3D 在线测量系统在白车身上的应用现状
2020-05-01张艳清
张艳清
(北京奔驰汽车有限公司,北京 100176)
0 引言
3D 在线测量技术作为一种高效精准的测量手段,相比传统的测量工艺,具有测量速度快、准确率高、稳定性好、更高的对比度等优点,目前已经普遍应用到航空,汽车等工业领域。随着3D在线测量技术、PLC 自动化控制技术和机器人技术的有效结合,现已广泛的应用到白车身的四门、机盖、尾门、主地板,前端后端以及侧围等部件,成为车身装配以及检测车身零部件质量的重要手段。北京奔驰引进戴姆勒奔驰公司先进的3D 在线测量技术,主要对车身的各个零部件以及车身总成装配进行质量检测。IMT 3D 在线测量系统在装焊车间的应用结果表明,IMT 3D 在线测量设备在时间效益、测量质量、智能化自动化、设备稳定性甚至在产生的经济效益方面都优于传统的测量方法。以北京奔驰装焊车间为背景,介绍3D 在线测量系统在装焊车间的应用以及控制原理。同时介绍北京奔驰关于在线测量技术的工艺流程,在装焊车间起着质量把关的作用。
1 3D 在线测量系统组成
3D 在线测量系统主要由3D 测量传感器、图像采集卡、在线测量控制器、测量系统校准机构、机器人以及PLC 等组成。
(1)3D 测量传感器。3D 测量传感器是该系统中主要的采集信息机构,工作时由传感器发射端发出的激光打在白车身上,此时传感器接收端会收到相应的光信号,传感器会将光信号转化为相应的电压模拟量信号,并通过数据线传输给采集卡。
(2)图像采集卡。图像采集卡主要工作任务是将传感器传来的模拟量信号,通过内部逻辑转换成相应的数字量信号,并将信号通过接口传输给控制器。
(3)在线测量控制器。在线测量控制器作为该系统中的核心部件,主要承担着数据分析,样本编辑,参数设定以及与PLC、机器人之间信号交互等主要任务,主要由PC 机、通信交换机、人机显示界面、键盘、鼠标以及软件系统组成。
(4)测量系统校准机构。由3 个陶瓷立柱组成,用于校准生产过程中各个机械连接件之间装配产生的误差以及由于周围环境温度导致系统中各个机构发生微小变化而产生的误差。北京奔驰采用的3D 在线测量系统每三分钟就会自动校验一次,产生的偏差会通过控制器补偿给机器人所使用的Base 坐标。
(5)机器人。机器人作为测量系统中主要的执行装置,与测量控制系统,PLC 等进行通信,以及配合下属相应设备完成在线测量工作。
(6)PLC。是整个测量系统的总指挥官,主要负责工装夹具状态,各种信号交互以及工作时序。
以北京奔驰装焊车间现场使用的3D 在线测量技术为例,说明在线测量系统的搭建,如图1 所示。

图1 3D 在线测量系统
北京奔驰装焊车间选用德国ISRA Vision AG 公司生产的3D 在线测量传感器作为图像采集的执行机构,通过数据线连接图像采集卡,图像采集卡主要将传感器收集到的图像信息传换成数字量信号,通过PCI 插槽连接控制器,由ISRA Vision AG 公司开发集成的控制器作为该测量系统的处理机构。校准陶瓷柱由ISRA Vision AG 公司设计提供专门用于该系统校验传感器偏差。
2 3D 在线测量系统工艺介绍及控制原理
2.1 工艺介绍
为了提高生产效率,北京奔驰MFA2 装焊车间采用3D 在线测量技术,对白车身四门两盖,前端,后端,主地板以及侧围进行尺寸检测,以确保车身质量稳定性。通过自身测量ABC 三个立柱数据,计算出每次差值,用以补偿机器人由于温度导致的误差。从而得出精确的车身数据,测量系统将得到的测量结果传送给PLC。测量过程中超出参数设定的误差范围,测量系统会通过PLC 来提醒工装组人员对车身进行进一步测量,找到车身尺寸不合格原因。图2 分别是系统测量右前门基准孔的测量图及相应的尺寸偏差图。
2.2 系统控制原理
测量机器人、抓手机器人、夹具、测量系统均由外部控制系统PLC 进行控制。该系统主要由两个人机界面可以供现场人员进行操作,测量人机界面主要是对测量系统进行工艺参数设定以及监控车身质量,PLC 人机操作界面主要用于跳转时序以及监控测量系统运行状态。
机器人系统和测量系统都有各自独立的电气控制单元以及相应的执行机构,整个测量系统中由PLC 作为主控制单元,通过PLC 来控制机器人和测量系统。机器人引用戴姆勒集团开发编辑的在线测量语句包,通过机器人程序对相关语句包的调用,来实现测量机构的照相功能。测量传感器将照片信息通过数据线传输给图像采集卡,图像采集卡将收到的模拟量信息转化成数字量信息,通过PCI 插槽传输给在线测量系统的控制器。控制器系统通过内部软件对接收到的图像信息进行数据分析,并将分析结果反馈给PLC。
正常生产过程中,整个测量系统处在自动模式下,PLC 控制抓手机器人从上一个工位将工件抓取到测量工位工装胎上,工装胎上的传感器感应到工件后将信号传给PLC,PLC 向工装胎发出夹紧夹具指令。夹具夹紧并将夹紧到位信号传给PLC,PLC收到到位信号后,将开始测量信号发送给测量机器人以及测量系统。此时PLC 未能收到机器人HOME 位信号后,则需要检查原因并重新发送开始信号。若收到HOME 位置信号,PLC 将向测量机器人和测量系统发送相应的任务号,测量机器人收到任务号后,会调取相应车型主程序,并协同测量系统进行测量工作,测量结束后,测量系统会将测量结果发送给PLC,PLC 会根据测量结果选择重新测量还是结束并开始下一个循环。整个测量系统工作过程如图3 所示。
3 结语
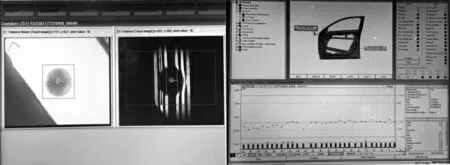
图2 右前门基准孔测量结果

图3 测量系统工作流程
3D 在线测量系统已经成功应用到北京奔驰装焊车间的测量体系,在生产过程中体现出测量的稳定性、时效性以及高智能化等特征。对白车身质量的检测达到北京奔驰剔试间以及三坐标办公室的测量标准。通过对该系统的引入,不仅取代人工使用塞尺测量的传统方法,而且大大节省公司的人工成本,提高整个生产线的节拍。