CF62钢锻件与L485管材焊接工艺研究
2020-05-12杨永良张丹丹王晨华
杨永良,张丹丹,郭 丹,王晨华,赵 祥
(1.西安泵阀总厂有限公司,西安 710025; 2.宝鸡石油钢管有限责任公司,陕西 宝鸡 721008)
1 概 述
绝缘接头是钢质管道阴极保护系统中不可缺少的重要承压部件,其作用是保护管线免受电化学腐蚀,延长管线的使用寿命。
西安泵阀总厂有限公司承接了中俄东线天然气管道项目黑河—长岭段供应绝缘接头产品的合同任务,其中DN1000、PN12.0 绝缘接头的法兰组件由CF62 钢锻件和L485 接管焊接而成,结构如图1 所示。 该产品输送的介质为天然气,设计压力 12 MPa,设计温度-20 ℃~+50 ℃。 输送介质压力高且具有高的可燃性,如果焊缝的强度或韧性不足,会导致整个焊接结构提前失效,天然气泄漏,甚至造成灾难性后果。
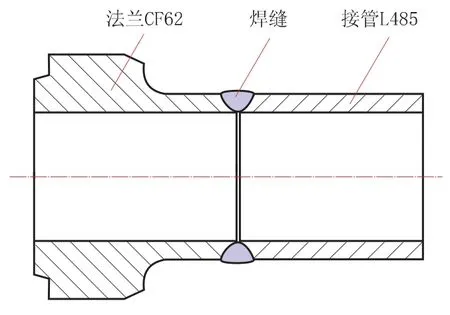
图1 绝缘接头法兰组件
焊接部位外径1 016 mm,壁厚 23 mm,焊接工作量大,要兼顾质量和效率,必须采取以自动焊为主的焊接方法。 根据现有的设备和技术条件,为实现根部焊缝单面焊双面成形,拟采用手工氩弧焊 (GTAW) 进行打底焊。 为了尽量减小熔合比,有效控制热输入和层间温度,防止变形,避免焊接接头产生粗大组织,拟采用细丝埋弧焊 (SAW),以多层多道焊形式进行填充、盖面焊。 采用GTAW+SAW 工艺进行CF62 钢锻件与L485 管材的焊接,在公开的文献报道中,无先例可循。 为了保证焊缝性能的安全可靠,保证重点工程的质量和进度,按NB/T 47014—2011要求,进行了焊接工艺评定试验。
2 试验材料及方法
2.1 试验材料
焊接件为CF62 钢锻件和L485 管材,规格为 Φ711 mm×22 mm,长度 130 mm,各 1 件,其化学成分和力学性能见表1 和表2,焊接接头形状及尺寸如图2 所示。

