扬克缸缸筒制造工艺及质量控制
2020-04-26许卓文
许卓文
摘 要
随着造纸技术的飞速发展,目前,纸厂面临着诸多挑战,不断攀升的运营成本已经严重影响了纸厂的生产效率,再加上不断增长的能源成本和新鲜水价格使得纸厂更加举步维艰。高设备产能和纸张品质是可持续经济造纸的先决条件,只有当所有纸机部件技术先进并相互匹配才能使资源节省和高效生产成为可能。扬克缸缸筒是纸机的核心部件,对纸机的平稳运行起着决定性作用,从而决定最终纸浆的质量,所以缸筒的制作工艺就尤其重要。文章详细阐述缸筒的制造工艺及过程中的质量控制。
关键词
圆柱度;动平衡
中图分类号: TP391.41 文献标识码: A
DOI:10.19694/j.cnki.issn2095-2457.2020.04.77
扬克缸缸筒是纸机中的核心部件,缸筒由内、外筒及两端端盖FS和DS组焊一起并精加工而成,组件外径Φ5500mm,长度6300mm,对于这么大直径的动旋转部件,并保证约100T缸筒的动平衡试验能顺利通过,圆柱度指标就尤其重要,制订合理的制作工艺,严格把控每道工序的质量精度。由于内筒体、端盖DS和FS单个零件较简单,不作细述。
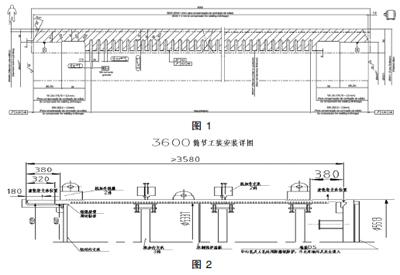
外筒结构如图1所示,外筒机加前外直径Φ5511筒体,长6065mm,t95,采用两节筒体(3600+2500)卷制焊接而成,热处理后圆度、直线度、圆柱度4mm,保证筒体内外径有足够的机加工量,内壁加工出189个槽,各槽位置度允差0.2,为保证最终整体的均匀一致性,对过程中可能引起的变形都要考滤周全仔细,如吊运、翻身等。对工艺制订的合理性及过程中各环节的质量精度的控制就更为严格和仔细,不能有任何的差错,外筒两节筒分别卷制后的具体加工及缸筒总成的工艺及过程质量控制如下。
1 L=3600的筒节
安装外工装(中间两外支承),工装安装见图2示意。
在立车上打点校正,粗加工光出一端内表面及一端端面、外圆抱箍处,光出的内表面作为后序的校正基准;安装此端外抱箍,调头,打点校正,粗加工光出另一端内表面及端面、外圆抱箍处,光出的内表面作为后序的校正基准;安装外抱箍,见图2,抱箍对接处与筒节上吊耳错开90°方位,便于起吊、翻身,并减少吊运和翻身时影响工件的变形。
精加工安装端盖DS端外筒部分,按图2加工内表面、沟槽及端面坡口,对坡口处及距坡口边缘200mm范围内进行100%MT检测,按标准NB/T47013.4-2015,I级合格;安装端盖DS,人孔对应3600筒节的一条纵焊缝,并将人孔方位引至筒节外端作标记,用塞尺测量定位块与筒壁间隙,同轴度不大于0.2,合格后点固,再以最小的量光出端盖DS外圆至φ5510及上平面基准面,并刻出方位线,供后序整体加工外圆时作为找正基准用。
翻身加工另一端,此时不允许吊筒体上吊耳,只能起吊抱箍上吊耳;打点找正,按已加工面及沟槽为基准找正,要求以不变形的沟槽为基准,并记录圆度、同轴度及变形沟槽数据;清理内表面及沟槽,已加工沟槽处喷涂防锈油处理;安装下端两个机加内支承,见图2,位置与外支承对应;安装木制保护盖板,保护已加工的部位及沟槽;精加工上端,加工内表面、沟槽及坡口,并清理铁屑;对坡口处及距坡口边缘200mm范围内进行100%MT检测,按标准NB/T47013.4-2015,I级合格;卸除木制保护板,清理内表面及沟槽,已加工沟槽处喷防锈油处理。
如图2安装上半个机加内支承及组对内支承,组对内支承定位块与内壁点固,将所有内支承间刚性相连接点固,并与端盖点固,用塞尺测量定位块与筒壁间隙,同轴度不大于0.2,再将组对内支承与内壁空隙处粘接铝箔胶带保护,防止后续加工沟槽再次污染。圆周打32个点检测,并记录数据。为便于后序将3600进行翻身,端盖DS在上,端盖DS中心孔及人孔处用防潮纸防护,不允许油污及灰尘进入。
