浅析上桥抽水站2号机组存在问题的成因与处理
2020-05-21曹旭
曹 旭
一、概述
上桥抽水站位于安徽省怀远县境内的茨淮新河上桥枢纽,是淮北地区的一座大型抽水站,兼有排涝和灌溉的功能。建于20世纪70年代,站内安装了6 台2800ZLQ24-4.7 全调节立式轴流泵,配套TDL325/36-40 型同步电机,总装机容量9600kW,设计流量120m3/s。2007年更新改造后投入运行,2014年经过第一次机组大修,现已投入运行6年,为保障茨淮新河灌区100 多万亩农田灌溉和芡河及跃进沟流域1000km2农田排涝发挥了重要作用。但是运行期间发现,调节机构在机组重载情况下,调节大角度时振动响声较大,经检查存在严重安全隐患。
二、问题原因分析
泵站采用机械式全调节轴流泵,叶片调节通过安装在电机顶部调节电机带动摆线针轮,经减速器减速后带动螺纹副丝杆转动,由于丝杆轴向固定,因此调节螺母轴向运动,带动调节轴、轴承箱一起向上或向下移动,与之连接的装于电机空心轴和水泵空心轴内的调节杆随之共同轴向运动,带动泵叶片调节杆轴向运动。叶片调节杆的轴向运动使与叶片相联接的转臂旋转,从而达到调节叶片角度的目的。运行调节角度时,向下调节,没有响动,因为调节轴与操作架连接处带维度,越往下调节,调节轴与操作架配合越紧;上升时响动很大,原因是操作架与调节轴螺母M100 松动,形成一定间隙,调节轴向上调节时,升力达到一定值时,使调节轴与操作架分离,造成螺母与操作架碰撞,产生振动响声。因此,须解体处理。
三、解体处理及质量控制
经研究分析,只有对机组进行解体处理,才能从根本上解决问题。拆除阶段采用先上而下、先电机后水泵、先转动部分后固定部分的顺序,安装顺序与之相反。在安装过程中,对机组固定件高程、垂直同心、轴线垂直度(推力瓦水平)、转动轴线摆度、中心、各部间隙等六大关键部位作为控制点,严密监测。
1.解体处理
机组转轮轮毂解体后,发现与分析判定结果一致,操作架与调节轴联接处螺母M100 松动,间隙达到7mm;并且发现拐臂竖拉杆与轮毂内臂在导向槽处有摩擦痕迹,是由于在生产制造时,运行空间较小,用割刀切割导向槽处轮毂内部多余部分时残留毛刺较多导致的。经处理后,试验满足规范要求。
2.安装质量控制
(1)高程与垂直同心度测量
机组的安装高程与垂直同心度合格是机组能够顺利安装的先决条件。因此,机组安装前对叶轮中心和电机基础高程、水导与电机定子垂直同心度进行复核,在它们满足规范要求后,再对泵轴、转轮等部件的组合尺寸进行复核,确保符合规范要求。
(2)轴线垂直度
检查空气间隙,用3mm 厚的胶木尺,穿过空气间隙,沿转子旋转一周,检查有无异物;装上上导瓦和推力瓦,每块瓦表面涂少量凡士林;推力头上平面及法兰处沿圆周分8 个等分,并按顺时针方向依次编号;装上上导瓦四块,借以控制大轴的径向位移,按东、南、西、北四个方位,用手力扳紧即可。
轴线的垂直度是通过盘车的方法借助框式水平仪(精度为0.02mm/m)来测量调整的。调试方法:测量定、转子高差,用其中四块主推力瓦(装有测温计的瓦),根据高差调整主瓦降低或升高,然后再升四块副瓦,使之均匀受力只要不超过水平仪一格都符合要求(轴线摆度调整后应再复查一次)。实际调整时全部控制在0.5 格之内。轴线垂直度测量结果见表1。
(3)轴线摆度
在轴线垂直度调整完成后,继续通过盘车的方式来调整轴线摆度。在上导、下导、法兰、水导处分别架设一块百分表,百分表表架应有足够的刚度并固定牢靠。百分表测杆应紧贴被测部件并与它垂直,大针调至“0”。按8 等分点逐点进行盘车后,将各点数据记录并画出示意图分析。
轴线摆度调整采用刮削绝缘垫的方法,按照绝缘垫应刮削的最大点的方向做一中心线,按照中心线划分为4~8 个等分刮削区,再按照比例确定每一刮削区应该刮削的厚度。绝缘垫刮削后,重新盘车检查轴线摆度,直至上、下导及法兰处相对摆度不超过0.03mm/m;水导处摆度调整时,对电机和水泵联轴器面进行削磨或垫片处理,直至绝对摆度不超过0.3mm。轴线摆度测量结果见表2。

