熔模铸造生产实训教学心得
2020-05-14陈姗姗
文/陈姗姗
铸造生产实训是对铸造专业所学理论、生产工艺及设备知识的检验与综合应用。目前大部分高校铸造生产实习存在以下问题:采用校外生产实习模式时,需要企业提供实习场地,并对生产现状、生产工艺以及安全制度等进行讲解,帮助学生了解生产流程,提高综合专业素质。但受企业实际生产条件的限制以及出于生产安全管理方面的考虑,企业在限制实习场地的前提下,也会简化实习教学内容,学生很难获得直接实施操作的机会,这将大幅降低生产实习教学的质量;采用校内生产实习模式时,为利于教学组织和管理,需要根据教学目标以班级为单位组织教学,该种情况下需自建实训场地,经济成本较高,且很难做到以学生为生产主体,生产实训效果不明显。一般企业对生产人员实施定量化考核,如计件、生产质量及生产安全等,而学校则对学生实施定性化考核,如出勤率及实训报告等[1]。这种区别于企业的评价考核标准,使企业很难采取直接有效的方式管理学生,进而无法有效结合生产与教学。鉴于此,结合校内生产实训基地建设情况,有必要对铸造专业生产实习模式进行改革并加以实施,以期提高生产实训效果。
一、建立校内生产实训基地
结合铸造专业生产实训情况及本专业实验室建设需求,建立铸造实训中心,并引进一套熔模铸造生产流水线,包括注蜡机、冰水机、焙烧炉、沾浆机、浮砂机、除水桶、静置桶、脱蜡釜、坩埚熔化电阻炉、振壳机及喷砂机等设备,充分满足熔模铸造生产实训开设需求。
二、改进教学组织方式
(一)生产实训任务
依托于校内熔模铸造生产流水线设置为期六周的生产实训,以真实零件为生产目标,按照企业真实生产过程和产品检验标准,将学生作为生产的主体,完成铸件到铸件(或铸件图纸到铸件)的设计与生产工作。
(二)成立生产小组
为了保证实训教师有充足时间对学生进行生产指导,采用导师和生产组长负责制。即根据学生人数、学生综合素质及师资情况等将实训学生分成小组,各组选定1名生产组长,并配备1名生产实训教师[2]。生产实训以各生产小组为生产教学单位,由生产组长与实训教师共同负责生产小组的实训教学管理、任务分配及生产指导工作。
三、编写教辅资料
由于实训内容包括设计与生产两部分,铸造生产涉及的设备较多,工艺流程较为繁杂。为使学生尽快掌握生产工艺流程及各设备的操作注意事项,实训教师编写了《熔模铸造生产实训指导手册》供学生实训使用。
四、实训环节安排
熔模铸造生产实训时间安排在第6学期最后六周,学生在修完所有专业课程之后,进行一次校内专业生产实训,主要包括以下环节:
(一)实训动员。进入实训中心之前,实训教师应组织召开生产实训动员会,下发生产实训指导手册及实训报告。实训教师主要介绍实训任务以及学生分组情况,重点介绍生产工艺流程及其所用设备的种类、特点和工作过程以及生产安全问题,使学生对实训的内容和任务要求有大致的了解。
