板式换热器换热片精密冲裁模具设计
2020-05-21刘伟国樊晓萍
刘伟国,樊晓萍
(甘肃长风电子科技有限责任公司,甘肃 兰州 730070)
0 引 言
板式换热器是由一系列具有一定波纹形状的不锈钢金属换热片叠装而成的一种新型高效换热器。它具有换热效率高、热损失小、结构紧凑、占地面积小、安装清洗方便、应用广泛、使用寿命长等特点,热回收率可高达90%以上。广泛应用在石油、化工、冶金、电力、造纸、制药、食品等工业领域[4]。
在板式换热器中不锈钢金属换热片是最重要的组件。换热片制造尺寸精度直接决定了实际产品换热性能与产品设计的偏差值,换热片精度越高,越接近图纸要求,产品换热性能参数越准确。一般换热片尺寸精度控制在±0.05 mm。这就对生产换热片所使用的模具提出了很高要求。笔者通过介绍板式换热器换热片精密冲裁模具设计的实践,最终验证了此精密换热片冲裁模具可以很好地满足零件的冲裁要求,并且可以扩展应用到类似零件当中。
1 零件工艺分析
图1所示的零件为某型号板式换热器的换热片,材料为254SMO不锈钢,厚度0.6 mm。由于254SMO不锈钢属于奥氏体不锈钢,其奥氏体平衡系数小,在冲裁过程中容易产生马氏体从而冷作硬化程度剧烈[2],导致冲裁力大,易产生毛刺,而且毛刺硬度高,不易去除,同时零件易变形。而零件使用要求为冲裁后无毛刺。因此对冲裁间隙要求高,通常取0.02 mm的小间隙制造,又由于254SMO冷作硬化剧烈,刃口容易磨损,加之零件外形需全部冲裁,刃口尺寸长,要保证批量生产中全部冲裁间隙的稳定,在模具设计、制造两方面都提出了很高要求。

图1 零件简图
2 模具结构设计
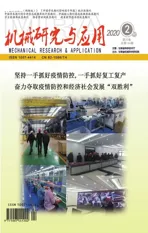
换热片精密冲裁模具结构如图2所示。此精密冲裁模具包括上模部分和下模部分组成,上模部分主要包括上模座、上模刀块组合、导套、角孔凸模、压料板等零件。下模部分主要包括下模座、下模刀块组合、角孔凹模、滚珠导柱、支撑条、卸料板等零件。

图2 模具结构图1.下模座 2.滚珠导柱 3.上模座 4.卸料板 5.背板 6.压料板 7.下刀组合 8.角孔凹模套 9.聚氨酯棒 10.角孔凸模 11.上刀组合 12.靖头凹凸模
2.1 模座的特点
模具上下模座,使用灰口铸铁H250材料,由于灰口铸铁的抗压强度与硬度接近碳素钢,可以满足模座在强度,硬度上的要求,同时在尺寸上可以做到比较厚大,采购非常方便。尤其是铸铁具有很好地减震性能,可以吸收在冲压过程中产生的震动,有效保护冲床及模具,避免损坏。
模具的导向部分使用零间隙的滚珠导柱、导套,传统的导柱、导套有一定的间隙,运动摩擦系数较大,而滚珠导柱、导套间有微量过盈的钢球,因此运动精度高,滚动摩擦代替滑动摩擦,摩擦系数小,使用寿命长,安装方便[1]。可以有效控制上下模座装配精度,保证了冲裁间隙在冲裁过程中的恒定性,不会因为模座定位精度低破坏冲裁间隙造成刀口损伤。
2.2 上模结构及特点
上模装配结构图如图3所示。上模的刀块采用镶拼结构,可以降低制造难度,并且可以做到刀块单独维修更换,延长模具使用寿命。特别是上刀块使用侧向与模座用螺钉拉紧的固定方式,特别方便钳工装配时调整与下刀的冲裁间隙,并且可以在冲裁间隙发生变化时,例如更换材料厚度,刀口磨损等情况时,通过调整侧向拉力,使上下刀达到合适间隙值,保证了冲裁精度。上刀块采用如图4所示的倾斜刃口,使刃口与零件冲裁接触是渐进的,使得载荷均匀且平稳,有效降低冲裁力,减小震动,同时降低冲压设备的吨位,节约成本,提高经济性[3]。上模压料板加工成与零件波纹形状一致,在冲裁时可以很好的将零件随型状压紧,有效减小零件冲裁变形,实际生产发现对减小毛刺也有一定效果,提高了零件质量。
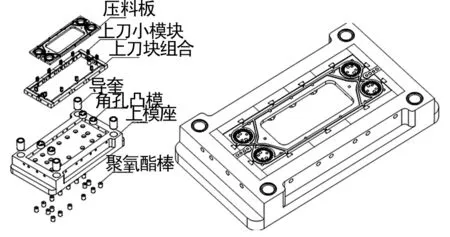
图3 上模装配结构图
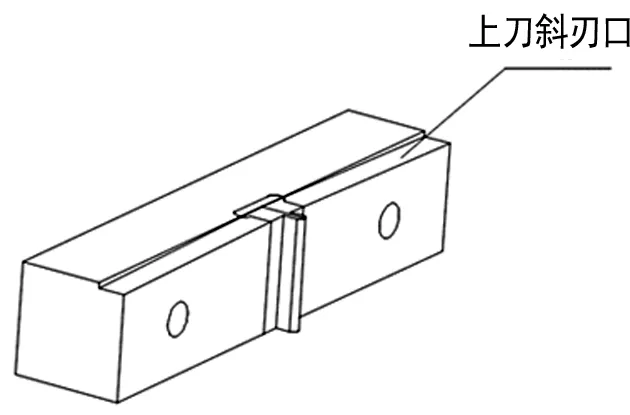
图4 斜刃口刀块
2.3 下模结构及特点
下模装配结构如图5所示。下模端头的凸凹模中由于中间角孔刃口与凸凹模周边刃口存在高度差,造成磨刃口困难,同时角孔凹模的圆刃口也很难加工,设计时将角孔凹模制作成角孔凹模套单独加工,然后再装配到凸凹模中,这样即解决了刃口不同高度的问题,同时角孔凹模的圆刃口就可采用内外圆磨削加工,容易保证尺寸精度。下模刀块在冲裁时受到较大侧向推力,由于下刀块采用销钉定位、螺钉连接的固定方式所有侧向推力都主要由销钉承受剪切力。会出现刀块微小侧倾,造成冲裁间隙变大,产生毛刺,影响零件冲裁质量。设计时在刀块刃口背面增加一块背板,作用在于加强抗剪切力,消除刀块侧倾,同时对零件也有支撑作用。用聚氨酯棒代替通常使用的弹簧作为卸料弹性元件,使得弹压、卸料力量均匀,不会短时间弹性失效,使装置工作更加稳定可靠。

