铁路货车车厢Q355GNH材料焊接修复工艺研究
2020-05-12王武林艾国白利兵刘文伟温小荣刘恒培
王武林,艾国,白利兵,刘文伟,温小荣,刘恒培
(榆林职业技术学院神木校区,陕西 榆林 719300)
1 材料分析
型号为Q355GNH材料,C:≤0.12、Si:0.20~0.75、Mn:≤1、P:0.07~0.15、S:≤0.020、Cu:0.25~0.55、Cr:0.30~1.25、Ni:≤0.65。为了改善钢的性能,可以添加一种或一种以上的微量元素(质量分数):Nb:0.015%~0.060%,W0.02%~ 0.12%,Ti0.02%~ 0.10%,Alt≥ 0.020%。以及合金元素(质量分数):Mo≤0.030%,Zr≤0.15%。其力学性能如表1所示。
根据焊接性评定方法碳当量分析CE=[C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]×100%=0.393,由于Ceq≤0.45%,耐候钢中除含P钢外,焊接性与一般低合金热轧钢差别不大,热影响区的硬度也不大,材料的焊接性良好。
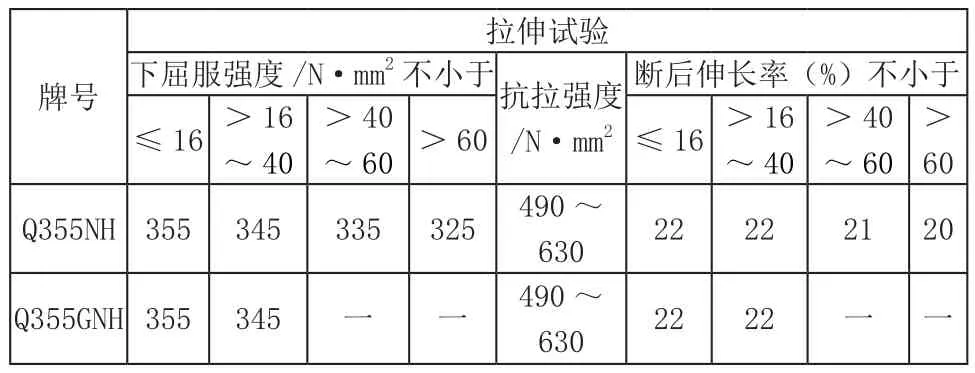
表1 耐候钢Q355GNH力学性能
2 焊接工艺
2.1 除锈蚀
铁路货车车厢在使用过程中,受酸雨及其他腐蚀性介质的影响,会破坏原有基体的防锈功能层,车体表面就会出现锈蚀问题,如图1所示,这样对车厢破损处进行焊接修补时,如果不对其锈蚀进行彻底清理,就会影响焊接质量过程中电弧的稳定性,同时,有可能会诱导产生气孔、夹杂和裂纹等焊缝缺陷。
所以,在对车厢进行焊接修补前,不能仅依靠焊材的脱氧性来消除,必须对修复处焊道20mm以外的水分、油污、铁锈等杂质污染物采用机械等方法进行彻底的清理,从而保证焊后焊缝的力学性能和机械性能。
2.2 预热处理
对耐候钢Q355GNH焊前预热,通常是为了防止焊缝冷裂纹的重要工艺措施;焊后缓冷或热处理可以使扩散的氢充分逸出,降低了焊接残余应力,从而改善了组织结构,减少了焊缝的淬硬性,从而降低了焊接冷裂倾。在正常情况下,耐候钢Q355GNH热影响区域淬硬倾向不大,焊前不需要预热,但是,当焊接环境温度小于5℃时,应将焊件局部预热到75~125℃。
2.3 焊接材料选择
受车厢结构的限制,有些焊缝修复容易出现结构应力,如图2为车厢小门处挖补焊接图,这种结构很容易带来焊缝的应力集中问题,为有效克服应力集中给焊接结构带来的焊缝质量问题,在焊接材料选择时,按照等强匹配原则来选取,选择不低于基体金属耐候性和机械性能的焊材施焊。

