南钢新7号热风炉混风腔垮塌整体浇注修复
2020-05-14马骁一薛海涛丛培源
马骁一,薛海涛,丛培源
(中冶武汉冶金建筑研究院有限公司,湖北 武汉430081)
南钢新7号高炉炉容2 000 m3,投产使用超过5年,热风炉一直运行良好,但混风室部位炉壳温度一直偏高。本次工程前按照既定计划,7号高炉休风三天进行年休。高炉复风24 h后,发现混风腔上方500 mm×500 mm的区域温度到达500℃,南钢铁厂进行了临时打抱箍处理,但随后发现抱箍侧壁温度仍然上升,使用高压空气强冷后温度仍然超过400℃,安全隐患重大,有吹开炉壳的危险。
1 混风腔温度超标原因分析
混风腔结构如图1所示。此区域为冷风与热风进行混合的混风腔体,冷风沿着内胆与外胆之间的空隙进入热风主管后沿预留在内胆上的进风口与热风进行混合,此区域混风腔内部全部采用浇注料进行浇注。
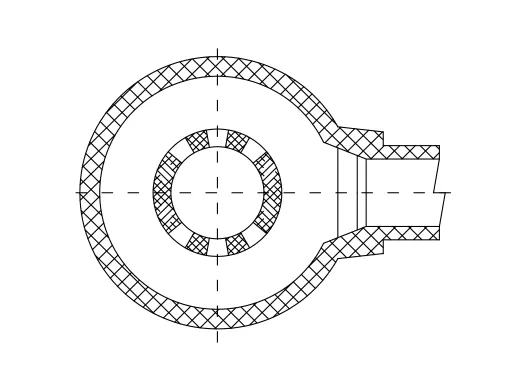
图1 混风腔结构示意图
针对此温度超标情况,经过现场分析,内衬破损情况有两种可能:
(1)仅混风腔外胆300 mm厚度的浇注料垮塌
混风腔顶部500 mm×500 mm区域温度超过500℃,已经确定此区域浇注料垮塌,但内胆完好。
原因:年休前只存在局部点位温度超标现象,主要区域温度一直不高,年休过程中管道温度下降,送风后由于浇注料的热胀冷缩等原因,导致外腔顶部300 mm厚的浇注料层垮塌了500 mm×500 mm的区域。
(2)混风腔内胆垮塌,外腔浇注料层垮塌
如此情况发生,情况较恶劣,内胆浇注料垮塌,热风在此区域形成旋涡,冲刷只有300 mm厚度的外腔浇注料层,浇注料层逐渐变薄,最后导致外腔整个上部垮塌。
针对此情况,确定了如下修复思路:
高炉休风,按照48 h的休风计划做准备;
拆除上部抱箍;
切割开温度超标区域500 mm×500 mm作为观察孔,确定内部掉砖情况。
如发生情况(1),仅外腔局部区域浇注料垮塌,直接吊钢模,进行热态浇注。
如发生情况(2),混风腔的内胆与外腔体全部垮塌,则不再恢复腔体结构,进行整体浇注,热风与冷风直接混合。
在如上施工思路的指导下,开始做各项施工准备工作,如在施工区域搭建施工平台,模板预先卷制,材料生产与发货,施工人员的分工安排等,准备工作结束后,按照计划高炉开始休风。
2 现场施工情况详述
2.1 切割顶部抱箍
切割掉顶部抱箍(见图2),清理掉抱箍内部灌浆料后发现,温度超标区域Φ500 mm里面浇筑的浇注料已经被吹开,热风直接冲刷外部抱箍,为安全生产留下了极大的隐患,南钢新铁厂确定此次休风施工的及时与高效避免了一次严重恶性事故的发生。
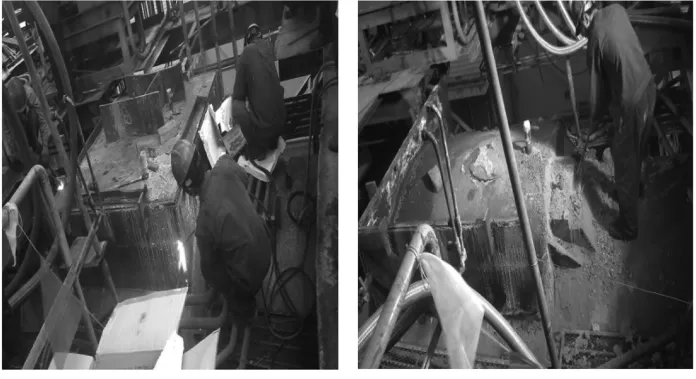
图2 切割混风腔顶部抱箍作业现场图
2.2 切割观察孔
切割出Φ500 mm的观察孔(见图3),打开观察孔后发现,外腔顶部厚度为300 mm的浇注料层全部垮塌,并且混风腔内胆上部浇注料也全部垮塌,垮塌的浇注料已经将内胆下部进风口封死。混风腔已经失去原有设计上的冷热风混合充分的结构。