表1 CF62 钢锻件和L485 管材的化学成分

表2 CF62 钢锻件和L485 管材的力学性能

图2 焊接接头形状及尺寸
2.2 焊接性分析及预热温度、层间温度确定
CF62 钢是一种锻造调质钢,其组织是铁素体+珠光体。 该钢的碳含量低(w (C) ≤0.09%),通过加入Cr、Mo、V 等的碳化物形成元素的弥散强化以及添加B 等淬透性强的元素,并进行锻造、淬火、高温回火处理,实现高强度、高韧性的力学性能。 该钢的碳含量较低,S 和P 杂质元素含量较低,含Mn 量较高,高的 Mn/S 比使该钢材正常情况下焊接时焊缝不会出现热裂纹。该钢的碳当量为0.359%,焊接时淬硬倾向较小。作为低碳调质钢,焊后以适当的速度冷却,使生成的马氏体进行一次 “自回火” 处理,可以避免冷裂纹的产生。 但如果在马氏体转变时冷却速度太快,可能产生冷裂纹。 如果在焊接热循环中受热过多,一方面高温侧的粗晶热影响区会发生晶粒长大及上贝氏体大量析出,从而导致该区韧性下降; 另一方面在处于退火温度区的热影响区会发生软化,导致强度不足。 为此,应选用 S、P含量低的焊材,并采用合适的预热温度、层间温度及线能量,防止冷裂纹,防止热影响区脆化和软化造成强度和韧性的下降。
L485 钢是一种微合金控轧钢,其组织是针状铁素体+珠光体。 这种钢在轧制状态下相当于正火钢的质量,具有高韧性、高强度的特点。L485 管线钢中加入了一些沉淀强化和固溶强化元素,这些元素提高了钢的淬硬性。 从碳当量来看,该钢的碳当量为0.38%,冷裂倾向不大。 但是,由于钢管直径较大、壁厚较厚,加快了焊缝的冷却速度,焊接时拘束应力大,使该管线钢具有一定的冷裂倾向。 焊接时,如果线能量过大或层间温度过高,将导致热影响区粗晶区脆化和多层焊时粗晶区再临界脆化,韧性降低。 为避免上述冷裂、脆化问题的出现,应选用S、P 含量低的焊材,并采用合适的预热温度、层间温度及合适的线能量。
CF62 钢与L485 钢的焊接,属于珠光体类异种钢的焊接。 由于金相组织相近,它们之间热物理性能没有很大差异,只是钢中合金化程度不同。 从这两种钢的化学成分、力学性能、Ceq 与焊接性分析情况可以看出,这两种钢的焊接性接近,共熔性较好,应考虑的问题基本一致。 由于这两种钢的强度高,壁厚大,焊接接头承受的拘束应力大,存在一定的脆裂倾向,焊接时应注意: ①选用S 和P 含量低的焊材以避免焊缝出现热裂纹; ②确定适当的预热温度、层间温度及线能量,以避免出现冷裂纹; ③避免采用过大的线能量,降低熔合比,减小熔化的母材对焊缝的稀释作用,防止焊缝及热影响区出现粗大组织及软化区。
为了促进焊缝和热影响区中氢的扩散逸出,防止产生近缝区裂纹,减小焊接应力,焊前应对工件进行预热。 根据参考文献[5],珠光体类异种钢焊接时,预热温度的估算如下:
对于CF62:
[C]化=C+Mn/9+Cr/9+Ni/18+Mo/13≈0.246
[C]总=[C]化(1+0.005t)=0.273
预热温度 T0=350([C]总-0.25)0.5≈53.1 ℃
对于L485:
[C]化=C+Mn/9+Cr/9+Ni/18+Mo/13≈0.268
[C]总=[C]化(1+0.005t)= 0.297
预热温度 T0=350([C]总-0.25)0.5≈76.3 ℃
其中,t 为钢管壁厚。
根据以上估算,结合参考文献[1]~[4]的有关介绍,对于CF62 钢与 L485 钢的焊接,将预热温度定为 100 ℃,道间温度定为 100~150 ℃。若焊接过程发生中断,应使焊件保温后缓冷,再施焊时按原要求重新进行预热。 预热和层间温度不应过高,否则可能会造成焊接接头组织粗大,塑性和韧性变差。
2.3 焊接方法
焊接方法为钨极氩弧焊 (GTAW) 及埋弧焊(SAW)。 GTAW 设备为奥太 WSM-400 型氩弧焊机,电源外特性为陡降特性。 SAW 设备为LMGS-5500 型环缝细丝埋弧焊专机,电源外特性为平特性。
2.4 焊接材料
异种钢焊接材料的选择,应从以下几个方面考虑:
(1) 熔敷金属的抗拉强度不低于两种母材规定值的较低者。
(2) 所选择的焊接材料必须保证焊接接头的使用性能,即保证焊缝金属、过渡区、热影响区等接头区域具有良好的力学性能和综合性能; 保证焊接接头具有良好的焊接性能。
(3) 焊接材料的 S、P 含量低,合金成分少。
(4) 焊接材料应经济,货源充足,同时具有良好的工艺性能,焊缝成形美观。
根据以上焊接材料选择原则,尤其考虑强度匹配和保证焊缝低温韧性,此次工艺评定选用大西洋牌 CHG-55C1R 氩弧焊焊丝 (直径 2.5 mm),以及大西洋牌CHW-H08C/CHF101GX 埋弧焊焊丝/焊剂组合,其化学成分和力学性能分别见表3 和表 4。 从表 3 和表 4 的数据来看,所选焊材的S、P 含量较低,低温冲击韧性好,熔敷金属抗拉强度能够达到对CF62 钢和L485 钢母材的要求。
在焊接过程中,为了尽可能的减小焊接热输入,防止焊接接头组织粗大,同时保证良好的塑性和韧性,控制焊接变形,减小熔合比,有利于采用多层多道焊工艺,埋弧焊焊丝选用细丝,焊丝直径为1.6 mm。

