高速激光热丝钎焊表面成形质量的控制
2020-05-07
(广汽本田汽车有限公司,广州 511338)
0 前言
激光钎焊具有焊接速度快,热输入低、焊接变形小,焊缝平整均匀光滑、成形美观等优点,是一种近净成形的先进的材料加工工艺,非常适用于对焊接工时、母材变形量和焊缝美观度有很高要求的汽车外观面,如顶篷、后盖等部位的焊接。目前大众、通用、标致雪铁龙、奔驰等国际主流汽车厂商均采用激光钎焊来连接汽车的顶篷与侧围。
当前主流汽车厂商顶篷激光钎焊的焊接速度一般不超过4 m/min,李俐群等人[1]申请的关于激光热丝钎焊的发明专利的焊接速度也限于0.5~3 m/min的区间。激光钎焊的焊接速度直接限制了顶篷激光钎焊岗位工时的提升,从而限制了整条汽车生产线单位时间的产量提升。有的厂商通过设计无边天窗来缩短汽车顶篷的长度,从而减少激光钎焊岗位的工时;有的厂商在生产线上设置两个激光钎焊岗位,采用轮流加工的方法来减少激光钎焊岗位的工时。前者增加了零部件成本,后者增加了设备成本,均不是理想的方案。因此,大幅提升激光钎焊的焊接速度对于汽车行业是十分迫切的需求。
国内外诸多学者的研究证明,高速激光焊会引起熔池流动行为发生复杂的变化,使得焊缝产生驼峰焊道等缺陷,导致焊缝表面成形质量恶化[2-10]。清华大学裴莹蕾等人[11-12]对高速激光焊驼峰焊道的形成机理和影响因素进行了深入研究,但是没有提出解决该问题的行之有效的方法。激光热丝钎焊相比传统的激光焊增加了填丝工艺[13],固态焊丝快速送入熔池内部,对熔池产生较强的冲击力[14],从而使得熔池流动行为更加复杂,焊缝表面成形质量恶化的风险相比激光焊增加。但是目前尚未有针对高速激光钎焊熔池流动和焊缝表面质量的深入研究,因此深入分析高速激光热丝钎焊焊缝表面成形质量的影响因素及其作用机理,获得表面成形质量良好的焊缝的控制方法是十分必要的。
1 试验材料与方法
