减速机焊接箱体制作工艺探讨
2020-05-12孔祥程
孔祥程
(青岛科技大学机电工程学院, 山东 青岛 266000)
1 箱体材料选用
以滚轮架减速机附图箱体为例,此类箱体承受的负载较大,因此,对其强度要求较高,同时,为保证焊接质量和效果,又要求材料的碳当量不能太高,保证所取材料的焊接性;为保证材料的通用性和合理的成本,选择Q345B 等低碳结构钢比较合适,采取合理焊接工艺基本满足减速机的制造、加工和使用要求。
大型焊接箱体结构示意图,见图1。
2 制造中关键点控制及注意事项
2.1 焊接方法选择
减速机在工作时,需要承受较大的负荷,所以箱体的焊缝要具有较好的焊接强度,且焊缝质量要好,不得有夹渣、咬边、裂纹及气孔等缺陷。此外,由于减速机箱体在使用时要充填油液,焊后还应进行相应的无损检测及煤油渗漏试验,所有焊缝均不得有漏油的情况。对重要减速机或其某些重要部位采用手工焊能够有效地避免气孔及裂纹等缺陷的产生。
2.2 焊接应力控制及消除
焊接时,从焊缝到母材各处受热不相同,不均匀的温度分布引起热应力和变形,受到外拘束的作用又会形成剩余应力。焊完冷却后,焊缝到母材形成不同的组织,这些组织的性能互不相同,强度、硬度、韧性、塑形不均匀,从而会在焊缝到母材的脆弱处发生损坏,为了获得均匀的组织性能,消除残余应力,需要通过焊后热处理进行调整和改善。
2.3 机加工过程控制点
对箱体机加工的技术要求最主要的就是上下箱体结合面的平面度、轴承孔的加工尺寸和几何公差的控制。
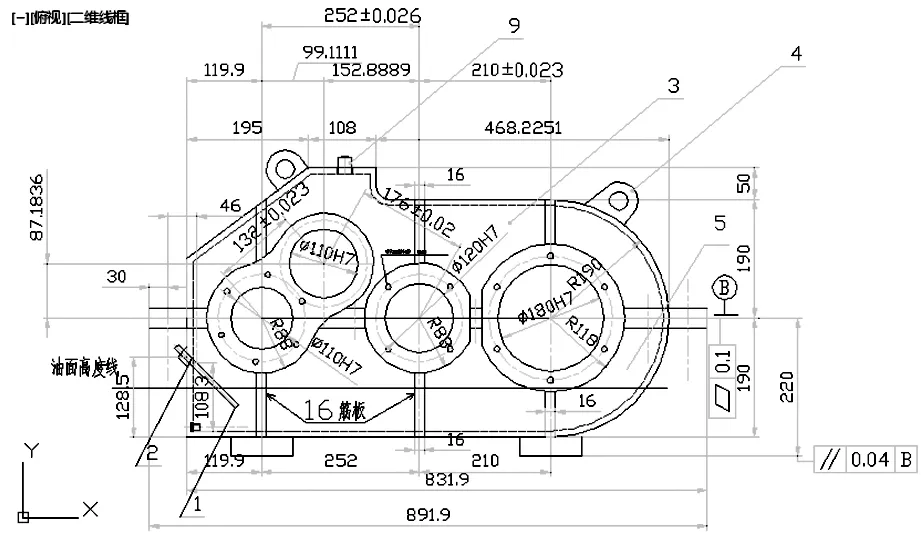
图1
3 焊接制作工艺
3.1 平台
采用型钢平台作为箱体的铆焊基准面,用水平仪校正,控制在同一水平面,平面度公差为2mm。平台在经过使用一段时间后要重新进行检测,不合要求要重新进行校正和维修。
3.2 箱体组对
组对基准分别以箱体的上下壳体中间接触面为基准,进行侧板和两端板的组对。对对接焊缝需要开X 型坡口,全熔透结构;对角接焊缝开单v 双面坡口,2mm钝边,并且组对时预留2mm 间隙。
3.3 箱体焊接
焊接采用手把焊填充,二保焊盖面的焊接工艺,这样最大限度地保证焊缝的强度,减少内部气孔的发生。CO2气体要求纯度为99.9%,露点在-40℃以下,杂质总含量<0.02%,水分<0.005mL/L。焊丝选用药芯焊丝TY51B。
(1)焊前清理。焊前坡口及氧化皮要砂轮磨光机打磨干净,对于水、油等采用火焰烘烤,对于一些较难清洗的油污,可以采用丙酮或乙醇清洗。
(2)焊接顺序。先分片组焊,在平台上将板材组对焊接为板片,然后,组焊成上下壳体,再组对轴承定位板,最后组对焊接各肋板。焊接轴承座时,先将组对在一起的肋板与轴承座部件点焊在壳体上,然后,按照先焊接肋板与壳体之间的角焊缝,再焊接轴承座与壳体之间的焊缝,最后,按照两侧对称焊接的方法进行壳体角焊缝的焊接。