图3 混风腔观察孔实物图
2.3 切割施工天窗
根据观察孔观察得到垮塌情况,切割出2 m×2.4 m的施工天窗(见图4),方便残料的清理、模板的放入以及浇注施工。

图4 浇注天窗实物图
2.4 纤维毡做挡墙,封堵管道降温
垮塌进入管道内材料较多,需要人工进入清理垮塌的耐火材料,故管道要降温(见图5),降温方法如下:
(1)使用耐火纤维毡封搭建挡墙,堵住管道两侧热量,降低施工区域管道内温度;
(2)打开倒流阀,使管道内形成负压,防止热量沿施工口上窜;
(3)开启混风阀,利用冷风直吹降温;
(4)上部放置多台风机,直吹降温。
2.5 垮塌浇注料清理
清理出垮塌的耐材内衬,并且使用风镐拆除内胆下部的浇注料,去除整个混风腔体,并使用高压空气吹干净表面,为整体浇注做准备(见图6)。

图5 纤维毡封堵降温施工现场图

图6 混风腔拆除施工现场图
2.6 支底模板
模板采用6 mm厚的钢板,钢板根据管道内径尺寸预先卷制好,切割成三块放入管道底部;使用6 mm厚钢板按照冷风管道内径尺寸做成圆筒塞入冷风管道,并且与主管道底模板对接;混风进口呈现喇叭形,为了防止浇注料流入混风管道内,使用纤维毡将喇叭口塞死;模板安装完成后,使用角钢把底模与管道上部炉壳固定住,既悬挂底模,又防止在浇注施工过程中浇注料将底模顶起(见图7)。

图7 安装底部模板施工现场图
2.7 底模区域浇注
搅拌机安放在施工平台,浇注料采用强制搅拌机搅拌好,采用振动棒振动浇注,振动时应做到有序振动,一般以表面无豆大气泡翻出为宜,搅拌好的物料应在30 min内施工完毕;振动时振动棒应缓慢插入料层,连续移动至各部位缓慢拔出,以防止留下孔洞,直到最后表面返浆,排气较少和不沉降为止,材料密实填充模板与原砖衬之间的缝隙,浇注出底部的半圆形管道(见图8)。
2.8 支顶模板
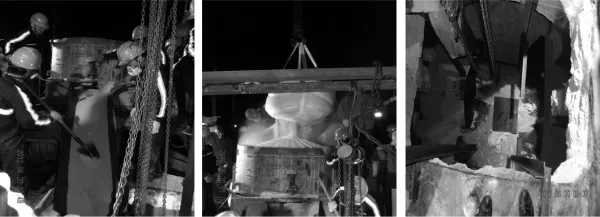
图8 底部管道浇注施工现场图
顶模板分三块安装,使用纤维毡塞死模板与原有砖衬之间缝隙,防止浇注料流入管道;最后一块顶模板安装前,拆除纤维毡挡墙;两边两块模板使用角钢与底模焊接,支撑上部浇注料;在顶模板使用不锈钢圆钢焊接在上部炉壳,吊装顶摸,支撑上部浇注料(见图 9)。
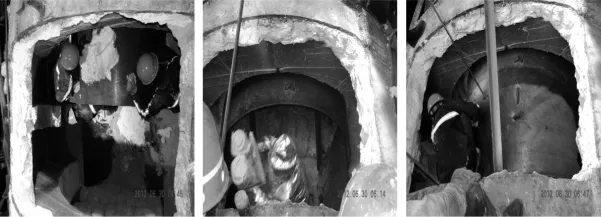
图9 安装顶部模板施工现场图
2.9 顶模区域浇注
顶模安装结束后,开始浇注,浇注过程中边浇注边使用振动棒振动;浇注料与施工口侧面平齐后,安装原盖板,在原盖板上的观察孔继续浇注;浇注满后,养护40 min,浇注料固化后,拆除原盖板(见图10)。

