80 MW 25CrNi1MoV发电机转子的试制
2020-05-18宋国旺李宏柏牛玉温王旭颖彭彩霞
宋国旺 李宏柏 牛玉温 王旭颖 彭彩霞
(太原重工股份有限公司,山西030024)
发电机转子是电站设备中非常关键的大型锻件,其生产过程主要包括铸锭、锻造、热处理等重要环节。80 MW发电机转子的材料为25CrNi1MoV,通常用双真空钢锭锻造而成。但随着国内重型机械行业的竞争加剧,转子的市场价格逐渐降低,为降低生产成本,提高企业的市场竞争力,我公司初次用55 t单真空方式冶炼的钢锭成功地锻造出了80 MW发电机转子,检验结果显示转子的力学性能都达到了技术要求。
1 技术要求
1.1 化学成分要求
材料的化学成分要求见表1。
1.2 力学性能要求
调质完毕后,取样做力学性能试验。力学性能的取样位置见图1,力学性能具体要求见表2。
(1)在转子轴身径向X2、X4部位套取试样,做四个拉伸试验。在转子轴身径向X1、X3部位套取试样,做四个夏比冲击试验。
(2)在转子两轴头端分别套取纵向试样L1、L2,做两个拉伸、两个夏比冲击试验。L1的取样位置距离外圆R/3处,L2的取样位置在中心盲孔壁厚的1/2处。
(3)在转子中心盲孔套取纵向试样M1,做一个拉伸、三个夏比冲击试验。M1的取样位置在盲孔底部附近。

表1 化学成分要求(质量分数,%)Table 1 Chemical composition requirements (mass fraction,%)

图1 取样图Figure 1 Sampling drawing

Rp0.2MPaRmMPaA%Z%KV2J转身切向T1≥540≥690≥17≥45≥90轴头轴向L1、L2≥540≥690≥17≥45≥90转身径向X1、X2、X3、X4≥490≥640≥17≥45≥90中心盲孔纵向M1≥450≥590≥15≥40-
2 试制过程
2.1 钢锭制造
钢锭采用“碱性电炉冶炼+精炼炉精炼+真空除气+下注”的方法制造,重55 t。为了提高钢锭的纯净性,保证锻件的力学性能,钢锭的制造工艺控制要点如下:
(1)原材料准备阶段,为了减少冶炼过程中外来夹杂物的混入,必须选用优质的返回料头。严禁使用不明确的料头,选用As、Sn、Sb、Cu等含量非常低的生铁。
(2)碱性电炉冶炼阶段,采用深吹氧脱碳法,保证充分的脱碳量,使钢中夹杂物尽可能地上浮。采用深脱磷工艺,使磷含量最大限度地降低。
(3)精炼炉精炼阶段,采用硅钙粉进行扩散脱氧。通过造高碱度还原渣,确保精炼过程中最大限度地降低S、O含量。真空除气过程中,必须保证足够的真空度及有效的真空时间,确保钢中的气体含量降至最低。
(4)钢锭浇注阶段,浇注过程采用下注的方式进行,浇注过程采用氩气保护浇注,减少钢水二次氧化。在浇注之前,对钢锭模、底盘进行清理,防止夹杂物卷入。浇注完毕后,加强冒口保温,使钢锭得到良好的补缩,减少缩孔。
2.2 锻造成形
锻造过程中,锻件采用三火锻造而成,锻造温度控制在850~1250℃,总锻造比大于6。锻造大变形阶段,采用两次镦粗两次拔长的锻造方法进行锻造。镦粗时采取整体连续镦粗变形的方法,确保镦粗锻造比大于2,使钢锭中粗大的铸态组织得到破碎,使钢锭中的疏松和孔洞性等缺陷得到压实、焊合。拔长过程采用宽砧强压方法,确保拔长锻造比大于2,使整个锻件锻透。在转子锻造成形阶段,控制锻造温度,预留一定的锻造变形量。同时,控制每砧压下量尽量均匀一致,尽可能得到相对均匀细小的锻造组织。
2.3 热处理
2.3.1 锻后热处理
采用两次高温正火+回火的锻后热处理工艺。第一次正火温度为900~950℃,第二次正火温度为850~900℃。两次正火完毕后,在640~660℃进行回火。锻后热处理工艺见图2。
2.3.2 性能热处理
由于80 MW发电机转子的力学性能要求高,不仅要求转子轴身径向具有高的强度、高的冲击韧性,而且还要求中心孔具有高的强度、高的延伸率。因此为了确保转子心部必须得到良好的淬火组织,采取下列措施:加热方面,将转子加热至奥氏体化温度835~850℃,保温足够的时间,使其组织充分转变为奥氏体组织。淬火冷却方面,经分析,25CrNi1MoV材料的C含量为0.22%~0.28%,碳当量[C]max为0.62%,C≤0.31%并且[C]max≤0.75%,水淬时无风险[1]。因此,转子淬火冷却时采取水冷工艺,以便得到良好的组织。淬火完毕后,在630~670℃进行高温回火,保温足够的时间。一方面使马氏体分解及残留奥氏体转变,得到强度、塑性和韧性良好匹配的综合力学性能,另一方面,消除淬火应力。调质热处理工艺见图3。
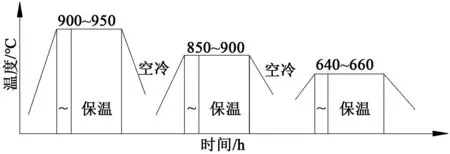
图2 锻后热处理工艺Figure 2 Post-forging heat treatment process

图3 调质热处理工艺Figure 3 Quenching and tempering heat treatment process
3 结果分析与讨论
3.1 化学成分
表3为转子L2纵向的成品分析结果,可以看出,P含量为0.006%、S含量为0.002%,P、S含量远低于技术要求,其它元素也符合技术要求。

表3 锻钢成品化学成分(质量分数,%)Table 3 Chemical composition of finished forging steel product (mass fraction,%)

表4 力学性能检测结果Table 4 Test results of mechanical properties
3.2 力学性能
表4为80 MW发电机转子的力学性能检测结果。从表4可以看出,力学性能检验结果均已达到技术要求。转子两轴头纵向L1、L2的力学性能数值相差非常小。径向X2、X4的Rp0.2、抗拉强度的数值几乎一样。中心纵向强度、冲击韧性很好,冲击韧性最小达到45J。两轴头纵向、径向、中心孔纵向的强度相差不大。说明转子的整体材料非常均匀,锻造效果、热处理效果很好。
4 结论
(1)用55 t单真空钢锭制造的80 MW 25CrNi1MoV发电机转子的力学性满足技术要求。
(2)80 MW发电机转子的两轴头纵向、径向、中心孔纵向的强度相差不大,充分说明材料的各向异性相差小,进一步验证了铸锭、锻造、热处理工艺的合理性和可行性。
