棒线材零间隔轧制技术的研究与应用
2020-04-26黄伟忠
黄伟忠

摘 要:主要介绍柳钢棒线型材厂三棒车间生产线25螺零间隔轧制技术在调试过程中逐一攻关解决正常出钢轧制1#轧机不降速导致两条钢追尾、2#飞剪剪切头尾长度不稳定、精轧活套起落套不稳定及活套起高套、3#飞剪剪切倍尺不稳定等问题。
关键词:零间隔轧制技术;轧机;活套;转速;电流;热检信号
中图分类号:TG33 文献标志码:A 文章编号:2095-2945(2020)11-0152-02
Abstract: This paper mainly introduces and solves the problems with 25-screw zero-interval rolling technology of the production line of the three-bar workshop of the Bar and Wire Plant of Liuzhou Iron and Steel Co., Ltd., for example, the #1 normal tapping and rolling mill does not slow down, resulting in the rear-end collision of two steels; the length of the shearing head and tail of the #2 flying shear is unstable; the take-off and landing sleeve of the finish rolling looper is unstable; and the looper is unstable in shearing and doubling the length of the high sleeve and flying shears.
Keywords: zero interval rolling technology; rolling mill; looper; rotational speed; current; thermal detection signal
1 概述
柳钢棒线型材厂三棒主轧机为ф610×6+ф430×6+ф380×6全连续式棒材短应力线轧机,使用165mm×165mm×10000mm连铸坯,主要生产直径φ18mm-φ40mm规格热轧带肋钢筋。成品机架设计最高线速15m/s,年产量100万吨。为进一步提产降耗,本文主要介绍2019年5月三棒零间隔轧制技术调试过程遇到的一些问题及解决办法,从而实现轧制过程中粗轧1#轧机前后钢坯无缝咬钢,下游机架间平稳轧制,飞剪正常剪切头尾,精轧机组间活套起落套稳定,缩短成品機架无钢间隙时间,实现机时产量提升。
2 系统原理
零间隙轧制系统是在不拉钢的状态下,利用轧机间级联速度和逐移量进行二次的控制,实现两支钢在同一轧线上不同速度的断级联控制。
(1)在同一轧线上的每两支钢分别以不同的级联速度轧制,轧线出现两段动态的级联关系。
(2)利用电流信号控制,当第一支钢坯钢尾脱离1#轧机后,将上游机架与下游机架中断级联。第二只钢坯头部咬入1#轧机后先降速再升速,与上游机架级联,利用前后机架线速度差将两支钢坯逐步拉开距离,从而保证飞剪正常剪切和活套的起落套控制。
