核电主管道锻件心部裂纹缺陷性质分析
2020-05-18沈国劬
沈国劬
(二重(德阳)重型装备有限公司,四川618013)
核电主管道是连接反应堆压力容器和蒸汽发生器的大型厚壁管道,是核电蒸汽供应系统输出堆芯热能的“大动脉”,是核电站的核一级关键部件之一,在服役期限内承受高温、高压以及较高流速的高纯水腐蚀和高频疲劳的作用,工作环境恶劣。根据技术路线不同,国内第三代压水堆核电主管道主要采用316LN和X2CrNiMo18.12两种型号的低碳控氮奥氏体不锈钢制造。其制造工艺流程主要为VOD冶炼→电渣重熔→锻造→加工→无损检测→弯曲→固溶热处理。随着第三代核电主管道规格的增大,锻造所需的奥氏体不锈钢钢锭等级也进一步增加,大型不锈钢钢锭以及锻造过程中的裂纹控制技术是核电主管道制造的关键技术之一。本文对某核电主管道热段管坯加工过程中发现的心部裂纹形成原因进行了分析,从钢锭制造和锻造环节在预防开裂倾向方面提出了建议。
1 研究背景
材质为316LN的某第三代核电主管道锻件毛坯在加工中心孔时,发现心部存在开口状裂纹,裂纹延伸至管壁。为分析裂纹产生原因,首先对锻造工艺及执行过程进行了全面的检查,与其他合格产品对比,未发现异常。随后对锻件中心裂纹部位套取中心试棒,加工过程中发现中心棒局部存在大量裂纹,裂纹在中心棒分布见图1。中心棒裂纹情况如下:区域Ⅰ,靠近钢锭T端,表面存在大量肉眼可见贯穿型横向裂纹缺陷;区域Ⅱ,靠近钢锭T端,夹在两段区域Ⅰ中,材料开裂成块状碎片;区域Ⅲ,靠近钢锭B端,表面未见肉眼可见缺陷,后期检测也未发现内部有裂纹缺陷;区域Ⅳ,位于钢锭B端,有明显横向裂纹缺陷,但未向纵深扩展。该裂纹是由于锻件拔长过程中,端面降温快且存在拉应力导致,在316LN钢轴类零件锻造过程中均存在。316不锈钢在热态及冷态都具有良好的塑性,因此区域Ⅱ开裂后形成块状碎片较为罕见,表明该区域316LN钢塑性极差。

图1 主管道热段芯棒缺陷及产生的位置Figure 1 Defect of central bar in hot section of main pipe and its location

(a)(b)
图2 中心棒横向及碎块纵向腐蚀后的低倍形貌
Figure 2 The macroscopic morphology after corrosion in transverse direction of central bar and longitudinal direction of fragments
2 检验方法及结果分析
分别在中心棒区域Ⅰ和区域Ⅱ横向切取试样,分别进行化学成分、低倍、高倍检验分析。
2.1 化学成分分析
采用直读光谱仪对碎块上的试样进行化学成分分析,分析结果见表1。碎块的化学成分满足标准要求,未见主要合金元素超标。
2.2 低倍检验结果
中心棒及碎块宏观形貌如图2所示。从图2可以看出,中心棒低倍试片除裂纹外,未见其他肉眼可见的缺陷;碎块低倍试片的表面有一层氧化层,氧化层以内可见数条裂纹,未见其他肉眼可见缺陷。
2.3 高倍检验结果
中心棒与碎块上切取的金相试样经磨制抛光后观察,在基体上未发现明显的非金属夹杂物,按ASTM E45—2018评级A、B、C、D四类非金属夹杂物级别均未超过0.5级。采用王水腐蚀后,发现远离裂纹区的奥氏体组织,晶粒为等轴晶(图3a),靠近裂纹附近存在明显的短棒状析出相(图3b)和密集分布的第二相(图3c)。

表1 缺陷区域化学成分(质量分数,%)Table 1 Chemical composition of defect area (mass fraction, %)