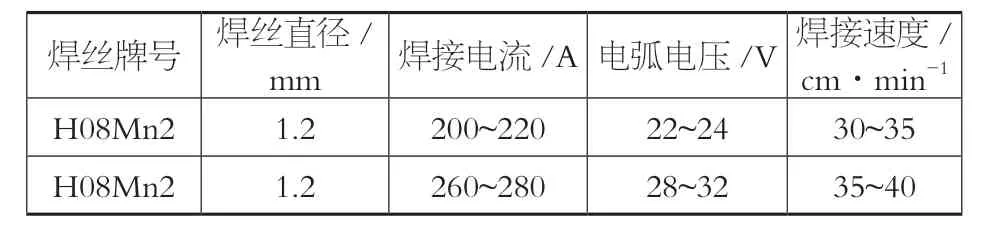
表1 上下壳体与轴承座焊接参数
4 焊接质量控制
箱体在正常工作条件下,疲劳破坏是焊接结构最普遍的破坏形式,而引起疲劳破坏是焊缝缺陷周围应力集中引起的。过大的焊缝余高、咬边、气孔等焊缝表面缺陷都会影响焊缝的疲劳强度。对于箱外体焊缝便于处理,采用无损检测如PT、MT 等检测是否有缺陷,并用磨光机等工具进行处理;而对于箱内焊缝,因大部分不便于观察、检测和处理,施焊条件差,更容易出现焊缝缺陷。对箱体立板尽量开内坡口,先焊里面,焊完后,在外面用角向磨光机或碳弧气刨清掉缺陷后再进行焊接,这样更容易保证焊缝质量。另外,值得注意的是,侧板上的筋板尽量避免与侧板出现焊缝交叉,因为交接处的焊缝,是焊接内应力峰值存在的地方,更容易出现裂纹。
5 箱体热处理
由于箱体焊后焊缝及热影响区组织的不均匀且存在较大的焊接变形和焊接内应力,因此,焊后应根据减速机的重要程度进行相应的热处理。该Q345B 材料含碳量为0.2%左右,根据其铁碳相图采取相应的热处理。对批量生产的要有随炉试板。首先,对于使用精度要求较高的减速机,焊接箱体在粗镗加工后需要再进行一次低温时效处理,这样可以消除焊接残余应力及粗加工时产生的加工应力,保证箱体的加工精度和使用精度;其次,是利用低温时效处理的“硬化效应”提高箱体的力学性能,实现强度最佳化。同时,使固溶体析出到所需的程度,以形成最佳析出物,这种方法与高温时效相比,能获得析出物密度较高和分布较均匀的效果,因此,可显著提高材料的强度、抗应力性和耐腐蚀性。
6 箱体加工工艺分析
焊接箱体所加的加工余量要考虑焊缝可能存在的缺陷,加工后的焊缝强度是否满足设计要求,坡口形式在加工完后是否满足焊缝强度。箱体的加工是否符合要求,取决于箱体的位置尺寸、几何尺寸和表面粗糙度的加工。另外,为避免应力集中,所有板边都要进行倒角处理。
6.1 箱体主要位置尺寸
(1)箱体轴承座孔与轴是配合尺寸,一般按基轴制设计,轴承座的内孔一般选择H7。
(2)箱体中心距实际上就是相互啮合的齿轮副的中心距,中心距的大小控制齿轮副的侧隙大小。
(3)油标孔与油标尺为配合尺寸,一般按基轴设计,为过渡配合。
(4)轴承盖槽的加工决定减速机是否漏油,因为轴承盖与该槽是配合尺寸,安装后保证密封。
6.2 箱体几何尺寸
(1)上下盖面结合面的平面度直接影响减速器的密封情况。
(2)轴承座孔的轴线的平行度,影响齿轮的装配精度,平行度的大小会影响齿轮的运转精度。
6.3 箱体加工表面粗糙度
上下箱体结合面、轴承座孔都要求有较好的表面粗糙度。
7 结语
以上内容主要介绍了减速机焊接箱体制作中一些关键点,实际上,只要严格按相应的工艺规程进行操作,一定能制造出合格的减速机,并满足相应设备上减速机的使用要求。