表3 焊接材料的化学成分

表4 焊接材料熔敷金属的力学性能
3 焊接工艺评定试验
焊接工艺评定试验按NB/T 47014—2011《承压设备焊接工艺评定》 进行。
3.1 工艺评定试件的焊接
工艺评定试件由钢管和锻环组成。 钢管材质为 L485 钢,尺寸为 Φ711 mm×22 mm×130 mm;锻环材质为CF62 钢,将尺寸加工为Φ711 mm×22 mm×130 mm。
工艺评定试件焊接采用手工氩弧焊打底+埋弧焊填充盖面的方法,焊接位置为水平转动。 焊接规范采用适中的工艺参数,预热温度100 ℃,控制道间温度100~150 ℃。
为了改善焊缝金属与近缝区的组织和力学性能,降低焊接接头的残余应力,促使扩散氢逸出,防止产生冷裂纹及焊接变形,工艺评定试件进行600 ℃×1.5 h 的焊后回火处理。
焊接工艺评定时,试件焊接主要焊接参数见表 5。 焊缝共焊了 10 层、18 道次,焊接顺序如图3 所示。 工艺评定焊接试件焊缝照片如图4所示。

表5 工艺评定主要焊接参数

图3 工艺评定焊接顺序示意图

图4 工艺评定焊接试件焊缝照片
3.2 工艺评定试件性能检测
焊接完成24 h 后,对工艺评定试件焊缝进行了外观检查和X 射线检测,结果均符合NB/T 47014—2011 标准要求。 试件进行焊后回火去应力处理之后,加工力学性能检测试样,按GB/T 228.1—2010 进行焊接接头拉伸试验,按GB/T 2653—2008 进行焊接接头弯曲试验,按GB/T 229—2007 进行焊接接头低温 (-20 ℃) 冲击试验。 工艺评定主要性能检测结果见表6。

表6 工艺评定主要性能检测结果
3.3 焊接接头的金相组织和晶粒度测定
依据 GB/T 13298—2015、GB/T 6394—2017,对焊接接头试样进行金相组织和晶粒度测定,焊接接头的显微组织如图5 所示,焊接接头的显微组织及晶粒度见表7。
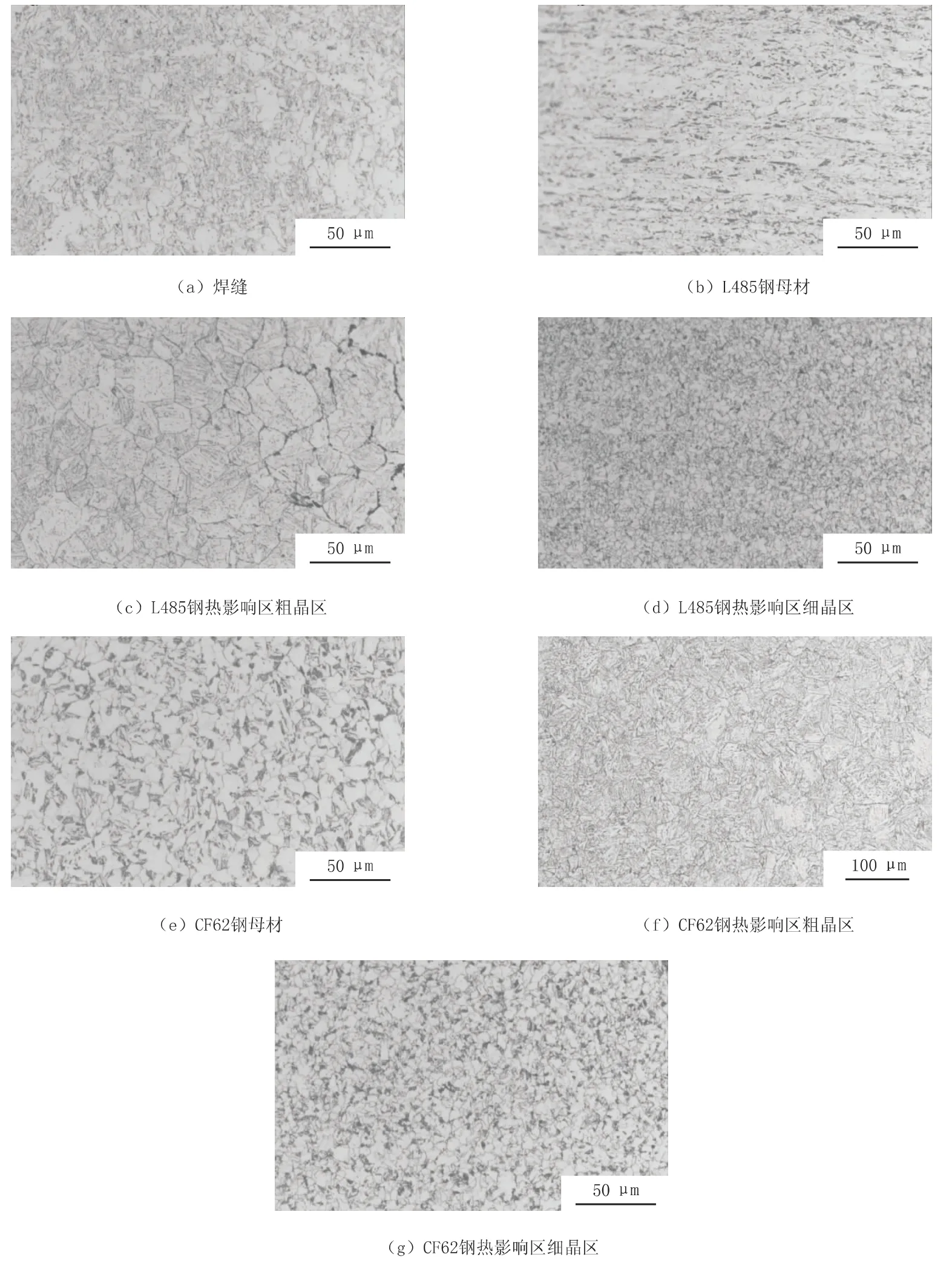
图5 CF62 钢锻件与L485 管材焊接接头的显微组织