试验所用母材为镀锌低碳钢板,板厚0.75 mm。焊丝为CuSi3焊丝,直径1.6 mm,化学成分为Cu:96.24%、Si:2.87%、Mn:0.89%(质量分数,%)。接头坡口形式为107°的V形坡口。
试验所用激光钎焊系统如图1所示,激光器为Trumpf Disk激光器,波长1 030 nm,光纤直径0.6 mm;采用Fronius热丝焊机对焊丝进行电阻加热,热丝电源为恒流模式,正极接焊丝,负极接工件;激光头为SCANSONIC ALO3激光头,透镜组光学比5.2,具有焊缝追踪和高度方向的自适应功能;激光头安装在安川机器人上,实现光源在焊缝上的移动。
采用正交试验来研究焊缝成形质量的影响因素。焊接速度设为定值6 m/min,相比当前4 m/min的行业水平提高了50%。送丝速度设为定值4.6 m/min,以确保焊缝厚度和拉力值满足要求。在此基础上分析激光功率、热丝电流、保护气氩气的流量和送丝角度4个工艺参数对焊缝成形质量的影响规律,所用正交试验表为4因素4水平,具体参数设置见表1。
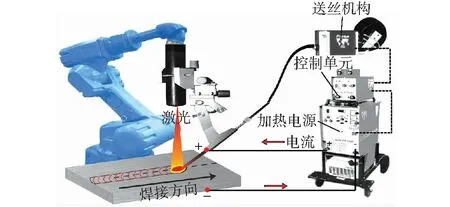
图1 激光热丝钎焊示意图
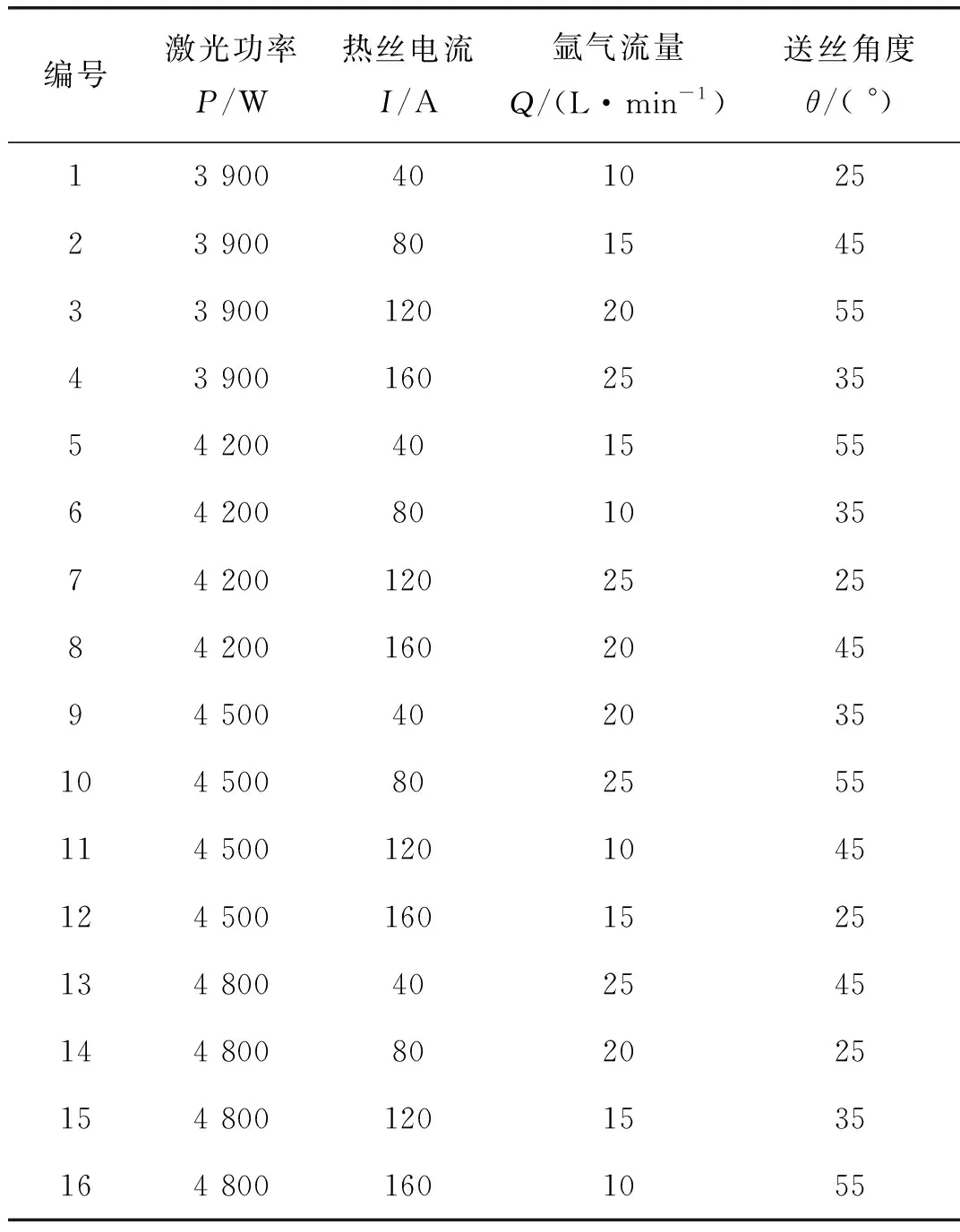
表1 激光热丝钎焊正交试验表
其他工艺参数取值如下:激光光斑直径3.2 mm;焊丝从熔池前方送入,光丝距0 mm;焊丝伸出长度9 mm如图2所示。
焊缝表面成形质量通过评分进行量化,评分范围为0~10分,其标准如下:存在不连续或未熔合等严重缺陷的焊缝为0分;连续但是有明显驼峰或者气孔等小缺陷的焊缝为1分;没有明显的缺陷但是表面高低不平或者有鱼鳞纹的焊缝,根据鱼鳞纹或高低不平的长度占比,评为2分~9分,其中焊缝100%有鱼鳞纹的评为2分,焊缝超过85%长度有鱼鳞纹的评为3分,超过70%长度有鱼鳞纹的评为4分,超过55%长度有鱼鳞纹的评为5分,超过40%长度有鱼鳞纹的评为6分,超过25%长度有鱼鳞纹的评为7分,超过10%长度有鱼鳞纹的评为8分,低于10%长度有鱼鳞纹的评为9分;表面光滑平整无任何缺陷的焊缝为10分。
