粗轧机自动送钢节能改造
2020-05-01张园园张树军孙宏强
张园园,张树军,张 忠,孙宏强
(太钢集团不锈股份临汾分公司,山西临汾 041000)
0 引言
太钢临汾分公司由于生产节奏发生变化,原有粗精轧双机轧制模式改变为精轧机单机轧制模式。粗轧机不再投入使用,仅剩1 名操作人员留守。专职操作粗轧机辊道电机将钢坯送至精轧机机前待轧,工作内容简单重复,并且联动送钢时所有辊道同时转动,能源浪费巨大。
1 粗轧机自动送钢节能改造的必要性
(1)专职使用1 名操作人员操作送钢,工作内容简单重复。四班三运转的生产体制下,浪费4名人力资源。
(2)根据现场统计,粗轧机送钢区域全程使用125 台变频电机,13 台西门子6SE70 系列逆变器,电器容量总计3468 kW。联动送钢时所有电机一起投用,不必要的电能消耗占比可达90%左右。
(3)人员控制送钢速度存在不规范性,易产生钢板下表划伤的质量问题。
因此,粗轧机区域辊道自动送钢节能改造尤为重要。
2 粗轧机自动送钢节能改造内容
(1)在自动送钢区域起始端增加1 台热金属检测仪,用来启动自动送钢程序。
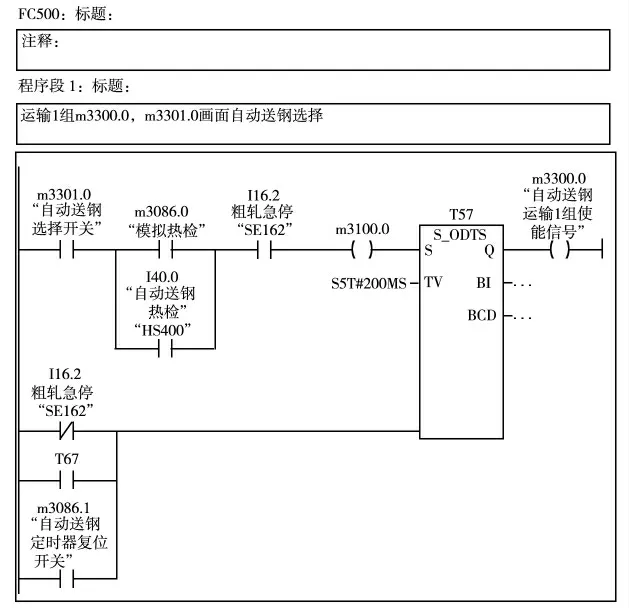
图1 第1 组辊道装置控制

图2 第2 组辊道装置控制
(2)应用顺序控制的设计思想编写PLC 程序,使得13 台辊道控制装置顺序运行达到节能效果。
(3)应用WINCC 软件与以太网通信技术,在加热炉与精轧机操作台的人机界面中新建与粗轧机的网络连接,增加自动送钢控制功能画面,实现粗轧机无人操作。
3 工作流程以及程序说明
3.1 创新点
运用顺序控制理论设计程序,实现了无人操作自动送钢。
3.2 工作流程
以运输钢坯的起点处热金属检测仪的动作信号为信号源,当检测到有钢坯时,热检信号I40.0 动作产生一个上升沿,中间变量M3300.0 置位为1(图1)。此时装置使能信号M630.5 值为1,装置速度变量MW3516 为5800,运输1 组辊道装置运行开始送钢。与此同时,在程序段3 中,T58 延时2.8 s 后M3300.1 置位为1,此时第2 组装置开始运行,同时触发T67 通电延时7.5 s后对程序段1 中的T57 定时器进行复位,以便使第一组装置停止运行(图2)。之后的10 组辊道装置依此逻辑运行停止,直到最后一组时,M3302.1 置位为1,装置开始运行。运行的同时开始使用T107 或者T108 进行计时,定时器动作后对自身进行复位,完成整个自动顺序送钢过程(图3)。
3.3 程序说明
图1 中M3301.0 为自动送钢程序投用选择开关,使用WINCC 软件制作在人机界面当中,由操作工选择操作,人工操作辊道时可以切除自动送钢功能;图2 中M630.5 为原程序中辊道装置的使能信号,MW3516 为该装置的速度控制字;图3 中的M3086.2 为最后送钢位置远近的选择开关,置1 时离精轧机距离较远,置0 时离精轧机距离较近;M3086.1 为人机界面中的辊道复位按钮,用来停止所有辊道装置。
4 应用效果
自2018 年1 月12 日至今,自动顺序送钢项目一直顺利运行,从未发生任何意外以及故障。粗轧机操作台实现了无人操作,钢坯运送全部实现自动顺序送钢程序化运行,避免了人为操作带来的不一致性,一定程度改善了钢坯下表面质量。由于顺序送钢模式将变频装置以及辊道电机运行时间减少为原来的1/10,所以电机故障率显著下降,负责粗轧区辊道电机更换的维修班组劳动强度也随之大大降低。

图3 最后一组辊道装置控制