图1 铁路货车车厢局部锈蚀图

图2 车厢小门局部 挖补示意图
根据以上原则,结合表1和表2,为保证焊缝接头强度及其耐候性的要求,焊接耐候钢材应采用耐候钢焊条,其焊缝熔敷金属应具有不低于基体金属耐候性和机械性能的要求。可以选用J502NiCu、J520WCu或J506WCu焊条,CO2气体保护焊可用H08MnCuNiCr焊丝。同时,对型号为J502CrNiCu的碱性焊条,在使用前按标准要求350~400℃烘干1小时,生产现场使用焊条保温桶进行保温处理,且必须接电,保证温度在100~150℃,做到随用随取,若当天没用完的焊条第二天使用前,须进行重新烘干,严防焊材受潮,控制焊缝中的氧含量。重复烘干次数不应超过三次。
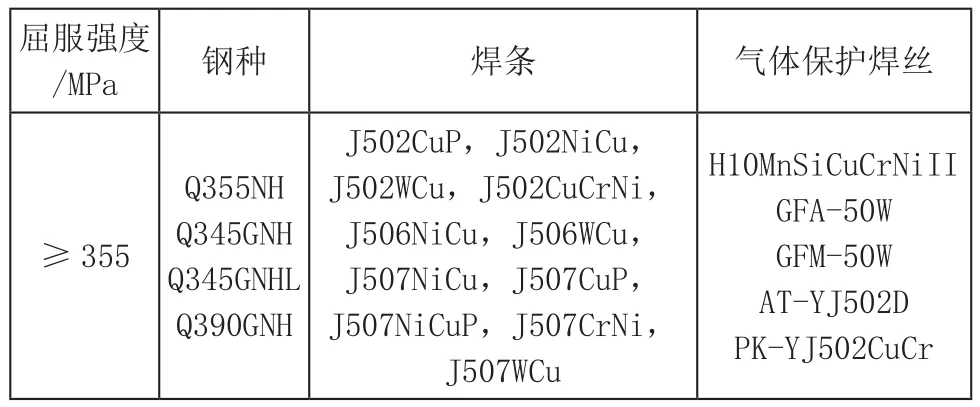
表2 Q355GNH耐候钢焊条电弧焊及气体保护焊焊材
2.4 焊接工艺参数的选择
焊接工艺参数的选取除了要考虑修复时周围环境温度外,还要考虑车厢本身的条件,若车身在严寒的冬季由室外刚进入维修车间时,车身温度极低,此时施焊焊缝冷却很快,很容易形成裂纹。所以在选取焊接参数时,要适当提高焊接工艺参数,同时,在焊补前要对焊道区域进行氧-乙炔气火焰预热,确保焊缝质量,具体焊接工艺参数按照表3选择。
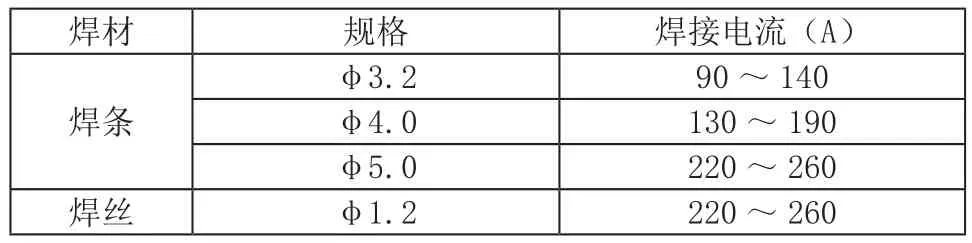
表3 焊接工艺参数的选择
2.5 焊接接头的选择与焊道布置
考虑到铁路货车车厢材料Q355GNH的厚度只有5mm左右,加之长期使用过程中对车厢的磨损、酸水等有腐蚀性介质的腐蚀,车厢的有效厚度不足5mm,在焊接修复接头设计时,尽量回避采用搭接接头形式,主要采用对接接头。同时,不同板厚的对接接头形式一定要按照不同板厚的对接形式处理,将厚板加工成两钢板厚度差不超1mm,同时,对焊缝间隙有效控制,不宜过大。
同时,在布置焊缝和焊接顺序时,尽量使大多数的焊缝接头能在刚度较小的状态下进行焊接,减小结构应力。
3 焊后工艺措施
为降低铁路货车车厢焊补后的返修率,提高车厢的使用寿命,严格执行工艺要求,焊补后做好以下几方面的措施。
(1)为防止焊后出现延迟裂纹影响整个车厢的使用寿命,在焊补修复后进行锤击焊道,释放由于结构设计不合理、焊缝拘束应力大而产生的应力。
(2)为了减缓焊缝冷却速度,降低焊缝的淬硬倾向,焊补结束后,采用氧-乙炔火焰对焊道及热影响区进行退火处理,防止由焊缝冷却速度过快而产生裂纹缺陷。
(3)为防止空气与腐蚀性介质对焊道金属进行腐蚀,要采用涂漆等方式对焊道金属进行涂装处理。