(a)远离裂纹的基体组织(b)靠近裂纹的短棒状析出相(c)裂纹附近的密集析出相
图3 典型金相组织(100×)
Figure 3 Typical metallographic structure(100×)
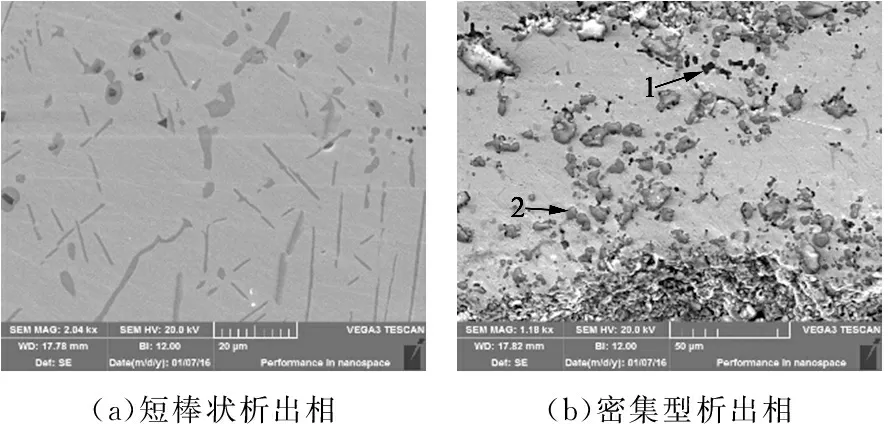
(a)短棒状析出相(b)密集型析出相
图4 析出相扫描电镜照片
Figure 4 Scanning electron photographs of precipitated phases
2.4 扫描电镜观察与能谱分析
对图3(b)和图3(c)的金相试样采用扫描电镜观察发现,靠近裂纹位置的短棒析出相为长短不一的灰色条状析出相,见图4(a),裂纹附近的密集型析出相为呈现黑色和灰黑色的颗粒状析出相以及部分与图4(a)中相同的灰色长短不一的析出相,见图4(b)。采用EDS对图4(a)中灰色条状析出相进行面扫描分析,结果表明, 灰色条状析出相为富Cr相,见图5。对图4(b)中的不同颜色的析出相进行分析,结果表明,黑色颗粒状(图4b中箭头1位置)第二相为制备试样中带入的SiC颗粒,灰黑色第二相为氧化铬颗粒(图4b中箭头2位置),如图6所示。
2.5 316LN不锈钢平衡相计算结果
采用Jmatpro对316LN钢的平衡凝固过程进行了计算,化学成分输入碎块测试结果,计算结果如图7所示。计算结果表明,316LN钢在平衡凝固过程中析出的第二相主要为α-Cr、LAVES相和σ相。

图5 条状析出相能谱分析结果Figure 5 Energy spectrum analysis results of stripe precipitated phase

