激光熔覆再制造技术研究现状及发展趋势
2020-05-13杜学芸许金宝宋健
杜学芸,许金宝,宋健
1.山东能源重装集团大族再制造有限公司 山东新泰 271222
2.山东能源重型装备制造集团有限责任公司 山东泰安 271000
1 序言
再制造作为循环经济的一种高级形式,与废品回收和维修有着严格意义上的区分,中国特色的再制造是基于维修和表面工程技术,采用等离子、激光、电镀等各种技术工艺让废旧产品重新获得不低于新品使用性能的过程。其中激光熔覆也称激光包覆或激光熔敷,该技术主要通过预置送粉、同步送粉的填料方式在再制造零部件基体表面放置各种功能材料,经高能量密度的激光束辐照,使合金粉末和基体表面一薄层同时熔化并快速凝固,形成稀释率极低且与基体表面呈冶金结合的激光熔覆层,从而赋予零部件基体以预期的耐磨、耐蚀、耐高温、抗氧化性能以及电器特性等。
近年来,激光熔覆再制造技术被广泛应用于几个典型行业领域并获得了较为广阔的市场规模,以大型矿山机电、工程机械关键零部件为代表。由于再制造对产品性能的高要求,各种先进的技术都被应用到研发高质量再制造成形中,多技术种类的再制造零部件的质量稳定是产业化推广的关键。徐滨士等[1]在评述再制造产品质量内涵的时候阐明:再制造零件质量是从其几何尺寸、材料组织及服役性能和寿命等多方面对再制造零件的综合评价,主要考虑再制造零件是否存在气孔和裂纹等缺陷、性能是否达到服役条件要求、寿命能否经历下一个服役周期等。而将激光熔覆技术应用于再制造产业至今已经衍生出全面涵盖“装备、材料、工艺、产品、服务”五位一体产业构架。本文从激光熔覆再制造产业出发,对激光熔覆技术涉及的装备、材料、工艺及性能的研究现状做了梳理,从再制造角度对激光熔覆技术应用现状及发展需求进行了阐述,从装备、材料、工艺及产品应用四个方面阐述了激光熔覆再制造技术未来的发展趋势。
2 激光熔覆再制造研究现状
2.1 激光熔覆装备研究进展
激光熔覆装备以激光器为核心,集成了电控水冷系统、送粉系统、机床及控制系统等关键功能单元,每一单元都在激光熔覆过程中发挥着关键作用:激光器为熔覆提供高能量束的激光热源,决定着激光加工系统的加工能力,是熔覆效率提升的根本;电控水冷系统保障激光器运转环境;使用送粉系统为激光熔覆提供连续不断的原材料;借助机床固定待加工的零部件,控制着加工精度。配套辅助装备的设计与应用也逐渐让激光加工系统功能越来越强大和完善。再制造应用的激光加工系统经历了横流CO2激光加工系统、3000W半导体加工系统、4000W光纤耦合激光加工系统、6000W和8000W大功率半导体激光加工系统、10 000W大功率半导体光纤耦合激光加工系统(见图1),目前大规模应用于再制造产业化的是4000~10 000W激光器。

图1 激光加工系统
也有很多学者对工业级激光器的研究与应用进行了综述性归纳探讨,王立军[2]等对大功率半导体激光器的发展历史和发展现状进行了综述,指出了半导体激光器研究的重大技术问题:如何同时获得高功率、高可靠性和高能量转换效率,同时提高光束质量并拥有良好的光谱特性。在另一篇文献里,王立军等[3]指出大功率半导体激光器正向着高光束质量、高亮度的方向快速发展,美国立项研究的100kW级直接半导体激光光源并应用于国防,德国研发了千瓦及万瓦级半导体激光光源,应用在激光熔覆及激光焊接等加工领域,使得高功率半导体激光光源光束质量得到巨大改善,早在2014年美国IPG公司报道了100kW光纤激光器。马骁宇[4]等针对国内大功率半导体激光器主要研究内容和关键技术进行了总结,指出由于大功率半导体激光器具有体积小、质量轻、寿命长等优点,被广泛应用于民用生产和军事等领域。
2.2 激光熔覆再制造技术工艺研究现状
(1)工艺参数的影响研究 熔覆工艺过程直接决定再制造成形质量,是激光熔覆技术应用于规模产业化的核心要素,结合激光熔覆再制造在矿山液压支架立柱上的应用经验总结发现,再制造成品质量控制一般涉及熔覆表面宏观质量(无裂纹、砂眼等缺陷)、成形厚度、表面硬度分布等,而影响激光熔覆成形质量的几个关键参数即为激光功率、焦距、扫描线速度、搭接率、送粉率,其中搭接率与步距设置有关,送粉速率与熔覆厚度直接相关,熔覆有效热量输入则是这些参数综合作用的结果。