表1 轴线垂直度测量记录表(单位:mm/m)

表2 轴线摆度测量记录表(单位:0.01mm)

表3 定、转子磁极中心测量记录表(单位:mm)
(4)磁场中心
机组轴线的摆度调整合格后,再盘车检查推力瓦水平,结束后即可测定磁场中心。由于转子磁场低于定子磁场时,转子会受到一个向上的轴向磁拉力,从而减轻推力瓦的载荷,所以,定子铁芯平均中心线高于转子磁极平均中心线,其高出值小于定子铁芯有效长度的0.5%。由于抽水站定子铁芯有效长度平均值为361mm,所以高出值小于1.8mm 即可。定、转子磁极中心测量成果见表3。
(5)空气间隙
电动机的空气间隙如果不均匀就会产生磁拉力的不平衡,从而增大导轴承荷载,增大机械损耗,并可能引起机组强烈振动,影响机组的安全运行。所以电动机的空气间隙应均匀,当转子位于机组中心时,定、转子之间上、下端各间隙与该端平均间隙之差应不超过平均间隙值的±10%。
空气间隙的测量采用竹塞尺法,即用自制的竹塞尺配合外径千分尺进行间隙测量。测量在八个方位上进行,测量结果经过计算,有超差的要调整,直至符合规范要求。空气间隙测量记录见表4。

表4 空气间隙测量记录表(单位:mm)

表5 导轴瓦间隙测量记录表(单位:0.01mm)
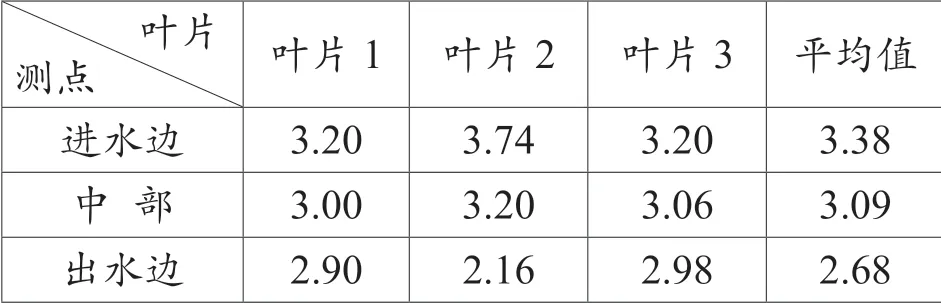
表6 叶片间隙测量记录表(单位:mm)
(6)导轴瓦间隙
导轴瓦可以固定机组转动轴线中心的摆度范围,保证机组的安全运行;同时可以使机组轴线在运行时处于自由状态,保证镜板与推力瓦受力均匀。在导轴瓦安装时,上导轴瓦单边间隙以及下导轴瓦双边间隙应符合设计要求,且下导轴瓦单边间隙在调整时需根据轴线剩余摆度和方位来确定。导轴瓦调整顺序一般是上导轴瓦→下导轴瓦→水导轴瓦。导轴瓦间隙测量见表5。
(7)叶片间隙
大修时叶片间隙的调整是通过叶轮头保持不动,用手拉葫芦改变泵壳位置的方法进行的。在叶片处于最大安放角时,选用楔形竹条尺和外径千分尺配合,分别取每个叶片的进水边、中部和出水边三个位置进行间隙测量,叶片间隙与相应位置的平均间隙之差满足不超过平均间隙值的±20%的要求。叶片间隙测量见表6。
四、结语
抽水站2 号机组解体处理完成后,于2019年12月6日进行了13 分钟空载试运行,状况良好。9日结合灌区供水,进行重载试机,运行124 小时,叶片调节灵活,运行正常。
大修过程应以质量控制为重点,并统筹兼顾人员组织、材料采购、进度控制等环节,才能按时按质完成机组大修工作。机组大修查明了叶片角度调节时振动响声较大的原因并予以解决,同时对其他部件进行了检修、维护,保证了机组的运行安全■