表7 CF62 钢锻件与L485 管材焊接接头的金相组织及晶粒度
3.4 焊接接头的硬度检测
按 GB/T2654—2008 进行焊接接头硬度检测,采用显微维氏硬度计测定,载荷10 kg,保压时间10 s,测定结果见表8。 焊接接头硬度测试位置如图6 所示,硬度分布如图7 所示。 检测结果表明,焊缝、热影响区及母材区域内,未发现硬度值分布异常情况,硬度值均小于265HV10,满足设计规范要求。

表8 焊接接头硬度检测结果

图6 焊接接头硬度测试位置示意图

图7 焊接接头硬度分布
4 焊接工艺评定试验结果分析
从表6 工艺评定主要性能试验结果可以看出,焊接接头的抗拉强度达到了NB/T 47014—2011 标准的要求 (不低于母材规定的抗拉强度最低值,即570 MPa),接头强度不存在问题。焊接接头弯曲180°后受拉面完好,表明接头的延塑性良好。 焊缝及热影响区在-20 ℃低温下的夏比冲击功满足≥31 J 的要求,说明焊接接头有充足的韧性储备。 可见,拟定的焊接工艺能够保证焊接接头的综合力学性能要求。
从图5 和表7 的结果来看,焊接接头各部位的晶粒尺寸细小,热影响区未见脆硬组织,能够保证焊接接头对低温韧性的要求。 这一结果与表6的低温冲击试验结果相吻合。
设计要求焊缝及热影响区硬度≤265 HV10。从表8 的检测结果来看,焊接接头硬度满足要求,也证明了没有脆硬组织,这与表6、表7 的检测结果是一致的。
可见,拟定的焊接工艺规程正确,焊接工艺参数适当,评定结果满足相关标准和设计规范的要求,焊接接头性能优良。
5 产品焊接
应用评定合格的焊接工艺,编制针对产品的焊接工艺规程,进行了 DN1000、PN12.0 绝缘接头法兰 (CF62 钢) 与接管 (L485 钢) 的焊接,焊缝顺利通过了射线检测和硬度检测。焊缝射线检测一次合格率98%。 产品整机已通过了气密性试验、强度试验和水压+弯矩试验等各项性能试验。 绝缘接头水压+弯矩试验过程如图8 所示。 强度试验和水压+弯矩试验合格后,焊接接头进行超声检测和液体渗透检测,达到了NB/T47013—2015 标准的Ⅰ级要求。

图8 绝缘接头水压+弯矩试验
6 结 论
针对CF62 钢与L485 钢异种钢焊接,拟定GTAW 打底+SAW 填充、盖面焊工艺。 焊接完成后,经力学性能试验,拉伸、弯曲、冲击、硬度检测结果均符合焊接工艺评定标准及产品设计规范要求,达到了预期的目的。 力学性能及金相检测结果证明,焊接工艺方法及焊材选择是合理的,预热温度、层间温度控制及焊后热处理等工艺措施是得当的。 经过本次研究,归纳出一种针对CF62 钢与L485 钢的焊接工艺方法,要点如下:
(1) 采用直径 2.5 mm 的 CHG-55C1R 焊丝进行手工氩弧焊打底,采用CHW-H08C 焊丝(直径1.6 mm) 及CHF101GX 焊剂组合进行埋弧焊填充、盖面。
(2) 焊接过程控制预热温度 100 ℃,层间温度 100~150 ℃。
(3) 使用表5 中的焊接工艺参数进行焊接。
(4) 焊接完成,焊缝外观检查及射线检测合格后,对焊接接头进行600 ℃×1.5 h 的回火去应力处理。
