闪光对焊制造无缝钢轨过程中的热应力分析研究
2020-05-07陈若曦
陈若曦
(西安铁路职业技术学院,陕西 西安 726000)
焊接技术对于高铁钢轨的强度和使用寿命至关重要,减少焊接过程中缺陷的存在对于保证钢轨的安全系数至关重要。如图1所示为高铁钢轨焊接部示意图[1-4],闪光对焊是利用闪光的作用,在焊接处形成局部高温,同时使得焊接接头处形成自保护区,相比与传统的电弧焊接其会尽可能减少高温状态下金属的局部氧化问题[5-7];闪光后期由于高温液态金属的存在,能够将焊接接头的污物清除干净;对口处温度上升较快;较少出现许多熔化焊接接头缺陷[8-10]。由于其具有以上的优点被应用于焊接高铁火车等钢轨部分。本文采用数值模拟的方法,研究闪光对焊残余应力分布宽度影响。此外,还初步分析研究了局部快速焊后热处理对残余应力分布的影响,对焊接过程中应力的分布情况及机理进行研究,从而为高铁钢轨焊接提供一定的理论指导。
1 模型建立
采用ANSYS MESH网格划分模块对钢轨的模型进行划分,网格整体采用混合网格模型,在钢轨底部和顶部进行局部的边界层细化,以捕捉局部热应力的变化,在钢轨的弯曲部分采用非结构网格,以减少非规则模型所带来的计算量,图2所示为划分好的钢轨模型。采用ANSYS Workbench搭建热应力耦合模块,图3所示为热应力耦合计算流程模块。

图1 高铁钢轨焊接部示意图

图2 钢轨的网格模型
2 结果与讨论
图4为钢轨焊接冷却20 s温度分布云图,可以从图4(a)中看到,在自然冷却条件下,钢轨内部温度最高处可达到933 ℃,而随向外与空气的接触距离越近其发生热交换的速度越快,温度下降梯度越来越明显。图4(b)为在焊接过程中底部施加局部热源,可以看出,在底部热源存在的情况下,整体的温度分布较为均匀,其温度变化梯度明显减弱,如果在焊接的过程及冷却的前期对焊接轨道底部施加热源,会使得焊接结束后温度的下降梯度明显减弱,钢轨整体温度比较均匀,这样可以减少由于热量不均带来的应力不均匀问题。

图3 计算设计流程图

图4 焊接后冷却20 s钢轨内温度分布云图
对钢轨焊接后各位置温度的变化规律做进一步分得出图5,可以看出,钢轨各参考点处的温度最高随着时间的推移逐渐下降接近于室温。其中越靠近钢轨中心,温度越高,其下降速率越快,钢轨底部温度下降趋势较为平缓。
图6所示为各参考点退火后微观组织形貌图,可以看出参考点1处钢轨的形貌出现明显的开裂现象,这主要是因为此处温度变化较为局部应力分布不均导致材料在冷却过程中开裂。而温度变化较为平稳的3号和4号参考点位置材料的表面形貌组织较为致密,这说明采用底部加热方式降低材料温度下降速度可以有效减少焊接后钢轨的开裂问题。
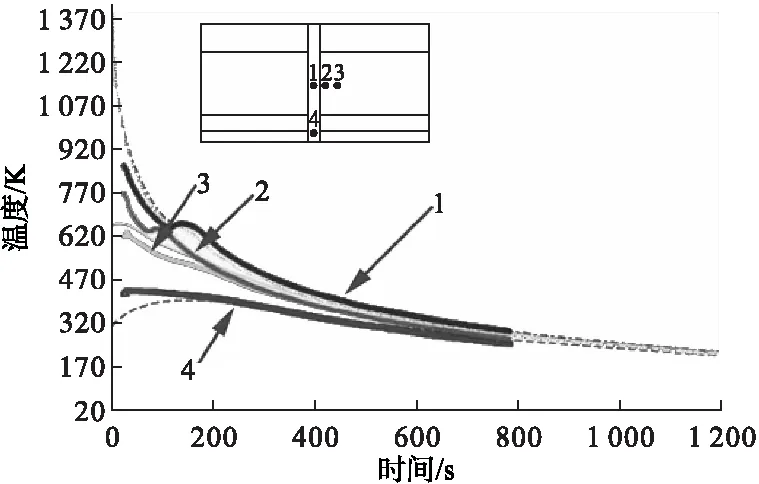
图5 焊接后随时间变化钢轨各参考点温度变化曲线图
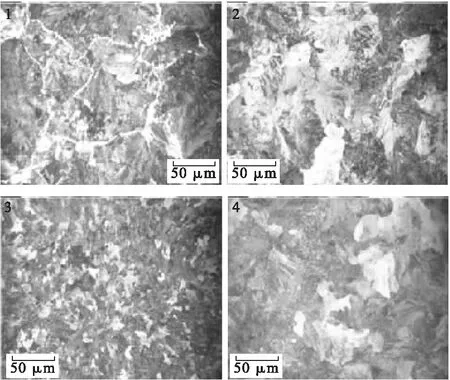
图6 各参考点微观组织形貌图
3 结 论
采用数值模拟计算和实验对比的方法对闪光对焊制造无缝钢轨过程中热应力分布问题进行研究,结果表明在焊接后钢轨的冷却问题对于钢轨的质量至关重要,在焊接过程及冷却过程中对钢轨进行局部加热可以使钢轨缓慢冷却,从而减少局部热应力进而减少钢轨开裂问题。