2 L=2500的筒节
以最小的量光出与3600筒节组对一端,加工组对坡口,距端部300mm范围内加工内表面基准面,单边加工3mm至尺寸φ5329(单边还留有4mm最终加工量),并在外圆距端部200mm处刻线。
调头加工另一端内表面,单边加工3mm至尺寸φ5329(单边还留有4mm最终加工量),深度150mm,作为组对校正基准面。
3 组对、焊接及精加工
先将2500筒内上端焊接挡块。考滤到整体钢性及自重,将3600长筒节在上2500筒节在下进行组对, 将形状调节大致一致,在2500筒节外表面对接处焊接32块骑马块固定,根据检测的数据,配对点位间的间隙进行组装,并再次打点检测,模拟组对加工量,测量外圆刻线距离,合格后在外侧环缝对接处进行间断焊接,如不合格,根据打点数据,调整 2500的筒节位置,直到检测模拟数据合格。
焊接,焊后测量环缝处划线轴向距离、两端内直径、直线度、圆柱度、环缝相邻沟槽的变形量等,并记录,经测量3600筒节圆柱度变形在0.2mm內,距环缝相近的3个沟槽变形在0.03mm内,影响较小,数据合格;环缝按NB/T47013.10-2015,100%TOFD探伤,II级合格。
对环缝局部热处理,热处理时筒体须立式放置,3600筒节在上,热处理后测量环缝处划线轴向距离、两端内直径、直线度、圆柱度、相邻沟槽的变形量等,并记录,经测量3600筒节圆柱度变形在0.1mm内,距环缝相近的3个沟槽数据与焊接后相同,没有发生变形,数据合格。
再对焊缝进行100%UT复验检查,合格后将工件吊至加工中心平台上,3600筒节在下,去除3600筒节上端的组对内支承,机加内支承根据不拆除;筒体整体打点检验并找正,按已加工面及沟槽为基准找正,要求以不变形的沟槽为基准,并模拟加工量,并记录内直径、圆度、同轴度及沟槽相关数据等。
安装2500筒节机加外抱箍、内支承及木制保护板,保护已加工沟槽表面。按产品图机加工内表面、槽及两端坡口,按3600筒节加工面及槽为基准并对刀;对坡口及距坡口边缘200mm范围内进行100%MT检测,按标准NB/T47013.4-2015,I级合格。拆除内部所有工装,并清理干净,沟槽涂油保护。
组装内筒,测量内筒加工面距外筒内壁的距离,并安装下装工装固定,保证内外筒同轴度;将内筒与端盖DS焊接,并100%MT,I级合格;加工内筒上端面,高出外筒端面4mm;安装端盖FS,检查两端端盖上人孔方位位置,两端端盖上人孔错开180°方位,用塞尺测量定位块与筒壁间隙,同轴度不大于0.2,与内孔上端面贴合,合格后点固;安装内筒FS端工装,埋弧焊焊接两端环缝。
以最小的量光出端盖FS外圆及端盖上平面基准面,并刻出方位线,与端盖DS一致,供后序整体加工外圆时作为找正基准用。将端盖与筒体对接环缝坡口处进行清洗去油污处理;焊接端盖DS和FS与外筒体环缝;对端盖DS和FS与外筒体环缝进行局部热处理。
按前期两端端盖上所作的的基准面及刻线方位进行找正,加工缸筒外壁及两端端盖平面,并钻孔攻丝。机加完工后进行动平衡试验,配重在合格范围内。
4 结束语
合理地制订工艺,通过过程中加设工装,结合各环节的质量控制,通过过程中的检测数据有针对性地进行工艺调整,有力减少各工序的变形量,保证产品最终质量,为公司带来更大的经济效益。
参考文献
[1]成大先主编.机械设计手册[M].第六版第1卷,化学工业出版社,2016:441-454.
[2]中国机械工程学会热处理学会编,热处理手册[M].第四版第1卷,机械工业出版社,2008:574-577.
[3]王先逵主编.机械制造工艺学[M].第三版,机械工业出版社,2013:197-214.
[4]中国机械工程学会焊接学会编,焊接手册[M].第三版第1卷,机械工业出版社,2008:47-52.