(3)当无间隙轧制系统投入后,可根据两条钢距离调整到最佳轧制节奏,保证两条钢间隔距离达到最小,将轧机的工作效率提到极致,提高机时产量。
(4)无间隙轧制系统是通过控制两支钢的过钢速度,产
生工艺需求距离,而不是靠拉钢来保证距离。
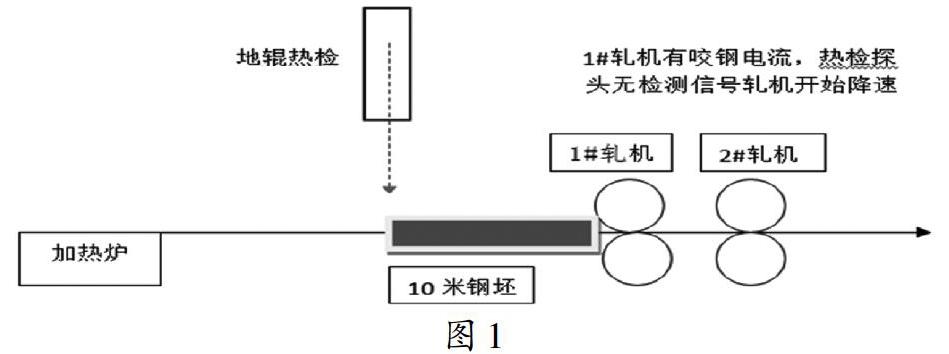
三棒采用1#轧机先降速后升速,实现首架轧机钢坯头尾无缝连接喂钢,在1#、2#轧机轧制过程中,将两支钢分开最合理的距离,以满足(1#飞剪、2#飞剪)飞剪、活套的工艺的要求,达到最小的轧制间隙来保证轧机间隔时间,同时保证不影响成品头、中、尾尺寸均匀性为必要条件来优化出钢节奏。1#轧机降速原理:1#轧机前出炉地辊北面10m处安装有一个热检探头,用于检测钢坯尾部信号,同时满足1#轧机有电流、地辊北面热检无检测有钢信号时开始降速, 降速时间1.8s,1#轧机降速幅度为0.4(40%)即为1#轧机电机转速的40%(如图1);1#轧机升速原理:降速1.8s完成后立即升回设定转速(咬入2#轧机前转速升回到设定转速),从而实现1#轧机与2#及往后轧机的速度级联关系(如图2)。
3 调试过程中遇到的问题
3.1 正常出钢轧制1#轧机不降速两条钢追尾
1#台出钢操作工出钢过快在出炉地辊上将前后两支钢坯连起来,经过出炉地辊北面热检探头时,探头检测到有钢信号,导致1#轧机不降速两条钢追尾;钢坯长度大于10m时,1#轧机有咬钢电流但出炉地辊北面探头仍检测有钢信号,1#轧机不降速两条钢追尾。
3.2 轧件尾部拉小
1#台操作工在1#轧机正常轧制时出炉辊道上来回倒钢通过出炉地辊北面10m处热检探头时导致1#轧机提前降速,轧件尾部拉小。
3.3 出炉地辊B段故障多影响出钢节奏
零间隔轧制技术投入后,钢坯咬入1#轧机降速,但出炉地辊保持原来线速度比1#轧机线速度快不匹配,地辊电机负荷增大、地辊磨损严重导致地辊跳闸,影响出钢节奏。
3.4 2#飞剪切头尾长度不稳定,剪切后弯曲
2#飞剪剪切头尾剪切命令来源12#轧机有钢信号及12#轧机后热检探头检测信号,经过2#飞剪前热检探头检测到有钢信号后进行剪切,因2#飞剪剪韧处与12#轧机热检探头距离太近,只有1.65m左右的距离,投入零间隔轧制技术后,轧制节奏快,飞剪响应延时或来不及响应,导致头尾剪切长度波动大,剪切后头尾弯曲,不能有效剪切,甚至出现头部剪切1米多的现象。
3.5 成品第一节倍尺长度不稳定,精轧机活套起高套
轧件头部咬入精轧机时偶尔存在头部起高套现象,经查PDA发现,因零间隔轧制技术投入后,前后两根轧件头尾间距缩短,精轧区域活套落套后,下条钢头部咬入轧机时起套缓慢,轧机动态补偿转速还未来得及达到设定值,轧件已经咬入轧机,活套起高套,头部咬入不稳定,上冷床成品第一节倍尺长度不稳定。
3.6 3#定尺飞剪信号混乱
无间隙轧制技术投入使用后,K1间隔时间由4.0-4.5s缩短到了1.8-2.3s,来钢间隙小,K1出口、3#定尺飞剪前热检不能够正确识别前后钢的头尾信号,测长信号出现重叠,引起测量LPP值紊乱,倍尺长度信息反馈不准确,主控台操作人员不能及时准确判断各节倍尺长度参考值。
4 优化改进措施
零间隔轧制技术投入调试过程中遇到的诸多问题,针对现场实际工况,做了如下改进:
4.1 优化零间隔轧制技术监控手段,及时发现1#轧机不降速追尾现象
