孔位置度测具的设计
2020-04-24中国航发南方公司湖南株洲412002
■ 中国航发南方公司 (湖南株洲 412002) 刘 梅
花键类零件定心精度要求较高,而且承受的载荷很大,是发动机上的重要部件。以前公司小批量生产时,测量以花键轴线为基准的孔的位置度完全在三坐标测量机上进行,先检测出具体位置度值,再判断合格与否。该项检测的技术水平要求高、工期长、费用高且不适合生产现场随时测量。
现阶段,随着航空发动机生产的不断发展壮大,对于大批量的零件检测,继续在三坐标测量机上检测,则工期更长、费用和劳动强度更大,因此很有必要设计一种在操作现场就可以检测零件是否合格的工装来改善现状,本文就此提供了一种孔位置度检测装置及检测方法,重点做如下介绍。
1. 问题提出
已知零件结构为渐开线外花键长轴类结构,以花键轴线为基准的孔位置度检测的零件如图1所示,外花键形状D—D剖。零件已知参数见表1,φC=φ3+0.1+0mm,L=30-0-0.3mm,工艺要求以外花键轴线为基准,判断φC孔的位置度是否合格,使满足位置度φ0.1mm的要求。
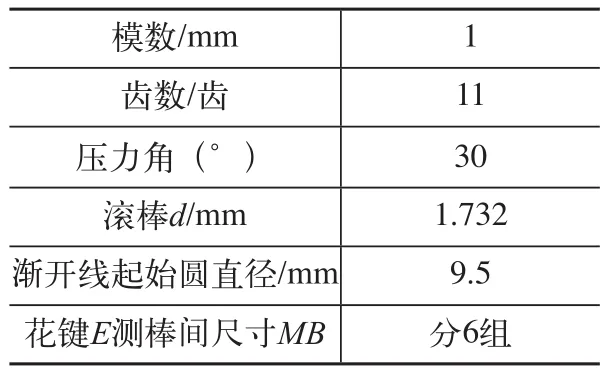
表1 零件参数
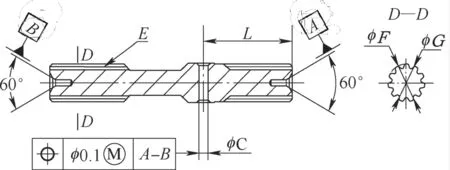
图1 零件示意
2. 解决措施