图10 浇注管道上部施工现场图
2.10 新壳体的铺设与焊接
浇注料突起部分铲平,放置新壳体盖板。浇注料顶部铺设20 mm厚的耐火纤维毡;对新盖板焊接,并且在焊缝处焊接筋板;盖板上预留出3个排气孔并安装上不锈钢球阀,送风过程中球阀打开,排气结束后关闭球阀,此排气孔可作为下次休风灌浆用灌浆孔(见图 11)。
2.11 送风后,温度检测
本次修复休风时间合计为30 h,复风后,送风温度控制在850℃以内,先送风12 h,然后送风温度1 080℃,送风8 h后热风炉开始正常使用温度。
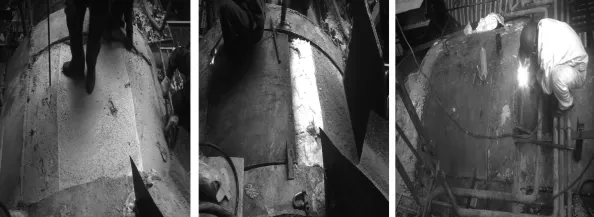
图11 安装新炉壳施工现场图
正常使用2 d后,对浇注区域进行温度检测,浇注部分温度100℃以内,浇注料与原有砖衬之间缝隙最高点位温度为112℃,效果理想。
筋板焊接及表面测温情况见图12、图13。

