一种逻辑,防止异常状态引起系统误报火警及误动作,避免对生产造成应急及财产的损失。
(4)可靠控制火势扩大。报警逻辑及各类电磁阀自带巡检功能,确保有效;同时在设备库位内部还设置有喷淋水管,N-1230灭火剂不能有效压制时,启动消防水进行处置。
(5)经济清洁。N-1230喷射后为雾状,不启用水喷淋的情况下,不会对设备造成损坏,对现场环境破坏较小。
