8750型迈步式吊斗铲提升/回拉滚筒端轴更换工艺流程探讨
2020-05-14
吊斗铲是一种大型的露天采矿设备,其庞大的体型和超高的效率适合于大型露天煤矿作业。国家能源集团准能公司黑岱沟露天煤矿使用的8750-65型吊斗铲是美国卡特彼勒公司(原比塞洛斯公司)生产的世界首台也是唯一一台无齿轮传动吊斗铲,高71米、斗容90立方、回转直径200米、自重5300吨(图1),采用了西门子电控系统,兼顾节能、可靠、效率等众多优点[1]。
2019年8月吊斗铲50000小时大修工作正式开始,12月工作结束。此项大修由设备维修中心总负责,各车间、部门持续推进、精心组织、缜密开展,历时113天的检修,完成各类检修项目65项,进展顺利,完成后吊斗铲运转正常开始作业,此次大修的核心部分内容是提升/回拉滚筒端轴的更换,属于吊斗铲维修过程中的首次更换,是大修中的重点技术攻关。

图1 吊斗铲总体结构图
1 滚筒端轴更换方案介绍
端轴和方案简介:滚筒端轴分为驱动端端轴和非驱动端端轴,是8750-65型迈步式吊斗铲的心脏部件。其驱动端端轴轴长1200mm,重量3.7吨;非驱动端端轴轴长967mm,重量2.9吨;外径750.21mm。本方案的探讨是为了进行8750-65型吊斗铲提升/回拉滚筒端轴的更换,主要内容是端轴更换的工艺流程,要求在安全的前提下达到卡特公司的标准要求,主要分为四个阶段:准备阶段;拆除阶段;安装阶段;调试和检测阶段[2]。
注意事项:严格按工艺流程进行作业,严禁违反流程作业;若在执行过程中现场情况需要修改工艺流程,那么必须在任务执行前重新进行危险源的辨识和防控;更换可能有损坏端轴轴孔的风险,必须注意限制触点标记,在轴孔表面切割时尽可能不损坏轴孔表面;从轴孔内取下端轴后,应使用抛光工具检查和修整孔表面,以清除表面上的任何高点,以确保可达到最佳的轴孔配合;在刨削完成后30分钟内继续进行防火观察,并且在整个过程中采取保护措施;所有人遵守安全要求,避免人员和设备损坏;确保流程尽可能高效,提前准备工器具。
2 滚筒端轴更换工艺流程
2.1 准备阶段
彻底清洁所有污垢、油和油脂的区域,从该区域清除10m 半径的气割和刨削过程(抹布、木材、纸张)内的所有可燃材料。检查电机、滚筒内和支架,是否有可燃材料,并将其拆下。按要求设置可以包含火花、熔渣和金属渣的收集托盘、防火毯等,在机架上设有灭火设备供使用。在合适的位置安排观察员监控火花和熔渣安全。必须对所有受限空间的进出口进行控制和监控,以确保人员的安全。在所有密闭空间进入之前应进行通风,排除有害气体。
2.2 拆除工艺流程
在端轴外露部分焊接吊点,并用连接吊车,使吊车承载重物。在端轴靠近辐板50mm 处划线,以免对轮毂造成任何损坏,沿划线部位开始进行切割。考虑人员切割轴的位置和切割线选择合适的切割工具进行切割。从机器上拆下端轴外露的部分,从滚筒的内部或外部开始切割轴的剩余部分并纵向插入,不要完全使用喷枪工艺。一旦轴被部分切断(约80~90%),然后使用挖孔工艺完成。如果轴的其余部分可以使用千斤顶顶出,则可能不需要完全凿穿。在滚筒内部用1"×760mm 高拉伸螺纹杆安装原端轴内端盖,并定位液压千斤顶,在端轴与千斤顶之间垫足够支撑的铁板。连接50t 千斤顶与泵,操作泵从轴孔内顶出剩余的轴,从机器上拆下其余的轴,打磨轴孔。
2.3 安装工艺流程
提前测量端轴及轴孔(图2),以确保它们在尺寸上是正确的(表1),记录好相关数据,为使测量准确,要分别在不同的点进行多次测量[3]。
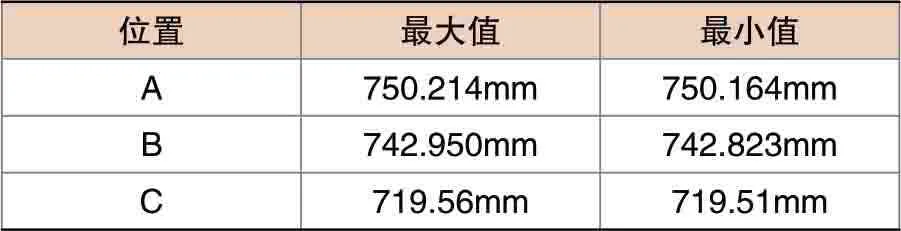
表1 端轴要求尺寸表