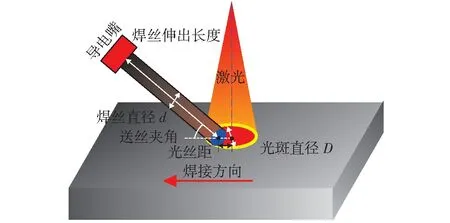
图2 工艺参数示意图
2 工艺参数对焊缝成形质量的影响
采用表1所列工艺参数开展试验,所得焊缝成形和评分值见表2。对正交试验结果进行极差分析,各个工艺参数的极差如图3所示。从图中可以看出,激光功率、热丝电流、氩气流量和送丝角度的极差分别为4.25,1.5,1.75和4.0,激光功率与送丝角度的极差明显大于加热电流和送丝角度的极差,说明激光功率和送丝角度对焊缝成形质量的影响较大,而热丝电流和氩气流量对焊缝成形质量的影响较小。
在此基础上对影响较大的两个因素激光功率和送丝角度采用效应曲线图进行分析,结果如图4所示。从图中可以看出,激光功率从3 900 W增加至4 200 W,再增加至4 500 W和4 800 W时,焊缝成形质量评分均值从4.0增加至5.25,6.0和8.25;送丝角度从25°增加至35°,再增加至45°和55°时,焊缝成形质量评分均值从8.0减小至7.25,4.25和4.0。由此可知,随着激光功率增加和送丝角度减小,焊缝表面成形质量得以改善。因此,选用大的激光功率和小的送丝角度有利于改善激光钎焊焊缝成形质量。
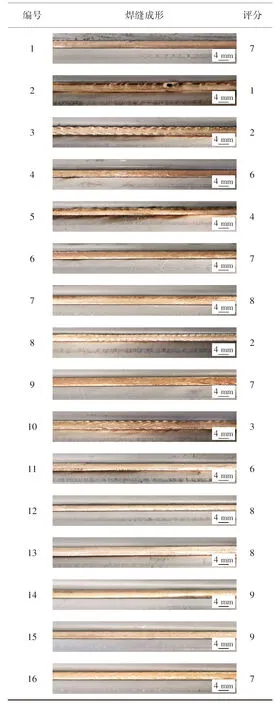
表2 正交试验所得焊缝成形与评分
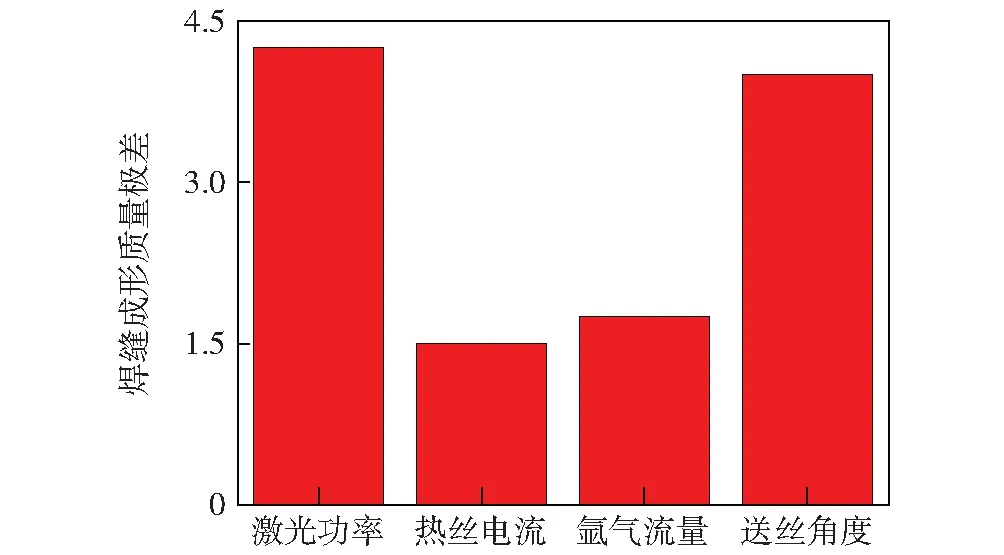
图3 正交试验各影响因素的极差分析
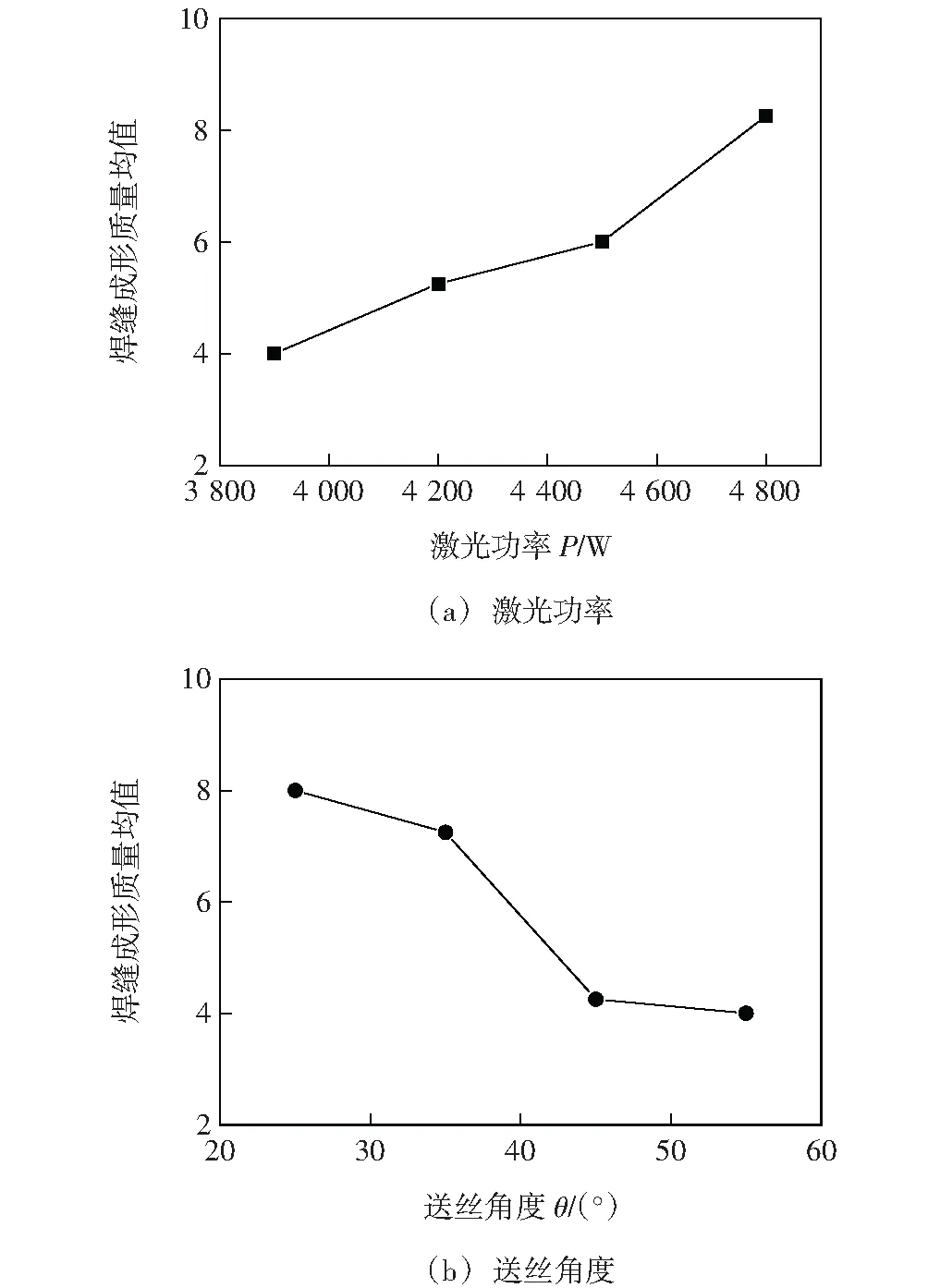
图4 重要工艺参数对焊缝成形质量的影响
3 工艺参数对焊缝成形质量的影响机理分析
从焊接理论分析可知,熔池流动是影响焊缝成形质量的关键因素之一。如果在焊缝凝固前,熔池表面的扰动能够完全铺展平整,那么通常焊缝成形质量较好;如果在焊缝凝固之前,熔池表面的扰动无法完全铺展平整,那么通常焊缝成形质量较差。下面在此基础上分析各个工艺参数对焊缝成形质量的影响机理。