图5 下模装配结构图
3 模具工作过程
图6、7为优化后加工制造的模具上下模实物。实际生产中模具的工作过程为首先,将模具上下模呈闭合状态安全放置在冲床工作台面上,将上模座与冲床滑块连接固定牢固,将下模座与工作台连接固定牢固,开启冲床,将上下模分离300 mm距离,将零件放置到下模下刀组合上,利用角孔凹模的凸起对零件进行定位。闭合冲床,滚珠导柱进入导套中,冲床滑块继续下行,压料板将零件在聚氨酯棒的作用下紧紧压在下刀上,冲床滑块继续下行,上刀与下刀对零件进行剪切冲裁。冲床滑块上行,卸料板在聚氨酯棒的作用下将冲裁后的零件推出,上下模重新开启至300 mm,将零件取出,完成一个完整冲压过程。

图6 上模实物现场照
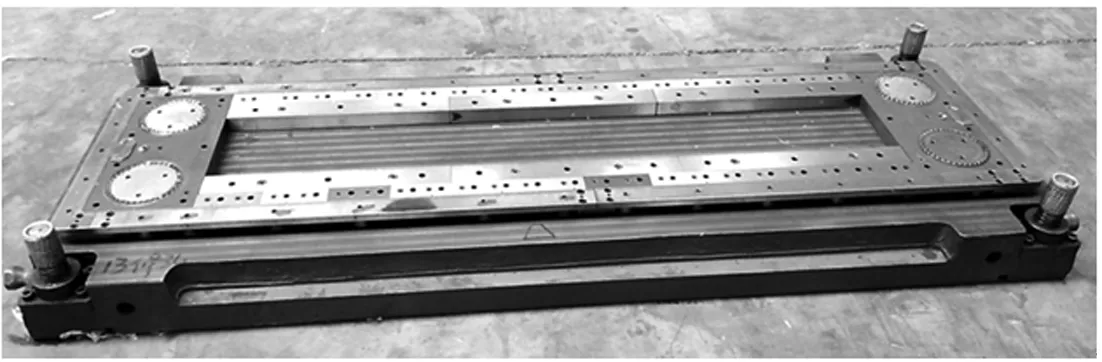
图7 下模实物现场照
按照文中介绍的模具结构,我公司为兰州兰石换热设备公司提供制造了BR062、BR072、BR1.02、BR1.32系列换热片精密冲裁模,并且这些型号的换热器通过了国家核电产品生产资质,已经在核电站当中开始应用。
4 结 语
此换热片精密冲裁模具在总结原有模具在实际生产当中存在的问题在结构上对原有模具进行了重新设计,使其结构更加巧妙,灵活。从模具材料的选择,零部件的设计,加工方法的调整,模具的规范使用等方面都与原有模具有很大区别,特别是采用多镶块结构,滚珠精密导向,斜刃口冲裁,上模侧刀块可调间隙这些优化后,彻底解决了原有模具长期存在制造难度大、冲裁精度低,模具寿命短、维修不方便,模具资金投入大,冲压产品种类单一,冲压设备损耗大等实际问题。事实证明此模具结构是一种换热片精密冲裁模优选结构。具有很好的经济性、实用性、推广性。为类似零件的工艺和模具结构设计提供了非常有益的经验。