自激光熔覆获得产业化应用以来,研究者围绕各项参数对性能的影响及作用机理做了大量研究,可以较为全面的覆盖激光熔覆技术应用中的关键影响因素及影响机理。江吉彬等[5]通过分析激光熔覆技术的国内外研究现状,指出熔覆参数类型有工艺参数、过程参数、质量参数,按照该分类方法,激光熔覆再制造参数从激光光源、机床、待熔覆零部件基体、粉末、送粉系统几方面可细分为:①激光功率、焦距(光源)、光斑规格。②机床精度、转速、熔覆步进控制(机床)。③零部件形状、尺寸及材料特性(零部件基体)。④粉末成分、功能、物理性能(粒度分布、流动性、松装密度、氧含量)。⑤送粉速率。⑥保护气流大小。这些参数的协调性作用,首先直接关乎熔覆产品的质量,最为直观的是气孔、砂眼、裂纹等肉眼可见的熔覆层宏观表征(见图2),其次是熔覆尺寸以及机械加工完成后可测的表面硬度、粗糙度、耐腐蚀性,再次是取样检测的熔覆层稀释率、结合情况、内部组织结构及缺陷情况、剖面硬度、热影响区大小等。许明三等[6]以材料种类、熔覆功率、熔覆扫描速度为影响因素进行正交试验,研究对结合强度的影响,发现合金粉末种类对结合强度的影响最大,另外是扫描速度,最小是激光输出功率。45钢基体表面激光熔覆层与基体的结合强度大于基体的抗应力强度,镍基的熔覆层的抗剪强度为母材的2~3倍,铁基熔覆层达到母材5倍以上。杜学芸等[7]使用能量密度不同大功率激光器进行熔覆试验并通过中性盐雾试验考察耐腐蚀性能,经分析发现:能量密度越高,熔覆层显微组织差异越大,且耐蚀性能越差;不同功率密度下,熔覆层中的 Cr 平均含量无明显差异,但随着激光熔覆能量密度增大,Cr分布越发不均匀,熔覆层平均硬度越高,耐蚀性能越差。
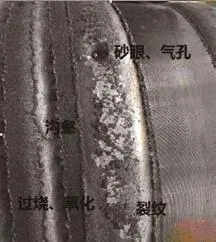
图2 激光熔覆表面常见缺陷
(2)数值仿真技术的应用 先进制造技术的一个重要发展趋势是工艺设计由经验判断走向定量分析,将数值仿真和人工智能技术相结合,可以通过科学的模拟替代大量的基础验证过程,不仅省时省力,还能解决一些实际操作难于成行的试验内容。不容质疑,激光熔覆工艺参数之间的协同作用过程极其复杂,具备复杂物理变化、化学变化、动态的热处理特点,熔池瞬态温度场、成形应力场都难以定量检测和分析,近年来,有很多研究者将计算机仿真应用于激光熔覆研究,大大简化了工艺验证过程,提升了创新技术的开发效率。如郭卫等[8]利用ANSYS有限元分析软件数值模拟27SiMn表面不同功率下激光熔覆304的过程,分析了不同激光功率下的温度场,得到了距离熔覆层表面1mm处的某点温度-时间曲线,减少了试验量。
(3)多技术复合的研究 为了提升激光熔覆成形质量,熔覆前预热、后热处理以及多种加工技术耦合获得了较为广泛的研究与应用。激光熔覆后热处理可以有效地降低涂层的残余应力,同时改善涂层的力学性能。激光重熔采用激光为热源,使金属材料表面快速熔化,随后自行快冷从而在基体组织上获得重格层及淬火层双层硬化组织,再次熔化的液相有助于成分均匀化渗透和扩散。如李俊鹏[9]研究了铝活塞合金激光重熔后重熔区结构分布,发现激光重熔很像是熔化焊、组织比较接近于连续铸造,枝晶骨架生长受限,晶粒尺寸减小到原来的1/10左右,从基体到顶端树枝晶逐渐变为等轴晶,指出形核率、温度梯度、凝固时间对晶粒的大小和晶粒生长的方向起到了决定性的作用。
2.3 激光熔覆再制造用合金材料研究现状
因具备脱氧、还原、造渣、除气、湿润金属表面、良好的固态流动性、适中的粒度及含氧量要低等共性,激光熔覆合金粉末最初多沿用热喷焊所用合金粉末。但由于工艺的本质差别导致了激光熔覆用粉出现了裂纹、夹渣等缺陷,需要针对激光熔覆特点开发专用合金粉末[10]。目前,激光熔覆再制造用材料种类有合金粉末、丝材、膏状、棒状等,多见不同粒度的铁基、镍基、钴基、陶瓷粉末、复合粉末及非晶合金粉末等,其中自熔性合金粉末在Ni、Fe、Co等基体合金中加入合金化(Si、B等)元素的合金粉末,该类粉末熔点低,便于熔覆成形;陶瓷粉分为碳化物陶瓷粉末、氧化物陶瓷粉末和硅化物陶瓷粉末,具备较高的熔点和硬度;复合粉末主要指碳化物、氧化物、硼化物、硅化物等高熔点硬质陶瓷材料与金属材料混合或复合而形成的合金粉末;而非晶态合金粉末的非晶形态、低界面能,对基体材料具有很好的湿润性,同时熔覆时近乎均匀熔化,熔覆成形具有更高屈服强度、大弹性应变极限、高耐磨性和优良的耐腐蚀性。