(1)问题分析及方案 零件要求在最大实体状态时,进行孔的位置度的检测,因此确定是要做一个位置度综合测具进行检测。这种测具综合限制了被检验表面的位置和尺寸的偏差,并允许被检验表面实际的极限位置偏差超过图样上所给定的位置偏差,其超差值正好被检验表面尺寸的实际偏差所补偿,只要这种测具能通过零件的被检验部位,即标志该零件合格。零件要求以外花键轴线为孔位置度检测的基准,那么设计的难点就在如何找到定位外花键的基准,以此消除定位误差,分别有以下两种方案供选择。
方案一:如图2所示,采用跟零件外花键E相配合的内花键套在零件的外花键上定基准。花键E滚棒间尺寸跨棒距MB分了6组,则测具用于定位的内花键也需要分组,那样工装的制造难度增加,而且检测零件时比较复杂。
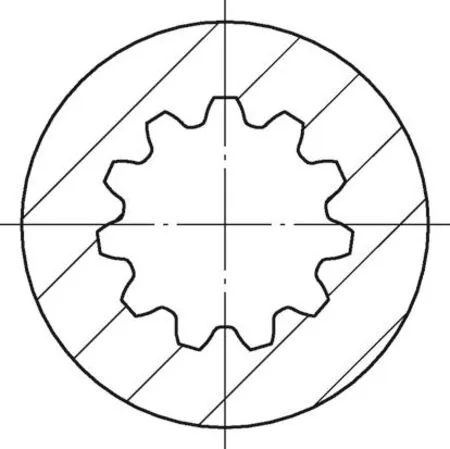
图2 方案一
方案二:零件的花键在加工时是用两个中心孔定位的,因此该方案采用两个顶尖顶住两个中心孔找正外花键轴线,结合与滚棒尺寸相等的球头定位销与花键齿槽相切,角向定位零件花键。在基准完全定好之后,再配合测量销通过检测装置上的孔,看能否插入零件的测量孔,以此判断孔的位置度是否合格,如图3所示。这种定位方式是通过直接找花键轴线的形式来满足基准要求,对比第一种方案,这种方案既能满足基准定位的要求,又减少了工装制造的难度,因此采取了这种方案进行设计。
(2)结构设计及作用 图4为检测机构结构简图,主要由固定架机构、定位机构和测量机构组成。
1)固定架机构。固定架机构是固定待检测花键的。设计了轴线在一条直线上的两个顶尖,从零件两边顶住两个中心孔,实现与零件花键的轴线在一条直线上。此时,零件在固定机构上是可以轴向位移的,零件测量孔距端面的尺寸L已知,则固定架机构要避免干涉零件。