图12 焊接筋板施工现场图

图13 表面测温现场图
3 浇注用材料的选择
热风炉系统内衬耐材可笼统概述为由保温层和工作衬组成,本次修复为恢复热风炉管道的工作衬体。工作衬修复用材料,应根据热风炉不同部位采用与其设计相对应的材料,但热态修复条件下,考虑到使用量少、采购方便、简化施工等原因,可选择溶胶结合刚玉莫来石质浇注料[1-2]作为工作衬使用。
以溶胶作为结合剂的刚玉莫来石浇注料,经固化后实际含水量为5%左右,属游离的自由水存在于衬体中,当热面温度升到300℃时通过一定时间的烘烤可排除衬体内的自由水分。胶粒间经缩合反应和与粉体间的吸附作用使基质内形成了有效的网架结构,使排出水蒸汽的有效通道均匀畅通,同时具有理想的结构强度作为保证,至使水分能快速排出衬体。这一特性是目前常用的同类型不定形耐火材料无法比拟的,比如:当采用低水泥浇注料作为衬体时,基质部分在未形成莫来石前状似散状堆积颗粒,在低温段因水泥水化作用晶粒增长导致体积密度增加,排水通道不畅,而无水泥结合浇注料则低温强度偏小,这些衬体均需要在较小的蒸汽压力下趋之平衡,唯一的途径是延长烘烤时间,降低升温速度,减少因此产生的蒸汽量,达到衬体内的蒸汽压力小于结构强度。工业窑炉高温抢修部位材料直接接触高温(通常施工部位温度>400℃),不具备烘烤条件,溶胶结合刚玉莫来石浇注料可以足够满足现场抢修用的条件。
而且其具有耐热风冲刷、良好的中高温强度及热振稳定性,并且在高温烧结后与原有耐火砖衬能够良好结合等特点。笔者所在公司使用此类型材料对多座热风炉工作衬进行了浇筑修复,效果较理想。本次修复施工共计使用溶胶结合刚玉莫来石质浇注料18 t,其材料性能指标见表1。
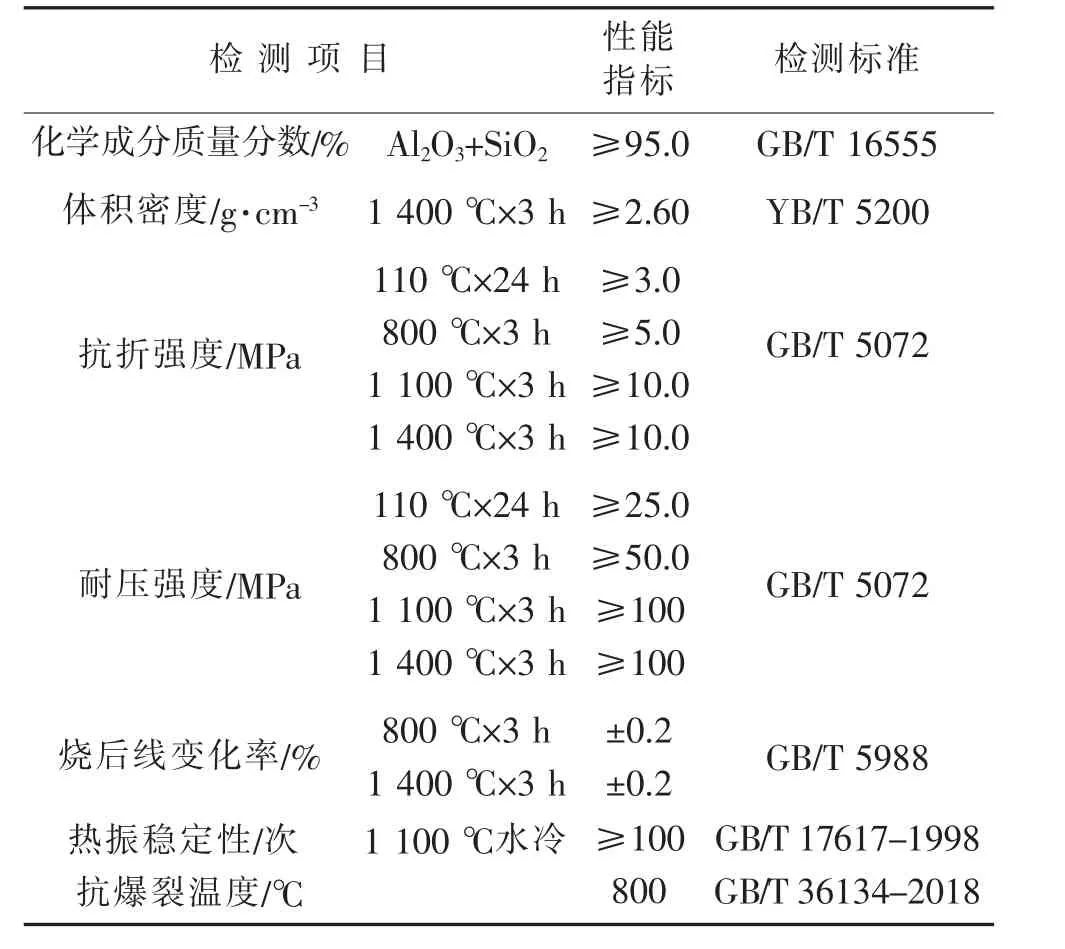
表1 修复用浇注料性能指标
4 结语
热风炉作为高炉附属设备,要求服役1~2代高炉炉龄,而热风炉实际使用寿命常由热风炉系统耐材内衬决定。热风炉耐材内衬在使用过程中会发生不同程度的破损,时常有渣化、变形、破裂、掉砖、甚至垮塌等现象,造成热风炉本体及其管网产生窜风漏气、局部过热、发红变形等危险隐患,甚至发生烧穿、爆裂等恶性事故。利用高炉短休风时间,对炉内耐材内衬热态下进行维护与修复,延长热风炉内耐材内衬的使用寿命,一直是各钢铁厂家所追求的。本次利用30 h高炉短休风,恢复了热风炉混风腔,达到了预期效果。
目前,很多热风炉使用厂家发现热风炉系统温度超标后常采用外抱箍、风冷、水冷等方式直接外部冷却钢壳。此方式对炉壳钢结构有极大的影响,故我们建议尽量修复破损耐材,从源头上恢复耐材结构,不建议采用外抱箍、风冷、水冷方式作为长期维护温度超标区域炉壳的安全手段。各类工业窑炉耐材破损后,由于工期及实际安装情况所限制,部分区域无法采用定型砖制品进行恢复,我单位采用溶胶结合刚玉莫来石质浇注料代替炉内重质砖作为工作衬使用取得了良好的效果,已经多次多处用于了热风炉拱顶、热风炉本体、热风炉管道系统、高炉炉衬等高温部位,足够满足现场使用要求。此类型浇注料具有耐热风冲刷、良好的中高温强度及热振稳定性,并且在高温烧结后与原有耐火砖衬能够良好地结合,浇筑施工后无需烘烤等特点,极其方便工业窑炉高温部位的抢修施工,能够达到甚至超过同类定型制品的使用效果。