图2 端轴及轴孔尺寸图

图3 液氮浸没端轴图
将端轴放在设计用于容纳液氮(零下196摄氏度)的适当容器中进行冷却8~10小时,以达到安装所需的指定尺寸间隙。按规定将液氮添加到桶中,并继续添加液氮使轴保持浸没状态。当在整个冷冻过程中发生沸腾,需要随时观察加注液氮(液氮冷却端轴时需用时长最少8小时)。提前准备安装所需的索具,以便在冷却后对轴进行起重、定位和安装,确保要使用的索具设备适合在极端低温下使用,如钢丝绳、铁链等。提前定位外径千分尺到端轴冷冻后的尺寸,例如可提前将外径千分尺调到748.83mm 并固定。
在辐板安装端轴挡板,用6个螺栓固定挡板。安装拔具,用两根1"×760mm 高拉伸螺纹杆将拔具和千斤顶固定在辐板上,确保拔具两端到辐板的距离相等,用螺母拧紧。提前调试拔端轴用的螺杆能顺利穿过拔具和挡板之间,测量任意两个螺栓孔的角度,记录这个角度值以备调整端轴的方向。端轴冷冻后,使用桥式起重机从液氮桶中吊出端轴并检查尺寸,确保设定好的千分尺可通过轴的A 处。将端轴放置水平位置,使用一根钢丝绳吊起轴,测量对应螺栓孔的角度,保持与挡板螺栓孔的角度值一致,保持与轴孔水平度一致。
连接液压顶升安装总成。将端轴吊到安装位置,安装两根1400MM的螺纹杆,使用管钳或双螺母的方法拧紧螺杆。螺纹杆对正孔,移动吊车,将端轴放置在轴孔内。螺纹杆穿过拔具,安装螺母并拧紧。拆除两个760mm 固定螺纹杆的螺母。操作泵时千斤顶支撑拔具后退,拔具通过螺纹杆并开始顶升轴直到完全安装。安装挡板与端轴的固定螺栓。保持千斤顶压力3000psi,直到端轴恢复到环境温度(图4)。冷冻结束后,在30分钟之内将端轴安装到位。

图4 千斤顶保持压力图
3 调试和检测
吊斗铲滚筒端轴更换结束后,为保证安装无误和设备稳定运行,要做好后续的监控和检查工作:监控和检查有助于检测起重和牵引设备可能出现的任何异常情况,以下建议将在拉索的初始运行期间和规定的周期内实施。
初始24小时操作。进行初始振动读数以建立基线参考,使用热摄像机和记录在运行过程中每2小时监测轴承温度,通过手动循环系统并监控注射以确认操作,检查润滑情况;48小时操作。检查轴承固定螺栓,通过手动循环系统并监控注射以确认操作,检查润滑情况,检查楔键,连杆螺栓和螺母;1周操作。检查轴承固定螺栓,通过手动循环系统并监控注射以确认操作,检查润滑情况,检查楔键,检查连杆螺栓和螺母;1个月操作。进行振动读数,检查轴承固定螺栓,通过手动循环系统并监控注射以确认操作,检查润滑情况,检查楔键,检查连杆螺栓和螺母。建议每月继续进行检查和监测程序。
4 结语
8750-65型吊斗铲5万小时大型修理是国内首次同类型大修理,此次大修的关键是提升/回拉滚筒端轴更换,在设备维修中心的统一部署下,中心和吊斗铲车间的技术人员经过与卡特公司专家的多次研究探讨,结合现场实践,顺利进行了端轴的更换,并梳理总结了此工作的工艺流程,为吊斗铲大修理积累了宝贵经验,同时为同行业大型采掘设备的维修和研发也积累了一定经验[4]。