2)定位机构。定位机构由角向定位销、定位销和圆柱头紧定螺钉组成。角向定位销在圆柱头紧定螺钉的转动下在定位销内上下活动,角向定位销的球头与花键齿槽相切,消除齿槽间隙,角向定位零件花键,实现花键的定位功能。与零件花键相配的滚棒尺寸已知,则取角向定位销球头的尺寸与滚棒尺寸相等。
3)测量机构。测量机构由测量销、衬套和测量销支板组成。零件在固定架机构上轴向位移到一定位置,保证测量销能够通过测量销支板内的衬套插入零件测量孔,如果能够插入的话,则零件孔的位置度就合格,反之,则不合格。测量销的位置度和尺寸的确定如下所述。
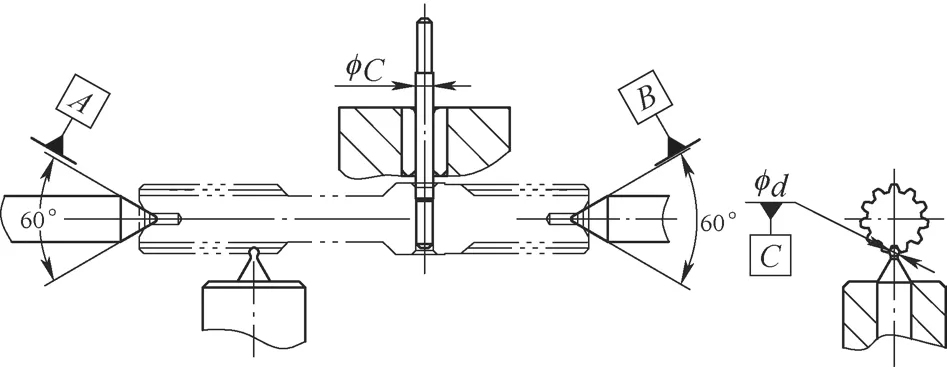
图3 方案二
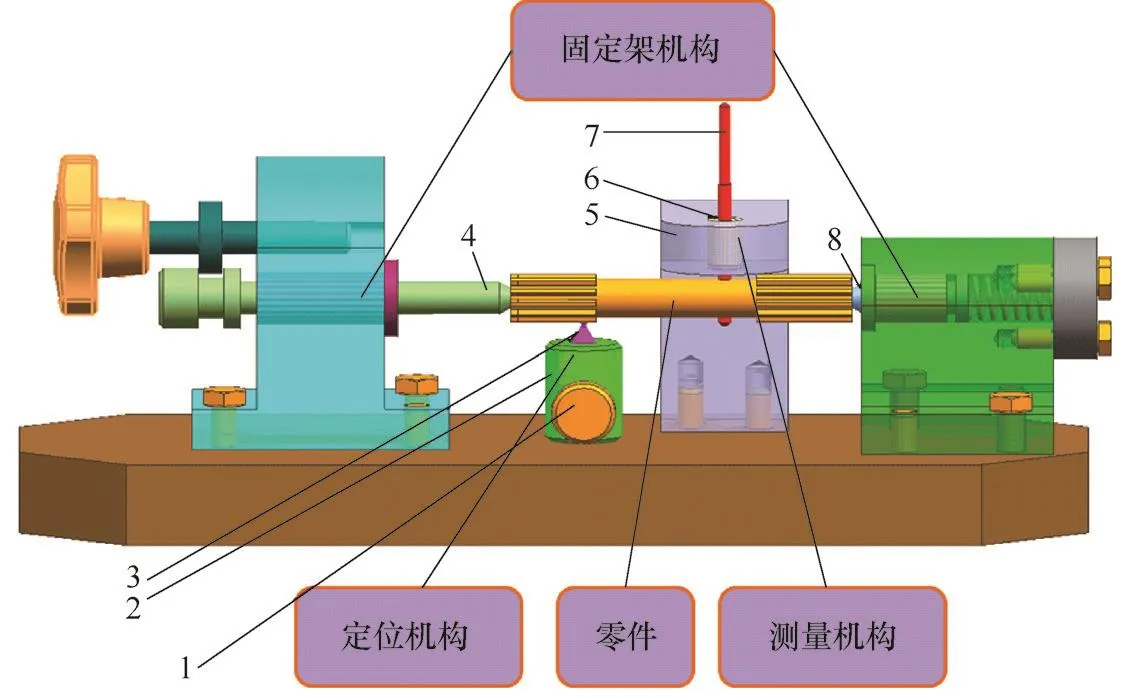
图4 检测机构结构
测量销的位置度确定。已知孔的尺寸为φ3+0.1+0mm,要求其以外花键轴线为基准、满足位置度φ0.1mm的要求。表2是我们设计取值的理论概括,经查表2可以知道,测量销的总公差占零件位置度公差φ0.1mm的40%,则测量销总公差=0.1×0.4=0.04 mm。
查表2可以知道测量销直径公差为0.01 mm,则测量销直径公差取±0.005 mm。
测量销的位置度公差=(测量销的总公差-测量销的直径公差)/2,即(0.04-0.01)/2=0.015 mm。