通过在1#、2#轧机间增设热检探头,检测1#、2#轧机间上一条钢尾部与下一条钢头部之间的间隔时间差(这个时间差是我们正常生产过程中优化出来的轧制节奏),当小于我们设定的时间间隔值时发出报警信号,便于主控台操作工做应急措施在1#飞剪处碎断局部,防止追尾造成堆钢事故。
在主控台电脑上增加一个轧制时间超时报警功能,如:我们轧制时间设定为50s,当轧制时间超过50s时,系统发出报警信号,以便及时做出应急反应。
4.2 实现1#轧机咬入降速与出炉辊道B段速度级联关系
通过优化出炉辊道B段地辊控制程序,实现辊道速度与1#轧机咬入降速形成级联关系,使出炉辊道B段速度与1#轧机实际线速度相匹配,从而有效解决了地辊电机负荷增大、地辊磨损严重而出现地辊电机跳闸的想象。
4.3 优化2#飞剪剪切程序
重新修改2#飞剪T400控制程序,切头尾程序由原来12#轧机有钢信号及12#轧机后热检探头检测信号改为12#轧机虚拟咬钢信号,取消12#轧机后热检探头信号作为2#飞剪剪切的必要条件,根据12#轧机到2#飞剪距离与12#轧机有钢电流时的线速度的比值得到2#飞剪开始剪切的时间,并从12#軋机电机码盘并一路信号到T400模块,直接取转速数据,数据准确精度高,响应快;优化程序后通过现场取飞剪剪切头尾实物样品对比发现剪切头尾长度稳定,满足正常的生产工艺需求。修改2#飞剪剪切程序后,重新设定主控台电脑画面上的超前系数、滞后系数、前滑系数、后滑系数,操作工根据现场剪切情况调整参数,很好的解决了剪切后头尾弯曲的现象。
4.4 优化活套起落套程序,增设起落套延时功能
在原有精轧机组前后机架有电流信号和活套扫描器检测到有钢信号作为活套起套的基础上,优化活套起落套程序,在主控台电脑画面新增了活套起套、落套延时功能,操作工根据精轧轧件咬钢和抛钢情况,灵活调整活套起落套延时时间,实现轧件的稳定咬入和平稳落套,成品第一节倍尺长度稳定。
4.5 优化精轧机咬钢动态补偿信号,增设咬钢动态补偿时间功能
通过不断尝试修改咬钢动态补偿百分比,活套起高套现象没有明显改善;优化精轧机咬钢动态补偿信号,增设咬钢动态补偿时间功能,修改动态补偿及补偿时间后,头部咬入稳定,起高套现象明显下降。
4.6 优化3#定尺飞剪剪切信号采集方式
为了确保3#定尺飞剪的检测信号稳定,原来程序的7#热检(K1出口处)、8#热检(3#定尺飞剪前)都使用了较长的延时关断控制信号,现在因轧件间距时间短,较长的延时使飞剪启动高速计数信号时上一根钢还没有测长结束,测长信号出现重叠,引起测量LPP值乱;后优化了3#定尺飞剪高速计算方式,同时缩短了热检测长计数延时关断时间,LPP值准确率明显提高。
5 结束语
(1)柳钢棒线型材厂三棒车间零间隔轧制技术调试中对存在的问题逐一攻关,收集调试过程中利于生产的参数进行优化整理,形成标准化作业指导文件。(2)为其他规格品种零间隔轧制调试适应性改进攻关提供了诸多强有力的指导性依据。(3)零间隙轧制技术投入,成品机架间隔时间由原来的4.0-4.5S缩短到1.8-2.3S,轧制直径φ25热轧带肋钢筋机时产量由之前142吨提升到现在的148吨,平均班产提升48吨左右,班产日产屡创新高,实现吨钢降成本6.68元。
参考文献:
[1]新疆八一钢厂编写组.小型连轧机的工艺与电气控制[M].冶金工业出版社,2000.
[2]曹建国.轧钢设备及自动控制[M].化学工业出版社,2000.
[3]陈渝光.电气自动控制原理与系统[M].机械工业出版社,2016.