3.1 激光功率对焊缝成形质量的影响
随着激光功率增加,焊接热输入随之增加,熔池温度升高,由此带来两方面的影响。一方面,熔池以液态形式存在的时间增加,熔池表面的扰动有更充分的时间进行铺展;另一方面,熔池温度升高导致液态金属粘度降低,熔池表面的扰动更容易进行铺展。两方面的影响叠加导致:激光功率增加引起熔池表面的扰动更容易在焊缝凝固前完全铺展平整,使得焊缝成形质量得到改善。
3.2 分析送丝角度对焊缝成形质量的影响机理
送丝角度对焊缝成形的影响如图5所示。当送丝角度较大时,焊丝主要送入熔池中下部,此处熔池温度较低,焊丝熔化需要的时间增长,焊丝以固态形式存在的时间也增长,导致固态焊丝对熔池的扰动加剧。当扰动在熔池中下部产生后需要向熔池表面传递,并且会在传递过程中不断增强。由于扰动的传递需要经历一段时间,当扰动传递到熔池表面时,此处的熔池温度已经下降很多了,留给扰动铺展平整的时间有限,扰动很难在焊缝凝固前完全铺展平整,因此焊缝成形质量较差。当送丝角度较小时,焊丝主要送入熔池上部,此处熔池温度很高,焊丝进入熔池后迅速熔化,使得焊丝对熔池的扰动强度大幅减小。由于扰动产生的位置距离熔池表面很近,扰动可以迅速传递到熔池表面。此时熔池温度很高,扰动有充足的时间进行铺展,很容易在焊缝凝固前完全铺展平整,因此焊缝成形质量较好。
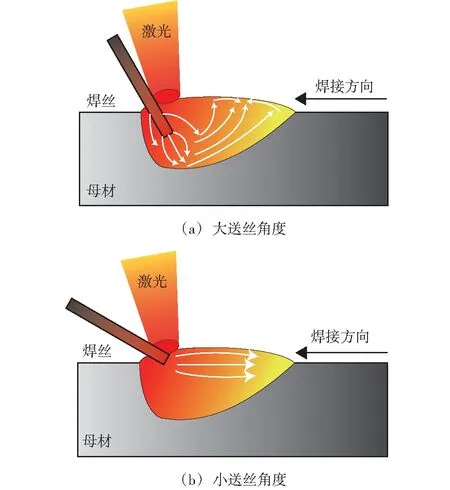
图5 送丝角度对焊缝成形质量的影响机理
3.3 分析氩气流量的影响机理
随着氩气流量增加,焊缝氧元素含量降低,熔池液态金属的表面张力温度梯度从正值逐渐转为负值。即激光光斑中心温度最高,表面张力最小;熔池边缘温度最低,表面张力最大。此时熔池液态金属从光斑中心向熔池后沿流动,熔池凝固时间缩短,容易产生鱼鳞纹。
3.4 分析热丝电流的影响机理