而激光熔覆再制造应用最广泛、占比最大的当属铁基合金粉末,该类粉末成本低廉、性能可靠,具备一定的耐磨、耐腐蚀性能,可以满足多种矿山机械、工程机械、钢铁等行业关键大型零部件的激光熔覆再制造需求。例如,激光熔覆矿用中部槽中、底板,激光熔覆不锈钢立柱,激光熔覆轧辊、活塞杆等都是采用铁基合金粉末进行再制造强化。高球形率、低氧含量、少空心粉、成分和粒度分布均匀是合金粉末的质量要求。相比之下,国内合金粉末存在的主要问题集中在产品质量和批次稳定性等方面,细球形粉末受得率较低,一些新型多工艺复合、低成本制粉技术尚未大规模应用。
2.4 激光熔覆再制造技术应用现状
激光熔覆再制造技术在应用进程中一直追求高加工效率,目前已经形成了大功率激光熔覆和超高速激光熔覆两种加工模式,其中大功率激光熔覆又称传统熔覆,多采用矩形大光斑、大功率激光为热源,熔覆单道较宽,熔覆层厚度高达2.5mm,可在平面、弧面、立面高效率制得大厚度、大面积涂层,是目前激光加工的主要技术手段,笔者公司进行了钢厂轧辊再制造,在其表面通过激光熔覆铁基合金粉末实现再制造,替代了传统堆焊Ni60,创造了经济收入;采用激光熔覆替代传统堆焊技术进行板材表面熔覆,实现了中部槽中、底板的再制造强化,如图3所示。

图3 激光熔覆再制造中部槽中板
超高速激光熔覆是一种具备更高效率的激光熔覆技术,与传统激光熔覆技术相比:第一,高速激光熔覆具备极高的熔覆线速度;第二,单层熔覆层厚度极薄,由此可以获得在零部件表面的高精度成形,而且熔覆搭接平整,熔覆区域表面粗糙度小,极大地减少了后续机械加工去除量,简化了机械加工程序,既能降低材料消耗又可提升加工效率;第三,激光光束高度汇聚,光束能量一部分用于熔化合金粉末,一部分作用于零部件表面,合金粉末进入熔池之前即被熔化,对加工工件的影响极小,所以熔覆变形问题得到了优化;第四,高速熔覆凭借其高能量密度、低稀释率的优势实现了钛、铝、铜等传统激光熔覆难于实现的表面激光加工。由此可见,高速熔覆技术是一种可打破传统常规熔覆技术局限的新型优势技术。自高速熔覆技术问世以来,凭借显著的加工效率、加工精度优势在国内外掀起了一股研发热潮,研究者们持续投入了大量精力,将激光熔覆技术推向了更新的高度。
3 激光熔覆再制造发展前景展望
随着大功率激光器件的成本下降,越来越多的国内外高校、企业、学者开展激光熔覆再制造技术应用研究,“装备、材料、工艺、产品、服务”五位一体使得激光熔覆再制造技术越趋完善。
(1)“自动化、智能化、傻瓜式操作”是激光熔覆再制造技术的装备发展方向 随着自动化发展进程,激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,为优质、高效和低成本的加工生产开辟了广阔的前景。未来,解放人工、高效生产将为自动化、智能化提供广阔的施展空间。诸如激光熔覆自动化上下料生产线、无人化操作的激光熔覆生产线等都将大大简化激光加工过程,让激光熔覆过程的操作和控制趋向于“傻瓜式”。
(2)功能优化、性能稳定是激光熔覆再制造用材料的研究方向 再制造领域激光熔覆合金材料粉末发展方向以产业化应用为导向,超耐磨、超耐腐蚀的功能化需求,高球形、高稳定性的质量要求都将是材料持续优化的方向,并最终打破国外高端合金粉末的技术垄断。
(3)效率提升和流程标准化是激光熔覆再制造的工艺发展方向 作坊式的自由发展模式让激光熔覆产业化规模迅速壮大,但是与再制造产业面临着同样的问题,那就是各类规范体系的缺失,也有诸如激光熔覆相关行业、企业标准报道,但难于规范整个行业的标准化。构建各个工序、各个领域的激光熔覆再制造标准规范将是激光熔覆再制造产业未来发展的必要环节。另外,源于一线激光熔覆实践创造出的各类简单、便捷、便于标准化作业的工装也是再制造效率提升和质量保障的有利元素。
(4)尝试开发激光熔覆适用的新零件、新工况、新服务模式是激光熔覆再制造技术的应用发展方向 复合技术的成果转化及应用将开拓更为广阔的激光再制造应用领域,诸如大型构件现场激光熔覆再制造、水下激光熔覆技术应用、金属激光增材制造等都是激光熔覆再制造技术应用的新领域,汽车、电力、航空、冶金、石油及航海等行业关键零部件再制造应用前景将因此更为广阔。