测量销的尺寸确定。测量销的名义尺寸={孔的实效尺寸+测量销的总公差+孔的实效尺寸}/2,即{(3+0-0.1)+0.04+(3+0-0.1)}/2=2.92 mm,这样测量销的理论尺寸为φ(2.92±0.005)mm。
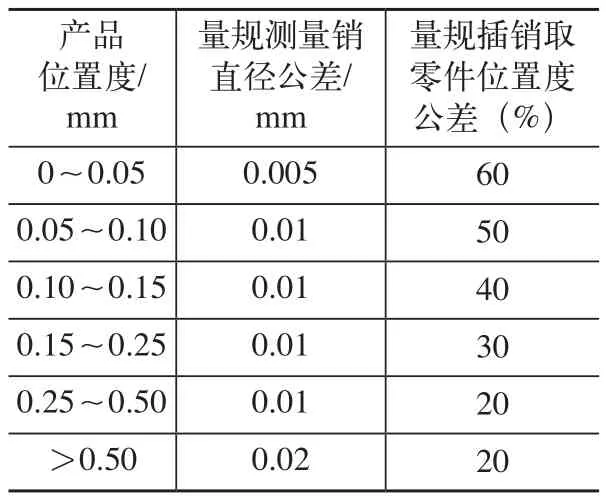
表2 测量销设计取值
3. 检测过程及效果
参照图5,该测具的具体检测过程如下所述。
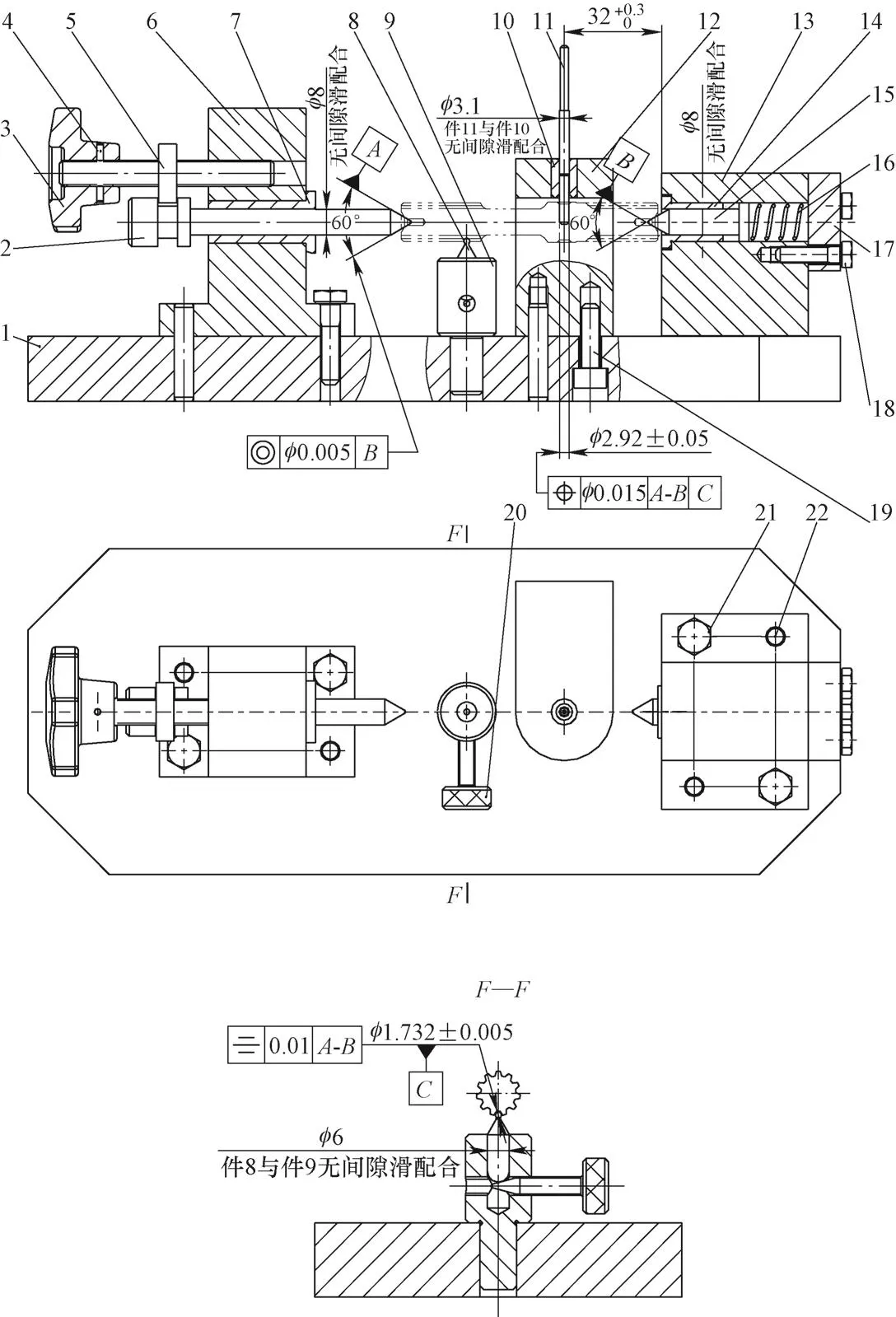
图5 测具
1)零件在固定架机构上轴向位移,转动零件,使零件测量孔的方向和测量机构上衬套10的孔方向大致相同。顶尖2在螺钉3的作用下与顶尖15相配合,从零件两边顶住两个中心孔,找到花键的轴线。
2)转动圆柱头紧定螺钉20,角向定位销8在定位销9内上移,旋转零件,使花键齿槽与件8的球头相切,如图5所示,角向定位零件花键。零件要配合着角向定位销操作,以消除齿槽间隙,满足零件的定位要求。
3)零件在固定架机构上轴向位移到一定位置,保证测量销11能够通过测量销支板12内的衬套10插入零件测量孔,如果插入运动灵活的话,则零件孔的位置度就合格,反之,则不合格,这样就完成了零件的检测。
目前,这种检测装置在现场继续得到应用,效果很好。不仅结构简单,而且操作方便快捷,可以迅速检测大批量零件,降低了劳动强度和检测成本,缩短了检测工期,提高了工作效率。
4. 结语
本机构已获实用新型专利,经过实际使用验证良好。该机构填补了用专用工装测量批量该类零件的空白,为我们打开了设计精巧工装的思路,同时对类似的测量所用工装的设计具有指导和实际意义。