(a)箭头1位置
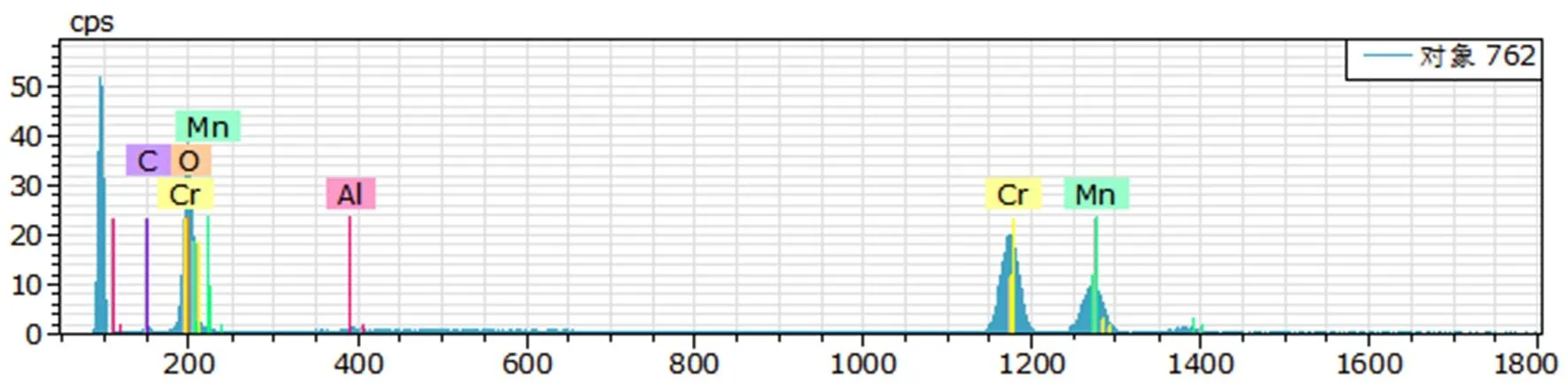
(b)箭头2位置图6 密集析出相能谱分析结果Figure 6 Energy spectrum analysis results of clustered precipitated phase
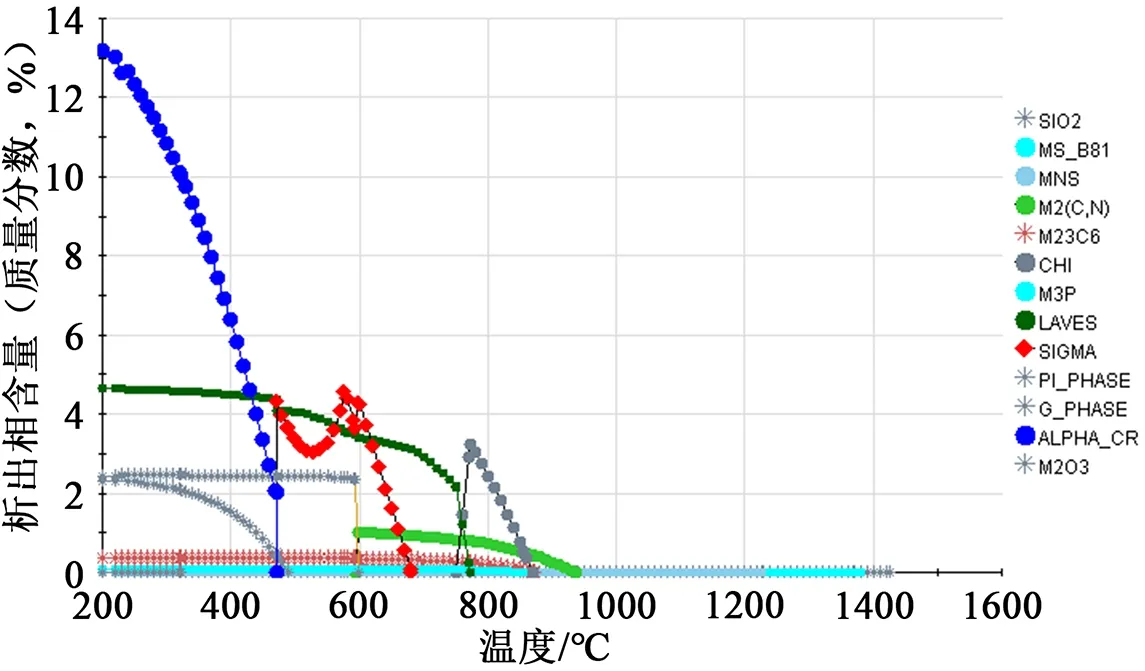
图7 316LN钢平衡凝固析出相计算结果Figure 7 Calculation results of equilibrium solidification precipitated phase of 316LN steel
3 分析与讨论
碎块的金相组织以及扫描电镜+能谱的分析结果表明,造成核电主管道心部裂纹的主要原因是组织中存在大量的富Cr相。Jmatpro计算结果表明,大量的富Cr相主要为α-Cr。
第三代核电主管道热段采用百吨级钢锭制造,在电渣重熔过程中,由于钢锭的重量重,直径大,奥氏体钢的导热系数较低,重熔过程熔池范围相对较大。在重熔后期补缩阶段时间长,钢锭上部区域心部的冷却速度缓慢,促进α-Cr的析出。在锻造过程中由于α-Cr未能充分地固溶和扩散,造成主管道基体与α-Cr之间的变形不协调,在反复镦粗和拔长以及成形过程中,造成主管道基体与α-Cr界面萌生裂纹并扩展,最终导致心部开裂。
4 结论
根据以上分析表明,造成该核电主管道热段心部裂纹的原因主要是钢锭中α-Cr相析出引起锻造过程的变形不协调而产生的。在大型奥氏体钢锭的重熔过程中,进一步优化熔速控制,调整冷却速度,特别是后期补缩阶段,既要做好补缩凝固,又要尽量减少α-Cr相的析出。锻造工序在前期大变形火次的加热保温阶段,应适当地延长高温保温时间,在保证心部热透的同时促进α-Cr相固溶与扩散。
