分散蓝56溴化反应合格率改善研究
2020-05-19夏清合王永康王炳强李新波吴丹丹
夏清合,王永康,王炳强,李新波,吴丹丹
(青岛海湾精细化工有限公司,山东 青岛 266717)
分散蓝56是分散染料的一种,是用于绦纶染色的主色染料,具有高日晒牢度、色光艳等优点[1],国内市场年销售量约为5000t。分散蓝56以蒽醌为原料,经过一硝化、精制、苯氧基化、二硝化、水解、还原、溴化等步化学反应制成。通过统计A企业车间试车期间28个批次的生产情况,溴化反应的一次合格率仅为70.4%。一次合格率偏低需要对物料二次处理,造成重复生产劳动,影响生产线的效率。因此,研究如何提高分散蓝56的一次合格率具有重要意义。
1 反应机理分析
分散蓝的溴化反应是还原物与溴素在浓硫酸的环境下进行反应。还原物与溴素的化学反应方程式,如图1所示。还原物与溴素反应的物质的量比为1∶1,1 mol溴素与1 mol还原物进行取代反应,生成1 mol HBr。浓硫酸具有强氧化性,HBr可以被浓硫酸重新氧化为溴素继续进行反应[2-3]。
对反应分析表明,第一、该反应在65℃常压进行,而溴素的沸点为58℃,溴素在反应过程中始终处于沸腾状态,需要通反应釜上的冷凝器冷凝回流。第二,在此温度下溴化氢也极易挥发。第三、溴素投料量少,投料物质的量比为1∶0.7。第四,当物料不合格时,补加溴素可以使溴含量提高,而单纯延长反应时间并不能提高溴含量。因此推断溴素量不足,是影响溴化合格率的主要原因。
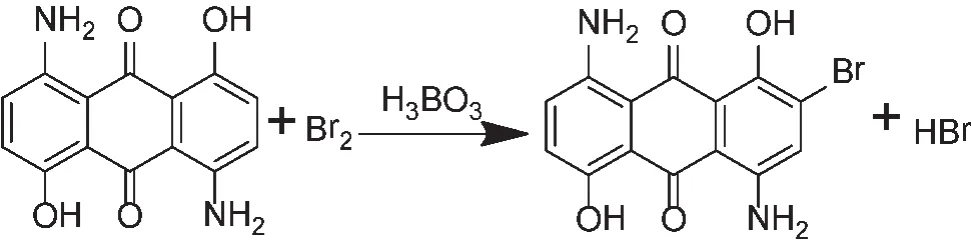
图1 还原物与溴素反应方程式
2 确定溴含量不足的影响因素
溴素量不足可能由多项原因引起,通过对职工操作、设备、冷凝系统、尾气系统进行了逐一的检查与分析,确定影响因素。
2.1 岗位操作人员操作
车间采用四班两运转生产,通过对比各个班次的溴化合格率,并没有发现明显差异。岗位主操均在岗位上工作多年,具有丰富的化工生产经验,对岗位操作人员进行了提问,对溴化生产工艺也能熟记。岗位职工操作不是影响合格率的主要原因。
2.2 检查设备工况
反应介质为硫酸和溴素均具有强腐蚀性,反应是在搪瓷釜内进行。首先检查了各设备管口的垫片,确认垫片均为四氟垫片。其次对设备进行气密性实验。将设备管口密封,向釜内通入压缩空气至0.1 MPa,3h后釜内压力仅略微下降,排除因反应釜气密性差造成溴素外逸的可能。
溴素由高位槽储存,经称重模块计量加料。溴素计量槽管道安装均为软连接,符合称重模块的安装要求,对称重模块重新校正计量准确。加入溴素少不是造成溴素不足的原因。
2.3 冷凝系统检查
反应釜上设置了冷凝器,采用乙二醇冷冻水降温。为了检查冷凝效果,在冷凝器后段管道增加了视镜。通过视镜发现冷凝器后段管道尾气为红棕色,表明有溴素逸出。溴素未完全冷凝是溴素不足的影响因素。
2.4 尾气系统检查
反应釜的尾气管道连接两台尾气吸收塔,并与尾气引风机连接。按照正常操作风机运行频率为70%,通过检查发现釜内负压达到-10 kPa,当溴素加料时,尾气视镜中红棕色烟雾非常浓。判断为当溴素加料时,大量溴素处于釜的上部空间,被尾气收走。尾气系统负压过大,造成溴素不足。
3 制定整改对策
针对冷凝系统效果差,加料时溴素被尾气抽走,分别制定了整改措施。
3.1 冷凝系统维护
冷凝器冷凝效果差,多是由冷冻水流动不畅,夹套结垢、冷冻水流量不足等因素引起。为了提高冷凝器的冷凝效果,首先在冷凝器出水管道增设远传温度,对冷凝器出口温度进行实时检测。第二,对冷凝器的夹套进行稀酸清洗,洗掉其中的铁锈及污垢。第三,在出口管道增设排空阀,排出夹套内的空气。第四,检查冷冻水的压力,确保冷冻压力保持稳定。
3.2 降低釜内负压
通过调低尾气风机频率的方法降低釜内压力,减少釜内溴素被抽走。统计不同风机频率下,釜内压力的变化数值,绘制釜内压力与风机频率变化曲线。当溴素加料和初始反应阶段时,降低风机频率至20%,维持釜内压力在-2 kPa左右。
3.3 变更溴素加料方式
为避免溴素加料时被抽走,将溴素加料改为液下加料。将反应釜内加料管延长,伸入液面以下。溴素加料时直接加到液面以下,与溶剂混合,减少溴素挥发。
4 改善效果检查
整改对策实施后,最直接效果是冷凝器尾气管道视镜中红棕色溴素的消失,不再有明显的红棕色烟雾。其次,尾气吸收塔更换吸收液的频率由2天一次,延长至5天一次,证明溴素逸出量减少。证明在防止溴素外逸方面,改善措施取得了较好的效果。为了进一步验证生产的结果,统计了对策实施后30个批次的溴化结果,溴化合格率明显提升,仅有2个批次不合格。溴化的合格率提升至93.3%,取得了较好的改善效果。
5 结论
分散蓝56溴化反应中还原物与溴素的摩尔比为1∶0.7。由于溴素极易挥发,因此溴素外逸是影响产品合格率的重要因素,在实际生产中应予以关注。本文针对A企业车间的实际情况,通过提高冷凝效果、适当调整釜内压力、调整溴素加料方式的方法,改善了溴素外逸情况。通过对策的实施不仅减少了物料处理的溴素消耗、节约了操作工时,同时也减少了尾气吸收废水的排放。,取得了较好的效果。