对于填充热丝激光焊而言,焊丝的电阻热主要是用于辅助激光来熔化焊丝的[15]。因此,热丝电流增大,与激光功率增大的效果类似,相当于焊接热输入总体增加,有利于消除鱼鳞纹。不过铜焊丝电阻值很小,因此电阻加热效果较弱,其对焊缝成形质量的影响较小。
4 焊缝成形质量的控制
根据以上试验结果和理论分析,采用大的激光功率、大的热丝电流、小的氩气流量和小的送丝角度有利于获得高质量的焊缝成形。在表1的正交试验中各因素选取有利于焊缝成形质量提升的水平进行组合,获得最优工艺参数组合,各个参数具体取值为:激光功率4 800 W,热丝电流160 A,氩气流量10 L/min,送丝角度25°。采用最优工艺参数组合进行工艺试验,所得焊缝成形如图6所示,焊缝光滑平整无任何缺陷,评分10分,说明正交试验结果合理可信。

图6 最优工艺参数组合的焊缝成形
5 结论
通过正交试验研究了激光功率、加热电流、氩气流量和送丝角度4个工艺参数对高速激光钎焊焊缝成形质量的影响规律,获得了以下结论。
(1)激光功率和送丝角度对焊缝成形质量的影响较大,加热电流和氩气流量对焊缝成形质量的影响较小。激光功率增大和送丝角度减小有利于焊缝成形质量的提升。
(2)激光功率、热丝电流和氩气流量都是通过影响熔池获得的热输入,从而影响熔池表面扰动的铺展来影响焊缝成形质量的。激光功率对熔池热输入的影响远大于加热电流和氩气流量,因此其对焊缝成形质量的影响也远大于加热电流和氩气流量。
(3)送丝角度是通过影响焊丝对熔池的扰动程度和铺展速度来影响焊缝成形质量的。送丝角度越小,焊丝靠近高温的熔池表面,焊丝越容易熔化,其对熔池的扰动越小,扰动也越容易铺展,因此焊缝成形质量越好。
(4)采用大的激光功率、大的加热电流、小的氩气流量和小的送丝角度有利于获得高质量的焊缝成形。在本试验条件下采用4 800 W,160 A,10 L/min和25°的工艺参数组合在6 m/min的高焊接速度下仍然获得了表面光滑平整无缺陷的高质量焊缝,为激光钎焊在高速下的应用发展奠定了基础。