(二)熟悉设备。结合生产工艺流程,各组实训教师重点介绍主要生产设备的操作规范及各生产环节主要参数,如注蜡温度、面砂及背砂的配比、熔炼及浇注温度、型壳焙烧的温度范围等,并要求学生熟练掌握各主要生产设备的操作注意事项。
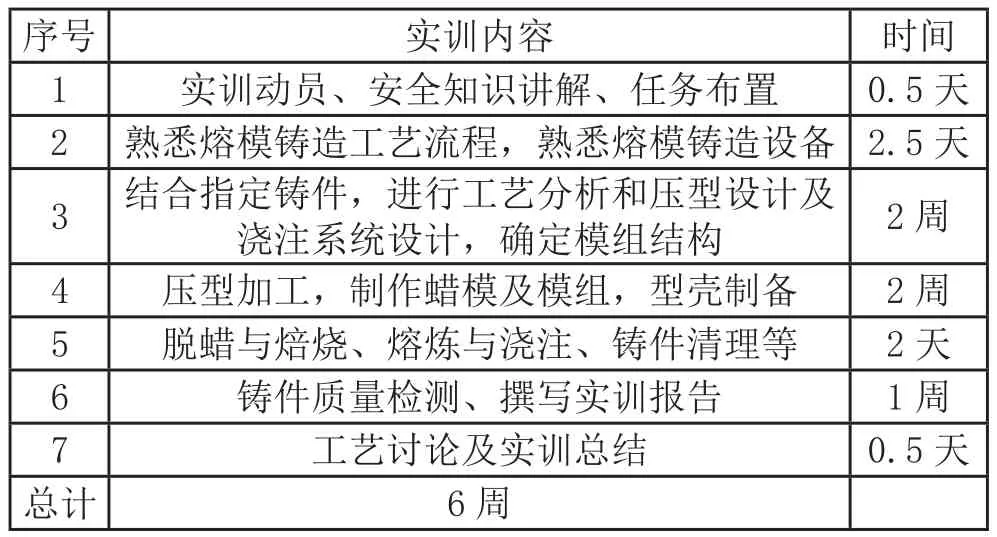
表1 熔模铸造实训内容及时间安排
(三)生产实训。根据指定铸件或图纸,各组学生依次完成以下内容:铸件工艺分析及压型设计;压型及浇注系统模具的加工;蜡模以及蜡模组的制作;型壳原材料的选择及配比,型壳的制备、脱蜡及焙烧;合金熔炼与配料及铸件浇注;铸件后处理及质量检测。此外,学生还应按时完成实训报告,如实填写生产日志,并就设计与生产中出现的问题及解决方法进行交流与总结。
(四)实训总结。生产实训结束后各小组学生要依次展示其作品,并相互交流生产经验。最后由教师统一总结,指出在铸件生产过程中表现较好的方面和需要加强的方面。熔模铸造生产实训内容及进度安排如表1所示。
五、加强生产实习师资队伍建设
现有实训教师中高工和具备丰富的铸造工艺设计及铸造生产实践经验的人数有限,青年教师实际铸造生产经验较少。为了强化青年教师分析与解决实际铸造生产问题的能力,提高其指导生产实训的能力,青年教师可通过学院选派或自行联系铸造企业进行挂职锻炼[3]。与此同时,学院应聘请若干名铸造工程技术人员和管理人员兼任实训指导教师。
六、改进生产实训教学的考核评价方法
生产实训考核指标包括过程考核和成果考核两部分[4]。其中过程考核包括出勤率、设备操作规范和卫生状态、生产日志填写情况以及生产任务完成情况等。本项考核内容由各组组长和实训教师共同记录组内学生参与各项生产任务的情况并存档,该部分占总成绩的40%。
成果考核包括铸件质量考核和实训报告,该部分成绩占总成绩的60%。铸件质量考核则完全按照生产要求进行质量评定打分,实习报告应包括铸件工艺分析、压型设计、生产工艺流程、生产中必要的数据以及心得体会等内容。
七、铸造实训中存在的不足与改进措施
在6周时间内完成熔模铸件的工艺设计与生产,生产任务较为繁杂,且压型的加工耗时较长。为了能够保证在实训周期内完成生产实训任务,只能选择结构相对较为简单的铸件,这就导致学生在复杂铸件生产问题的处理方面缺乏经验和能力。
鉴于此,后续的生产实训教学中可通过调整实训周期以及缩短压型加工时间等方法,以扩大铸件结构的选择范围,甚至可直接从企业选择结构更为复杂的生产零件,以便生产实训与企业生产直接接轨。
八、结语
熔模铸造生产实训教学过程中,学生直接承担铸件的设计与生产工作,使学生对整个熔模铸件生产工艺流程有了充分了解,熟悉了熔模铸造设备的操作以及企业生产环境,提高了综合职业素质和工程实践能力。此外,采用上述实践模式进行铸造生产实训,可以为材料成型及控制工程专业锻造和焊接方向的实践教学改革提供参考,为将来该专业学生就业奠定一定的实践基础。
